 |


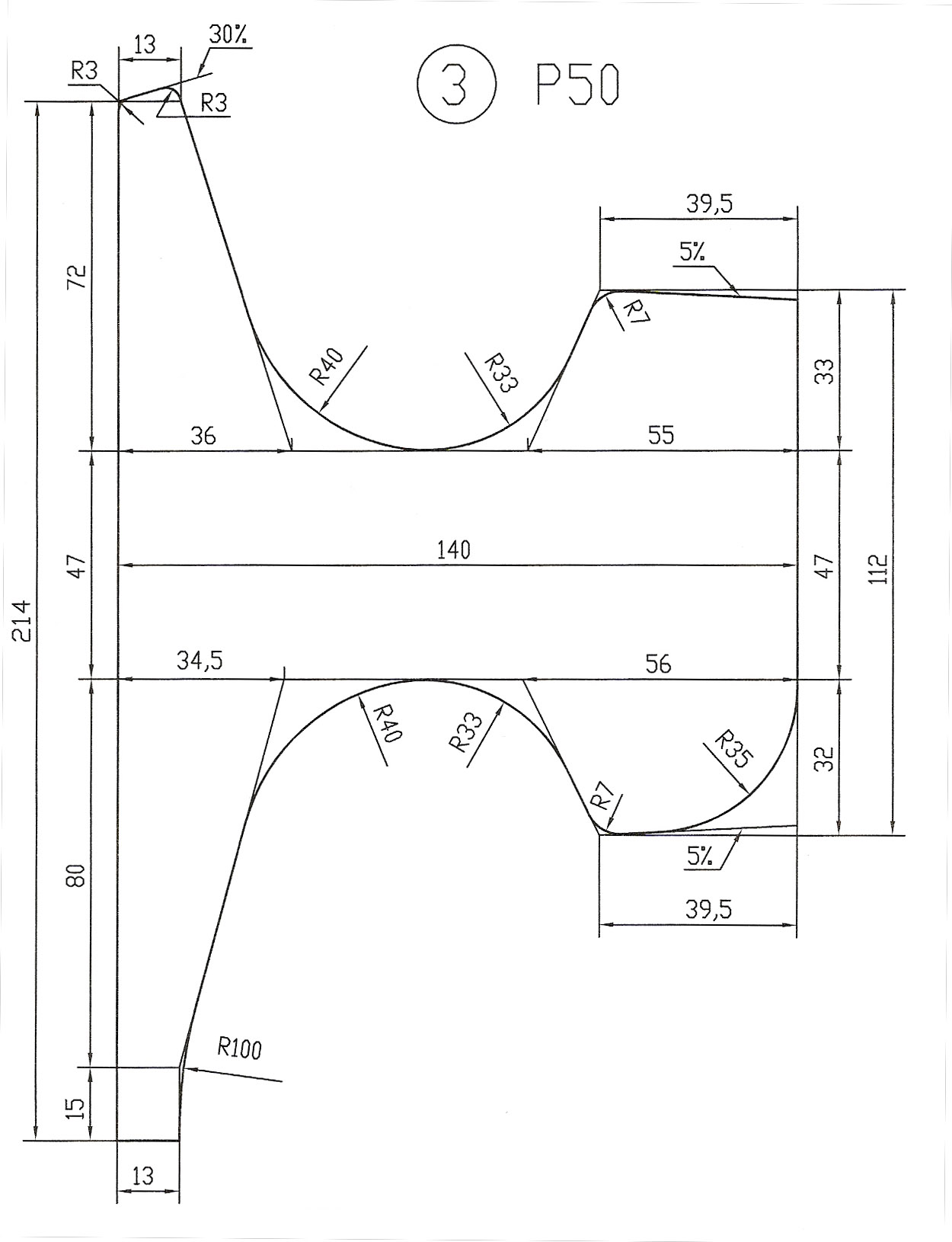
Тавровый калибр 3. Высота таврового калибра: . Тавровый калибр 1 и размеры исходной заготовки. Калибровка валков при прокатке железнодорожных рельсов Р65
|
|
|
|
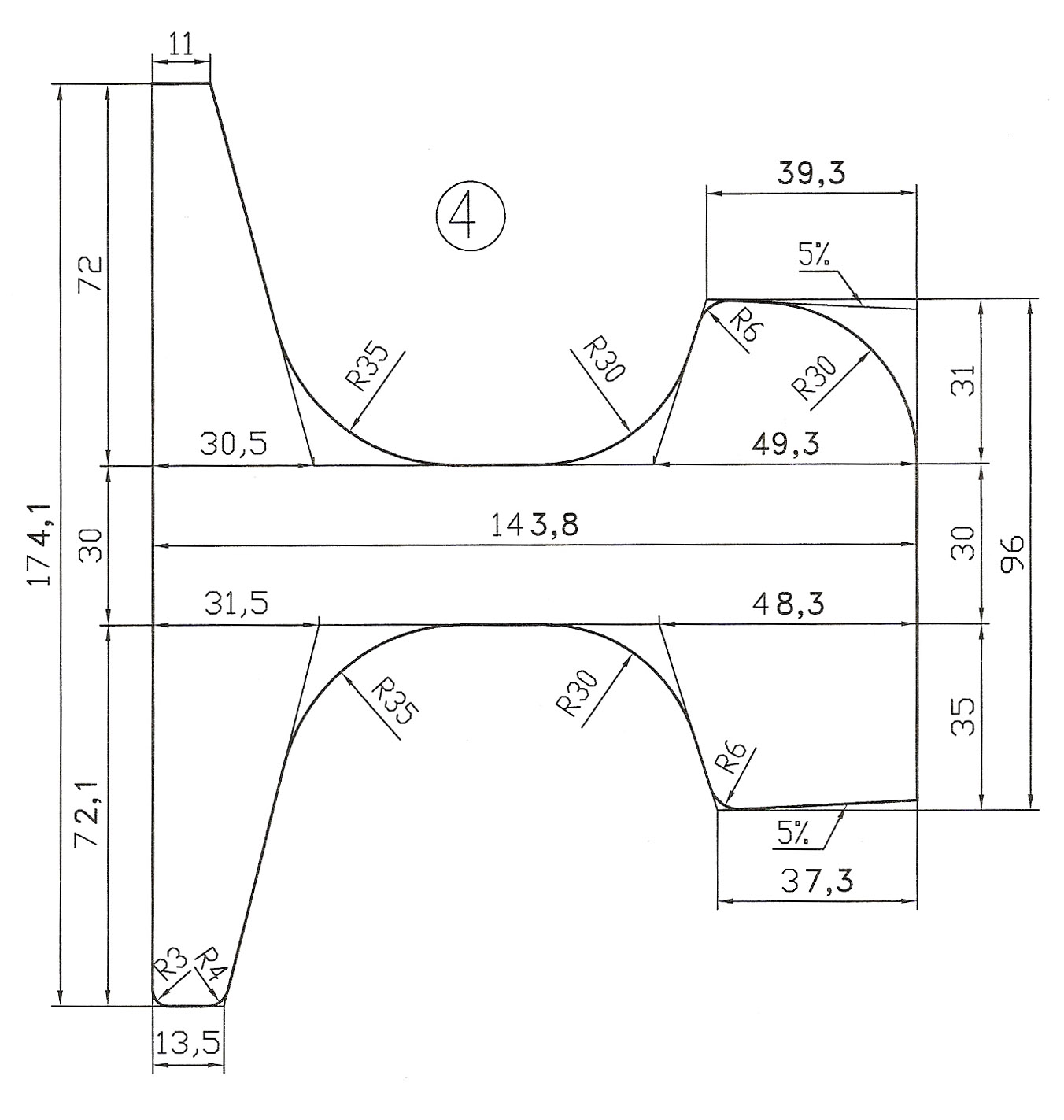
Тавровый калибр 3
Ширина головки таврового калибра:
 мм
мм
 мм
мм
Ширина подошвы:
 мм
мм
 мм
мм
Высота таврового калибра:
 мм
мм
 мм
мм
Толщина фланцев подошвы на конце:
 мм
мм
 мм
мм
Толщина фланцев у основания:

