 |


2.Выбор и расчет заготовки. 2. Расчет блоков
|
|
|
|
2. Выбор и расчет заготовки
Заготовка детали, технологический процесс изготовления которой разрабатывается в данной работе, производится прессованием.
Прессование представляет собой принудительное формование вязкой стекломассы или разогретых до размягчения кусков стекла. Этот процесс позволяет получать заготовки различной формы, различных размеров и радиусов кривизны с небольшими припусками на дальнейшую механическую обработку.
При изготовлении деталей из прессовок сокращается механическая обработка, уменьшаются бесполезные потери стекла и расход ценных абразивных материалов.
Минимально допустимые размеры по толщине, диаметру или стороне заготовок и радиуса сферических прессовок определяются расчетным образом.
Рассчитаем прессованную заготовку детали согласно ГОСТ 13240:
Р = 1, 5 мм – припуск на обработку по диаметру,
Δ t = 1, 8 мм – припуск на обработку толщины по оси.
Тогда толщина заготовки:
гдеtз—толщина заготовки по оси;
tдет—номинальная толщина заготовки по оси.
Диаметр заготовки:
Правильность выбранного припуска проверяется по расчету косины или разности в толщине края (Δ tкр), которая должна быть не менее 0, 4мм.
Для плосковыпуклых линз:

где P - величина припуска на обработку диаметра;
d - диаметр заготовки;
R–радиус кривизны выпуклой поверхности.
Выполним расчет радиусов для выпуклой сферической поверхности.
Радиусы кривизны сферических заготовок линз назначаются с учетом радиуса детали, припуска на толщину по оси (Δ t).
Для выпуклой поверхности:
2. Расчет блоков
При расчете блоков выбирают оптимальную схему расположения заготовок на приспособлении, определяют число одновременно обрабатываемых заготовок, находят размеры блока и наклеечного приспособления. Рассчитанный блок должен обеспечивать размещение на приспособлении возможно большего числа заготовок и равномерное заполнение ими поверхности последнего. Первое условие направлено на повышение производительности, второе— на увеличение точности формы поверхности каждой детали.
|
|
|
При расчете сферического блока используют ряд положений расчета плоского блока, в частности:
1) принимают схемы расположения заготовок в первом (центральном) ряду блока, в которых число заготовок: n1=1; n1=3; n1=4;
2) для выполнения операций тонкого шлифования и полирования используют станки типа ШП различных типоразмеров.
С точки зрения эффективного использования мощности станков ШП желательно, чтобы сферические блоки были равны полусфере.
Обработка будет производится на станке 6ШП-100М.
Расчет плоского блока
Проведём расчет плоского блока, у которого в первом ряду находится одна заготовка (Рисунок 5. 1).
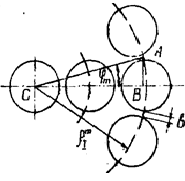
Рисунок 5. 1 – Схема расположения заготовок на плоском блоке
Количество заготовок в m-ом ряду определяют по формуле:
где
 – радиус окружности (рис 5. 1), проходящий через центры заготовок m-го ряда,
– радиус окружности (рис 5. 1), проходящий через центры заготовок m-го ряда,
d – диаметр заготовки,
b – промежуток между заготовками (b=1, 3).
Для второго ряда имеем:
Окончательный диаметр:
Расчет сферического блока
Сферические блоки можно рассчитывать как аналитическим, так и графическим способами. Рассчитаем блок для шлифования сферической поверхности:

Рисунок 5. 2 – Схема расположения заготовок на блоке.
1. Предварительная высота блока
гдеD— максимальный диаметр плоского блока;
2. Предварительный угол раствора блока
.
3. Углы раствора заготовки
где b — расстояние между заготовками;
4. Число рядов на блоке и количество заготовок в первом ряду
|
|
|
На блоке будет один ряд, в ряде заготовки.
5. Угол φ 1
Количество заготовок по рядам 
6. Общее количество заготовок на блокеN=3.
7. Угол θ 1:
8. Окончательный угол раствора блока
9. Окончательная высота блока
10. Диаметр блока
|
|
|
