 |


5. Порядок выполнения работы. 5. Порядок выполнения работы . 6. Форма отчета о работе. 7. Контрольные вопросы и задания
|
|
|
|
5. Порядок выполнения работы
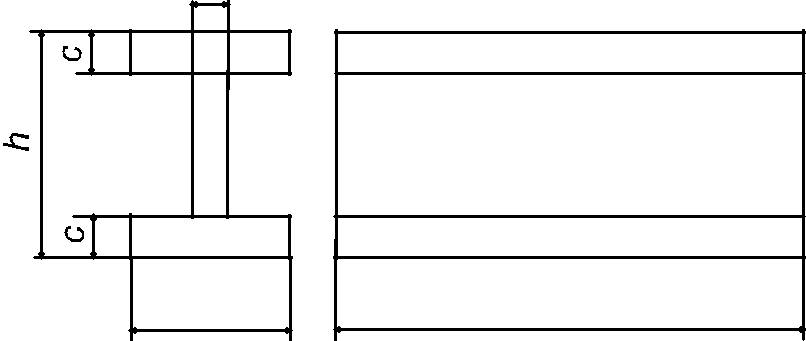
На рис. 9 представлена двутавровая балка, собираемая из трех заготовок – стенки и двух полок.
 a
a
b L
Рисунок 9. Эскиз балки двутавровой
В табл. 1 даны размеры собираемых балок для 13 вариантов.
Таблица 1- Размеры балки двутавровой
| Номер варинта | L, мм | h, мм | b, мм | a, мм | c, мм |
| 1. | |||||
| 2. | |||||
| 3. | |||||
| 4. | |||||
| 5. | |||||
| 6. | |||||
| 7. | |||||
| 8. | |||||
| 9. | |||||
| 10. | |||||
| 11. | |||||
| 12. | |||||
| 13. |
Согласно примеру, данному в пояснениях к работе, представить схему базирования балки двутавровой, учитывая её габаритные размеры.
Выбрать установочные и фиксирующие элементы из ГОСТ 13440-13442, 4743 и, заменив ими условные обозначения баз, представить эскиз конструкции.
5. Порядок выполнения работы
5. 1. Ознакомиться с содержанием методических рекомендаций по выполнению практической работы
5. 2. Ознакомиться с теоретическими положениями по теме практической работы
5. 3. Выполнить индивидуальное задание
5. 4. Оформить отчет
6. Форма отчета о работе
6. 1. Тема, цель работы.
6. 2. Обосновать выбор схемы базирования
6. 3. В выводах отразить достоинства и недостатки разработанной схемы базирования
7. Контрольные вопросы и задания
7. 1. Описать правило шести точек
7. 2. Дайте определение опоры?
7. 3. Дайте определение базирования?
Рекомендуемая литература
Овчинников, В. В. Оборудование, механизация и автоматизация сварочных процессов: учебник для студ. учреждений сред. проф. образования / В. В. Овчинников. —М.: Издательский центр «Академия», 2013
|
|
|
Практическое занятие № 4 Разработка принципиальной схемы приспособления для сборки сварного узла или конструкции
1. Цель работы
Разработать принципиальную схему приспособления для сборки и сварки балки двутавровой, схема базирования для которой была разработана на практическом занятии №3.
2. Задание
1. Выбрать тип зажимных и установочных устройств для сборки сварки балки двутавровой в приспособлении.
2. Разработать принципиальную схему приспособления, представив её эскиз. Количество проекций должно быть необходимым и достаточным для полного представления конструкции будущего приспособления.
3. Оснащение работы
Справочная литература
Варианты заданий
4. Основные теоретические сведения
При сборке под сварку необходимо последовательно ориентировать собираемые в изделие детали, учитывать их совмещение в соответствии с размерами сборочного чертежа и временные закрепления деталей перед сваркой с помощью зажимных устройств. Тип и размеры установочных и зажимных элементов, их количество и взаимное расположение будут определяться исходя из выбранной схемы базирования.
Перед выполнением основных чертежей конструкции приспособления разрабатывается принципиальная схема приспособления, представляющая собой чертеж сварного изделия, на котором в виде условных обозначений указаны места, способы фиксирования и закрепления всех деталей, а также способы и устройства (упрощенно) для установки, поворота, подъема, съема деталей и изделий, другие механизмы. На принципиальной схеме расставляются необходимые для проектирования размеры, в соответствии с проведенным расчетом размерных цепей.
Условные обозначения установочных элементов приспособления согласно ГОСТ 3. 1107–81 приведены в табл. 1. Для изображения обозначения опор, зажимов и установочных устройств следует применять сплошную тонкую линию по ГОСТ 2. 303–68.
|
|
|
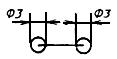
Несколько обозначений одноименных опор на схемах на каждом виде допускается заменять одним с обозначением их числа справа. Кроме того допускается обозначение подвижной, плавающей и регулируемой опор на видах сверху и снизу изображать как обозначение неподвижной опоры на аналогичных видах. Допускается обозначения опор и установочных устройств, кроме центров, наносить на выносных линиях соответствующих поверхностей. Пример перечисленных допущений представлен на рис. 2.
Таблица 1-Условное обозначение установочных элементов приспособлений
| Наименование опоры | Обозначение опоры на видах | ||||||||
| спереди, сзади | сверху | снизу | |||||||
| 1. Неподвижная | 
|
| 
| ||||||
| 2. Подвижная | 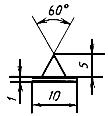
|
| 
| ||||||
| 3. Плавающая | 
|
| 
| ||||||
| 4. Регулируемая | 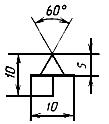
|
| 
| ||||||
| Наименование зажима | Обозначение зажима на видах | ||||||||
| спереди, сзади | сверху | снизу | |||||||
| 1. Одиночный |
|
| |||||||
| 2. Двойной |
|
|
| ||||||
|
|
|
| |||||||
| Наименование установочного устройства | Обозначение установочного устройства на видах | ||||||||
| спереди, сзади, сверху, снизу | слева | справа | |||||||
| 1. Центр неподвижный |
| Без обозначения | Без обозначения | ||||||
| 2. Центр вращающийся |
| То же | То же | ||||||
| 3. Центр плавающий |
| " | " | ||||||
| 4. Оправка цилиндрическая |
|
|
| ||||||
| 5. Оправка шариковая (роликовая) |
|
|
| ||||||