 мм
мм
Принимаем уклон стенок трапецеидальной части 7, 8%, высоту фланцев по разъему  мм, ширина калибра по разъему 134 мм, угол захвата при подаче полосы в разрезной калибр
мм, ширина калибра по разъему 134 мм, угол захвата при подаче полосы в разрезной калибр  , угол фланцев
, угол фланцев  .
.
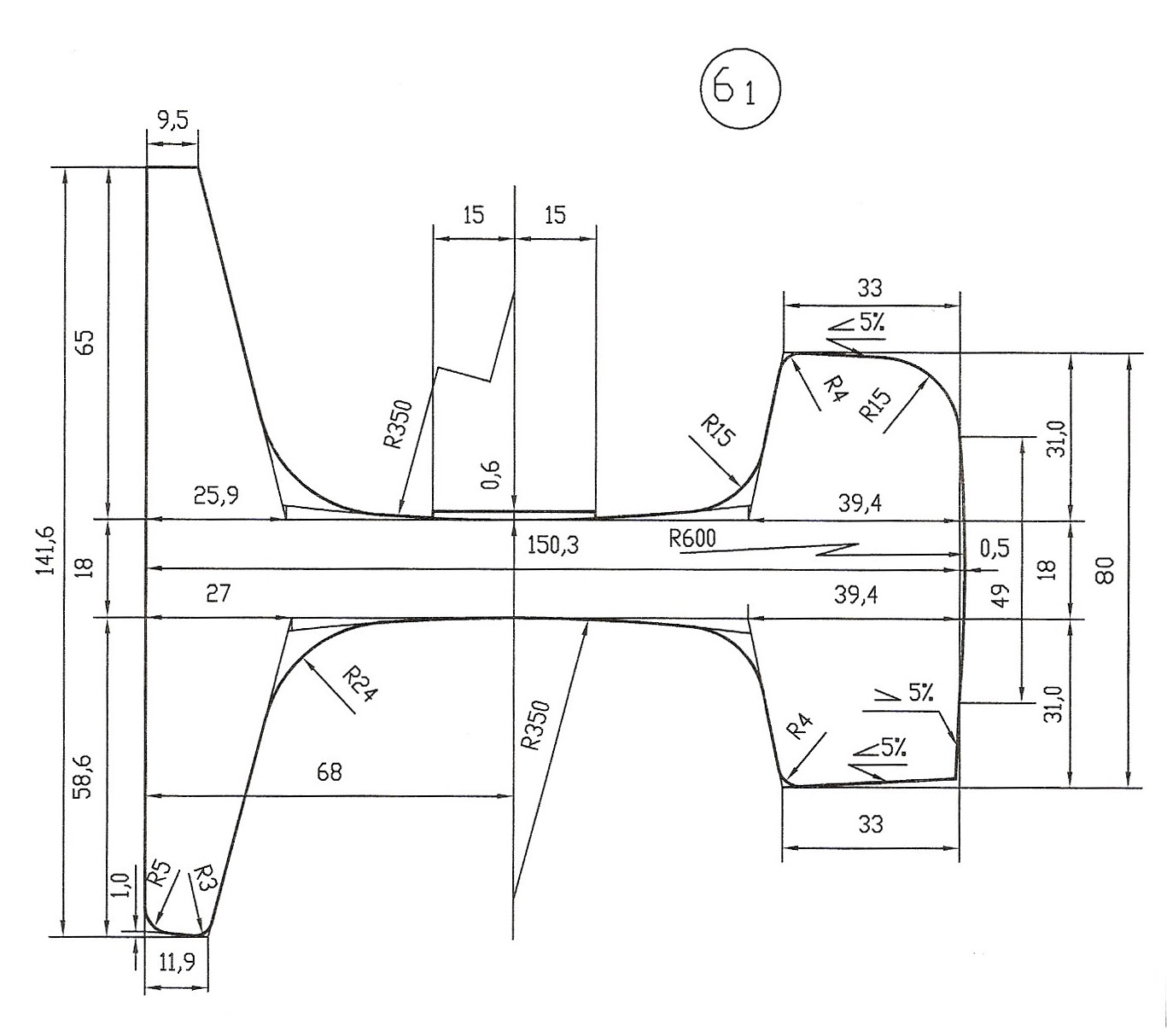
Тавровый калибр 2
Толщина фланцев подошвы:

 мм
мм
Ширина гребня калибра:
 мм
мм
 мм
мм
Высота калибра:

 мм
мм
Ширина таврового калибра:
 мм
мм
Общая ширина подошвы:

 мм
мм
Ширина гребня в калибре:

 мм
мм
Угол поворота гребня:


- где  - наклон стенок гребня по горизонтали.
- наклон стенок гребня по горизонтали.
Принимаем закругление вершины  мм
мм

|
|
|
 мм
мм
Высоту гребня, ширину калибра по разъему  и общую высоту второго калибра
и общую высоту второго калибра  находим построением:
находим построением:  мм;
мм;  мм;
мм;  мм.
мм.
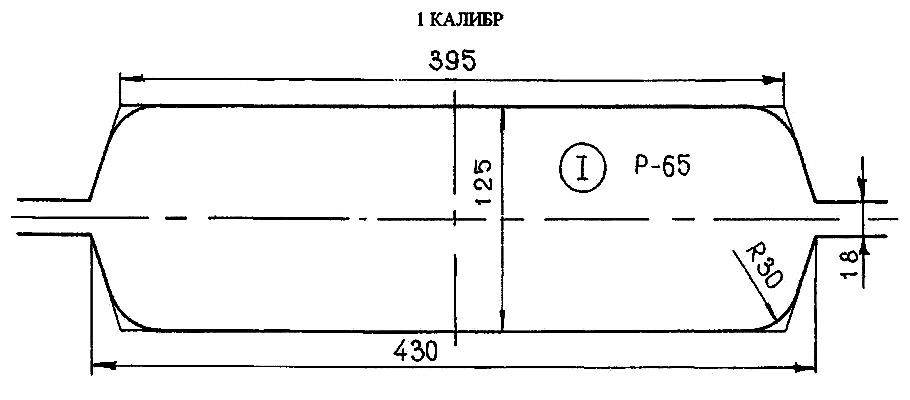
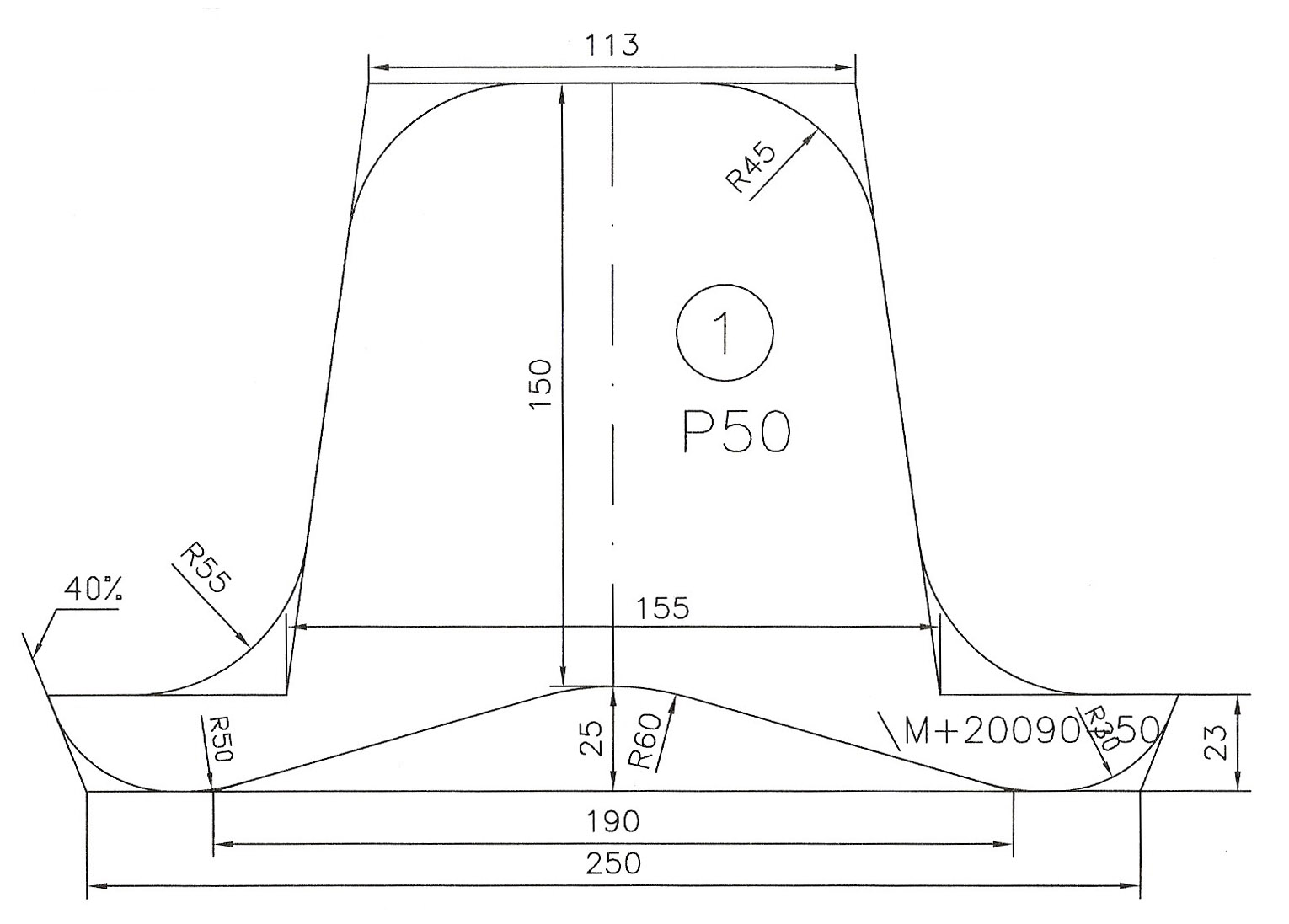
Тавровый калибр 1 и размеры исходной заготовки
Высота калибра:

