 |


Расчет припусков на механическую обработку
|
|
|
|
Припуск на механическую обработку представляет собой слой металла, снимаемый режущим инструментом для получения окончательных размеров и заданной шероховатости поверхностей детали. Он должен быть минимальным и таким, чтобы при его снятии были устранены погрешности обработки и дефекты поверхностного слоя, оставшиеся от предшествующих технологических переходов (операций), а также погрешности базирования и закрепления обрабатываемой заготовки на выполняемом переходе (операции).
Величина припуска на обработку определяется: методом получения и точностью заготовки, построением технологического процесса, техническими требованиями к обрабатываемой детали, ее размерами и формой.
Формы и размеры обрабатываемой детали влияют на величину припуска, так как с увеличением размеров и усложнением формы увеличивается допуск на заготовку и уменьшается точность базирования. Метод получения заготовок оказывает влияние на величину припуска на обработку, так как при разных методах получения заготовки точность размеров и качество поверхности различны. Например, при свободной ковке отклонение размеров составляет 1,5-10 мм, при штамповке на прессе 0,5-2 мм; при литье по выплавляемым моделям 0,2-0,5 мм.
При использовании сварных заготовок необходимо учитывать отклонение от прямолинейности и смещение свариваемых частей. После правки заготовки допускается отклонение от прямолинейности и смещение свариваемых частей. После правки заготовки допускается отклонение от прямолинейности 0,3-1,5 мм в зависимости от ее диаметра и длины, таблица Б.1.
Технические условия на изготовление деталей влияют на величину припуска, так как для деталей высокой степени точности применяют многократную, последовательную обработку поверхностей, вследствие чего общий припуск получается значительным большим, чем при одно-двукратной обработке поверхностей.
|
|
|
Припуски на механическую обработку определяют двумя основными методами:
- опытно-статистическим, заключающимся в установлении припуска по стандартам и таблицам, построенным на основании обобщения опыта предприятий машиностроения.
- расчетно-аналитическим, заключающимся в определении наименьшего припуска на обработку zmin на основе анализа факторов, влияющих на формирование припуска.
При выполнении курсового проекта на обработку двух поверхностей (указаны на чертеже буквами А и Б) припуски рассчитывают, на остальные назначают, используя опытно-статистический метод.
При опытно-статистическом методе общие и промежуточные припуски определяются по таблицам, которые составлены на основе обобщения и систематизации данных, полученные на передовых заводах. Отдельные справочные материалы по назначению припусков приведены в табл Б.2, Б.3.
Расчет припусков на механическую обработку расчетно-аналитическим методом по методике профессора В.М. Кована рекомендуется выполнять в следующей последовательности:
1.Пользуясь рабочим чертежом детали и маршрута технологического процесса механической обработки, записать в сводную таблицу из приложения А, технологические переходы обработки в порядке последовательности их выполнения по каждой поверхности от заготовки до окончательной обработки.
2.Записать значения параметров: Rz –высота неровностей профиля, мкм; Τ -глубина дефектного поверхностного слоя, оставшегося при выполнении предшествующего технологического перехода, мкм; ρ -суммарное значение пространственных отклонений для поверхности, возникшие на предшествующем технологическом переходе, мкм; ε –погрешность установки заготовки при выполняемом технологическом переходе, мкм; δ -допуск по размеру, мкм. Параметры систематизированы и приведены в приложении Б.
|
|
|
3.Рассчитать значения минимальных припусков на обработку по всем технологическим переходам:
для плоских поверхностей заготовки
zmin =Rz +Τ+ ρ+ ε;
для наружных или внутренних поверхностей вращения
2zmin =2(Rz +Τ+  )
)
4. Записать для конечного перехода в графу «Расчетный размер» для наружных поверхностей наименьший предельный размер по чертежу, а для внутренних поверхностей наибольший предельный размер по чертежу.
5. Для перехода, предшествующего конечному, определить расчетный размер для наружных поверхностей прибавлением к наименьшему предельному размеру расчетного припуска конечного перехода zmin, а для внутренних поверхностей вычитанием из наибольшего предельного размера расчетного припуска конечного перехода zmin.
6.Последовательно определить расчетные размеры каждого предшествующего перехода для наружных поверхностей прибавлением к расчетному размеру следующего за ним перехода расчетного припуска zmin, для внутренних поверхностей вычитанием из расчетного размера, следующего за ним перехода расчетного припуска zmin
7. Записать для наружных поверхностей наименьшие предельные размеры по всем переходам, округляя их в сторону увеличения, а для внутренних поверхностей записать наибольшие предельные размеры, округляя их в сторону уменьшения.