Обозначения форм рабочей поверхности опор, зажимов и установочных устройств приведены на рис. 1.

Рисунок 1. Условное обозначение форм рабочих поверхностей
установочных элементов приспособлений
Обозначения форм рабочих поверхностей необходимо наносить слева от обозначения соответствующей опоры, зажима или установочного устройства.
Для указания устройств зажимов следует применять следующие обозначения:
Р – пневматическое; Н – гидравлическое; Е – электрическое; М – магнитное; ЕМ – электромагнитное.
На рис. 2 представлена принципиальная схема приспособления для сборки и сварки проушины в соответствии со схемой базирования, показанной на рис. 8 в практической работа 3. Здесь пластина плоскостью I опирается на три неподвижных опоры со сферической выпуклой рабочей поверхностью, а плоскостью II устанавливается по двум подвижным опорам. Проушина устанавливается на пластину и определяет свое местоположение на ней с помощью трех подвижных упоров, контактирующих с плоскостью проушины III. Торцы проушины и пластины упираются в регулируемые упоры (на втором виде регулируемый упор пластины показан как нерегулируемая опора сверху). Для обеспечения постоянства места положения проушины и пластины в приспособлении они прижимаются к подвижным упорам пневмоприжимами.
|
|
|

Рисунок 2. Принципиальная схема приспособления для сборки проушины
При изготовлении принципиальной схемы наносить на нее все детали будущего приспособления подробно не следует. Детали и механизмы приспособления изображаются на ней условными обозначениями другого цвета. При необходимости отдельные механизмы приспособления могут быть выполнены довольно подробно.
На схеме указываются те размеры, которые конструктор должен соблюдать при проектировании приспособления с особой точностью.
Для установки деталей из прокатных профилей упоры (фиксаторы) необходимо ставить к обушку, а не к полке. Размещение упоров не должно вызывать защемления в приспособлении собранного и прихваченного изделия.
Упоры должны исключать сдвиг изделия в сторону установочных элементов и обеспечивать свободный его съем. Для таких изделий неподвижные упоры располагаются не по всему периметру, а лишь по двум смежным сторонам, по остальным сторонам ставят отводные откидные или съемные упоры.
|
|
|