 мм
мм
Ширина подошвы:

- где  можно принимать равной 40-50 мм
можно принимать равной 40-50 мм
 мм
мм
Принимаем уклон боковых стенок 9, 3%; высоту гребня  мм; угол разворота
мм; угол разворота  ; радиус закругления вершины гребня
; радиус закругления вершины гребня  мм; ширину калибра по разъему
мм; ширину калибра по разъему  мм; ширину у головки
мм; ширину у головки  мм.
мм.
Ширина исходной заготовки:

- где  и
и  - значение ширины таврового калибра по разъему и у головки;
- значение ширины таврового калибра по разъему и у головки;
 - коэффициент деформации металла идущего на головку;
- коэффициент деформации металла идущего на головку;
 – коэффициент, учитывающий обжатие металла в калибре.
– коэффициент, учитывающий обжатие металла в калибре.
 мм
мм
Высота исходной заготовки:
- где  коэффициент, учитывающий защемление.
коэффициент, учитывающий защемление.
 мм.
мм.
Определяем примерную площадь каждого таврового калибра:

 мм2
мм2
 мм2
мм2
 мм2
мм2
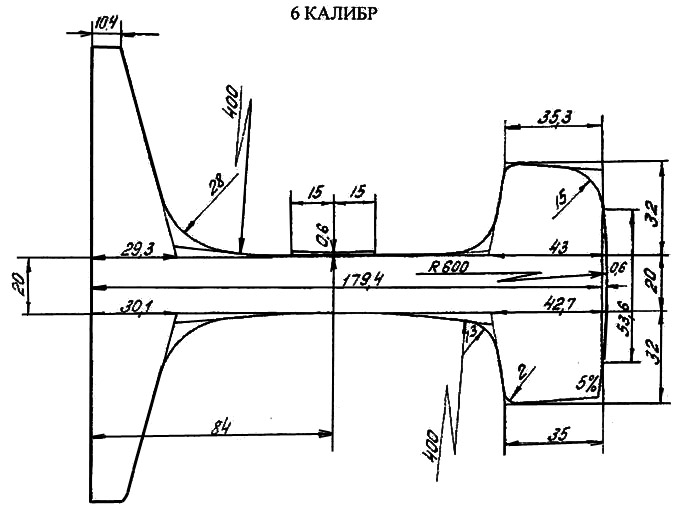
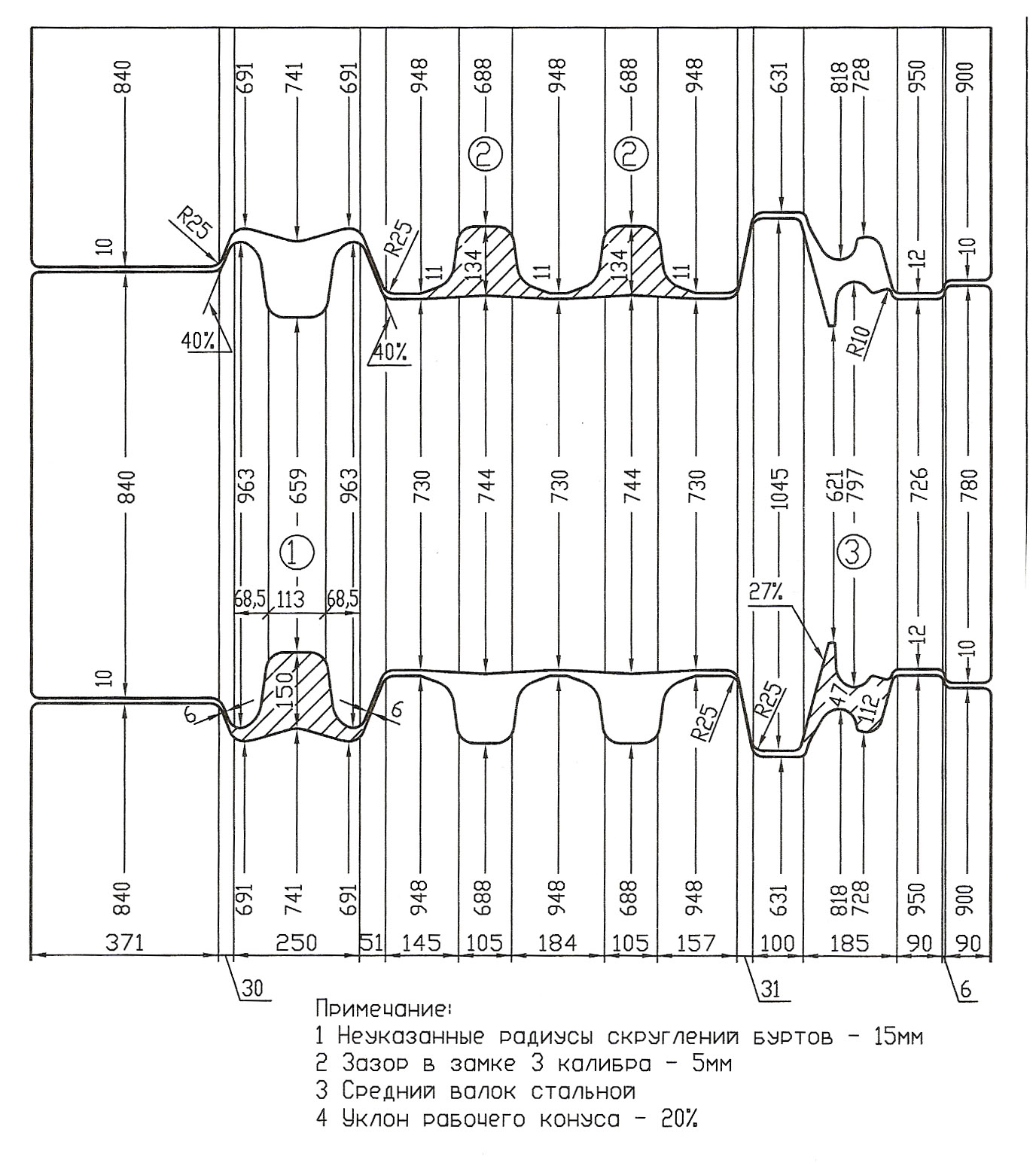
Калибровка валков при прокатке железнодорожных рельсов Р65