8.Определить для наружных поверхностей наибольшие предельные размеры прибавлением допуска к наименьшему предельному размеру, а для внутренних поверхностей определить наименьшие предельные размеры вычитанием допуска из наибольшего предельного размера.
9.Записать предельные значения припусков для наружных поверхностей zmax как разность наибольших предельных размеров и zmin как разность наименьших предельных размеров предшествующего и выполняемого переходов, для внутренних поверхностей zmax как разность наименьших предельных размеров и zmin как разность наибольших предельных размеров выполняемого и предшествующего переходов.
10.Определить общие припуски zо max zо min суммируя промежуточные припуски на обработку.
Результаты расчетов припусков и предельных размеров оформляется в виде таблице в приложении А.
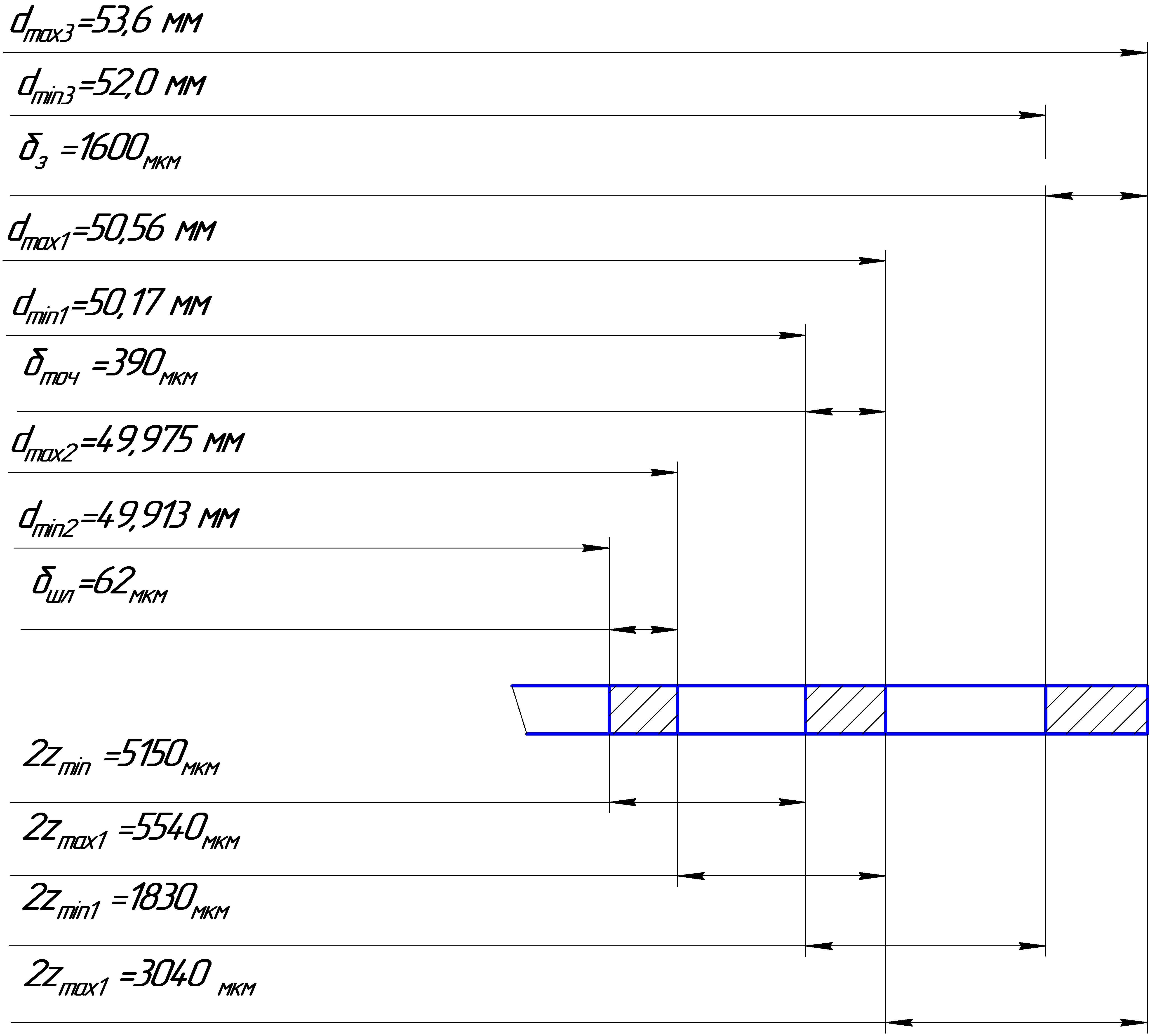
На основании результатов определения припусков расчетно-аналитическим методом для поверхностей строится графическая схема расположения общих и межоперационных припусков и допусков (рис. 2).
|
|
|
