 |


Таким образом, изложим основные Правила эксплуатации штангенприборов
|
|
|
|
Перед началом измерения физической величины штангенприбором необходимо проверить нулевое показание прибора при совмещении чувствительных элементов, и в случае положительного результата можно приступать к измерениям.
При измерении штангенциркулем охватываемого размера, его значение определяют по расстоянию между измерительными губками, которые имеют плоские или ножевые чувствительные элементы (измерительные поверхности).
При измерении штангенциркулем внутренних (охватывающих) размеров, если губки для таких измерений не «сходятся в ноль» к полученному значению отсчета необходимо добавить значение размера губок для внутренних измерений (обычно он выгравирован на одной из губок).
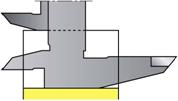
Измерение высоты обычно осуществляют на плите – один чувствительный элемент штангенприбора ставят на плиту, второй упирают в ступеньку измеряемой детали.
При измерении глубины один чувствительный элемент (опорный) помещают на верхнюю плоскость детали, а второй опускают на дно измеряемой впадины.
Начальный (нулевой) штрих нониуса используется как указатель при отсчете значения в целых миллиметрах на основной шкале. Если нулевой штрих нониуса совпадает с каким-либо штрихом основной шкалы, то значение измеряемого размера в целых миллиметрах отсчитывают только по основной шкале. Если нулевой штрих нониуса находится между делениями основной шкалы (не совпадает ни с одним ее штрихом), то отсчет состоит из двух частей. Целое значение размера, кратное 1 мм, отсчитывают по основной шкале в соответствии с ближайшим меньшим значением и к нему добавляют дробное значение размера, определяемое по нониусу. Отсчет по нониусу снимают, определяя какой штрих нониуса совпадает со штрихом основной шкалы. Указателем для шкалы нониуса является тот штрих основной шкалы, с которым совпал штрих нониуса. Поскольку интерполирование долей деления основной шкалы штангенприборами осуществляется дискретно (нониус как устройство преобразования доли деления выдает информацию в дискретном виде), значит вместо широко распространенного выражения «отсчет по нониусу» более корректной будет метрологическая характеристика «номинальная ступень квантования по нониусу». Однако, в связи с тем, что нониус тоже представляет собой шкалу, допустимо использование термина «цена деления нониуса».
|
|
|
Следует особо отметить - точность измерения данными приборами существенно зависит от квалификации рабочего-контролера.
Этого недостатка лишены цифровые измерительные приборы, построенные на базе рассмотренных выше приборов, но оснащенных микропроцессорными устройствами преобразования результатов измерения и выдачей результата на цифровой дисплей.
Использование измерительных поверхностей штангенциркуля показано на рисунке 28

| 
| 
| 
|
| Измерение диаметра валика | Измерение диаметра отверстия | Измерение высоты уступа | Измерение глубины отверстия (или паза) |
| Рисунок 28 – Методы измерения штангенциркулем положения различных поверхностей детали |
Измерения можно проводить двумя методами: абсолютным и относительным. Под абсолютным методом измерения понимают измерения, когда значение всей измеряемой величины (размера) оценивают непосредственно по показаниям на дисплее штангенциркуля (рисунок 29).

|
| Рисунок 29 – Измерение размера абсолютным методом |
Относительным методом измерения называют метод, основанный на сравнении измеряемой величины с заранее известным значением меры.
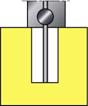
Для этого с помощью блока плиток набираем номинал, равный заданному размеру (рисунок 30). Размер блока необходимо подбирать так, чтобы количество плиток было минимальным.
|
|
|
Затем сбрасываем показания штангенциркуля на "0" (рисунок 31).
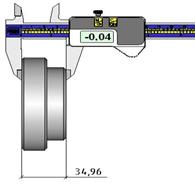
После чего производим измерение и находим отклонение действительного размера от требуемого (рисунок 32).

| 
| 
|
| Рисунок 30 | Рисунок 31 | Рисунок 32 |
Порядок выполнения работы
Оборудование
1. Штангенциркуль ШЦ - I - 125 - 0,1 - 1 шт.
2. Штангенциркуль ШЦ - II - 250 - 0,02 - 2 шт.
3. Штангенглубиномер ШГ -160 - 2 шт.
4. Штангенрейсмас ШР - 250 - 0,05 - 2 шт.
5. Набор N1 плоскопараллельных концевых мер длины.
6. Деталь №1 сложной формы для измерения.
7. Деталь №2 сложной формы для измерения.
8. Карандаш, микрокалькулятор, линейка, стиральная резинка.
Цели работы
1. Изучить конструкцию, регулировку, поверку и настройку штангенциркуля, штангенрейсмаса и штангенглубиномера.
2. Изучить устройство нониусного отсчетного приспособления и методику отсчета показаний по шкале нониуса.
3. Научиться методически правильно выполнять измерения с помощью штангенприборов.
4. Научиться делать правильное заключение о соответствии измеряемой детали установленным требованиям по результатам измерений.
Содержание отчета
1. Оформить таблицы 1, 2 и 3.
2. Результаты расчета шкалы нониуса и ее рисунок.
3. Эскиз измеряемой детали с обозначением измеряемых размеров (рис. 7)
4. Из теоретического раздела методических указаний в отчете законспектировать следующие основные понятия и определения: назначение штангенциркуля, штангенглубиномера и штангенрейсмаса, "цена деления шкалы", ''длина деления шкалы", "принцип Аббе", модуль шкалы нониуса, диапазон показаний и диапазон измерений, назначение шкалы нониуса штангенприбора.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Таблица 1
Основные метрологические характеристики штангенприборов
| Наименование штангенприбора | Условное обозначение штангенприбора | Метрологические показатели | ||||||
| диапазон | Длина деления основной шкалы, мм | Цена деления | Предельная погрешность, мм | |||||
| измерений, мм | показаний, мм | |||||||
| основной шкалы, мм | шкалы нониуса, мм | |||||||
| Штангенциркуль | ||||||||
| Штангенглу-биномер | ||||||||
| Штангенрейсмас |
Примечание. Основные метрологические характеристики измерительных приборов, как правило, указываются в паспорте на данный измерительный прибор. При наличии измерительного прибора на руках, метрологические характеристики можно определить, изучая сам прибор.
|
|
|
Таблица 2
Результаты поверки штангенциркуля
| № п/п | Проверяемые точки шкалы, мм | Показания штангенциркуля | Погрешность, мм | Поправка, мм | Допускаемая погрешность, мм | Заключение о годности штангенциркуля |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1,05 | ||||||
| 1,09 | ||||||
| 1,20 | ||||||
| 1,50 | ||||||
| 1,80 | ||||||
| 2,0 | ||||||
| 6,10 | ||||||
| 11,06 | ||||||
| 81,70 | ||||||
Примечание. Проверяемые точки шкалы штангенприборов стандартизированы.
Таблица 3
|
|
|