|
|
|






 139
139
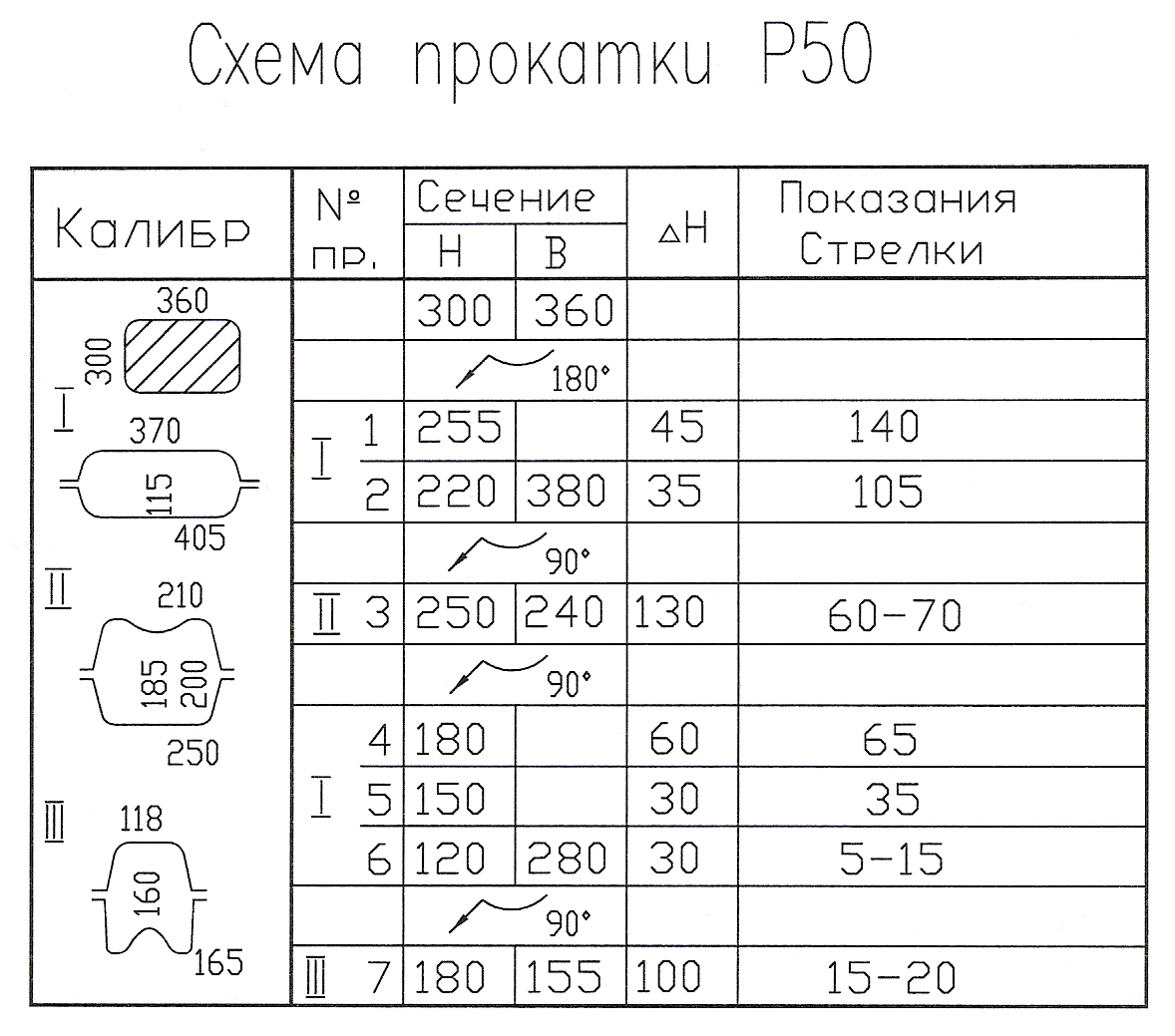
Калибровка валков при прокатке железнодорожных рельсов Р50
140
ОБЖИМНАЯ КЛЕТЬ ДУО 950 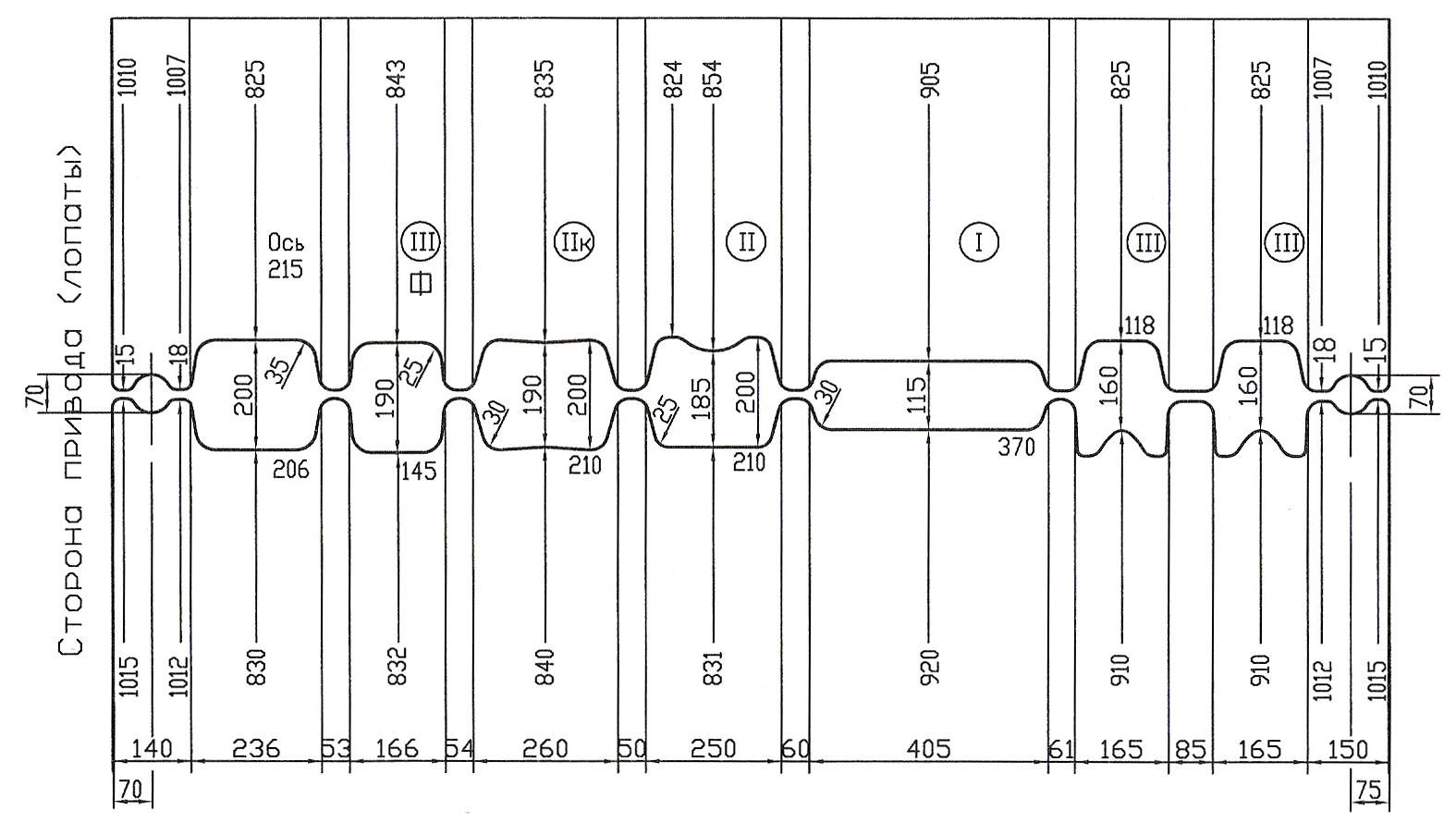
1 КАЛИБР

2 КАЛИБР

3 КАЛИБР

ЧЕРНОВАЯ КЛЕТЬ ТРИО 850
1 КАЛИБР
2 КАЛИБР

3 КАЛИБР
ПРЕДЧИСТОВАЯ КЛЕТЬ ТРИО 850

КАЛИБР 4
5 КАЛИБР

6 КАЛИБР
ЧИСТОВАЯ КЛЕТЬ ДУО 850

КАЛИБР 7

Задание
Выполнить чертеж чистового рельсового калибра Р50, ответить на вопросы использую цеховые калибровки валков при прокатке железнодорожных рельсов Р50 и Р65.
| Вопросы | Р50 | Р65 |
| 1. Какое сечение исходной заготовки? | ||
| 2. Сколько проходов в обжимной клети при прокатке рельсов? | ||
| 3. Сколько ящичных калибров в обжимной клети при прокатке рельсов? | ||
| 4. Сколько проходов выполняют во втором ящичном калибре при прокатке рельсов? | ||
| 5. Сколько тавровых калибров применяют при прокатке рельсов? | ||
| 6. Какой вид уширения наблюдается в тавровых калибрах в участках будущей подошвы? | ||
| 7. Каково уширение в первом тавровом калибре при прокатке рельсов? | ||
| 8. Назвать номер разрезного рельсового калибра. | ||
| 9. Рассчитать коэффициент деформации по шейке в шестом калибре. | ||
| 10. Каково уширение шейки в чистовом калибре? | ||
| 11. Какова высота открытого фланца подошвы рельса в четвертого калибре? | ||
| 12. Какова высота открытого фланца головки пятого рельсового калибра? | ||
| 13. Какова толщина закрытого фланца у основания головки пятого рельсового калибра? | ||
| 14. Какова утяжка в закрытого фланце подошвы в четвертом рельсовом калибре? | ||
| 15. каково приращение в открытом фланце подошвы в четвертом рельсовом калибре? |
|
|
|
ЛИТЕРАТУРА
1. Грудев А. П. Теория прокатки (издательство второе)
ООО «Интермет Инжиниринг», 2001 г.
2. Гулидов И. Н. Оборудование прокатных цехов (эксплуатация, надежность)
Учебное пособие для студентов СПО – М.: ООО «Интермет Инжиниринг», 2004 г.
3. Правосудович В. В., Сокуренко В. П. и др. Дефекты стальных слитков и проката. Справочное издание – М.: Интермет инжиниринг, 2006 г.
4. Рудской А. И., Лунев В. А. Теория и технология прокатного производства.
Учебное пособие – СПб.: Наука 2005 г.
5. Чекмарев А. П., Мутьев И. С., Машковец Р. А., Калибровка прокатных валков. Металлургия, 1971 г.
6. Бахтинов В. Б. Прокатное производство. – М.: Металлургия, 1990 г.
7. Еланская Г. Н., Линчевский Б. В., Кальменев А. А. Основы производства и обработки материалов – М.: МГВВМИ, 2005 г.
8. Зотов В. Ф. Производство проката. – М.: «Интермет Инжиниринг», 2000 г.
9. Литовченко Н. В. Калибровка профилей и прокатных валков. – М.: Металлургия, 1990 г.
10. Полухин П. И., Хензель А. П., Полухин В. П., Технология процессов обработки металлов давлением. – М.: Металлургия, 1988.
11. Полухин П. И., Федосеев Н. М., Королев Н. М., Королев А. П., Матвеев Ю. М. Прокатное производство. – М.: Металлургия, 1982 г.
12. Смирнов В. К., Шилов В. А. калибровка прокатных валков. – М.: Металлургия, 1987 г.
13. Шевакин Ю. Ф. Обработка металлов давлением. – М.: ООО «Интермет Инжиниринг», 2005 г.
|
|
|
