 |


Приспособление для фрезерования ящичных шипов
|
|
|
|
Даже небольшая неточность, умноженная на число шипов, способна испортить шиповое соединение, которое считается одним из самых капризных в изготовлении. Описанное ниже приспособление обеспечивает точное и быстрое изготовление шипового соединения для ящиков. Кроме того, с помощью одного-единственного приспособления можно делать шипы разного размера.

Приспособление для фрезерования ящичных шипов
Приспособление состоит из трех основных частей - основания, которое крепится струбцинами к фрезерному столу, подвижных салазок с вертикальным упором и сменных накладок для изготовления шипов разного размера. Все детали этого приспособления сделаны из березовой фанеры толщиной 19 мм и твердой древесины. Детали просто склеены друг с другом. Длина основания зависит от ширины фрезерного стола. Измерьте расстояние от правого края до оси фрезы. Для измерения вставьте в цингу V-образную фрезу. Острый кончик фрезы расположен точно на оси вращения. Добавьте к полученному размеру 70 мм, чтобы определить длину основания (в нашем случае - 356 мм). Затем изготовьте приспособление, показанное на рисунке.

Приспособление для фрезерования шипов
Чтобы салазки легко скользили вдоль основания, при сборке обеспечьте небольшой зазор, вставив между основанием и полозками кусочки бумаги. Если вы планируете использовать приспособление для изготовления шипов разного размера, сделайте несколько сменных накладок. Вам придется устанавливать новую накладку при переходе на другой размер. Чтобы сделать в накладке Т-образный паз, сначала выберите его центральную часть с помощью прямой фрезы, а затем, используя Т-образную фрезу, сделайте заключительный проход.
|
|
|
Размеры проушин и шипов зависят от диаметра используемой фрезы, но так как регулируемые накладки можно менять, вы имеете возможность выбрать фрезу любою размера. Чтобы соединения выглядели аккуратными, то есть начинались и заканчивались целыми шипами и проушинами, ширина деталей должна быть кратной диаметру фрезы. Для настройки сделайте из обрезков две пробные заготовки, имеющие такую же длину и толщину, как стенки ящика, но шириной на 3 мм больше окончательной высоты ящика.
Даже небольшие отклонения размеров суммируются при многочисленных проходах, формирующих соединение. Поэтому оставляйте на заготовках небольшой запас по ширине, чтобы впоследствии избежать неприятных сюрпризов. Вы сможете без труда удалить остаток припуска, когда соединения будут готовы.
Теперь установите приспособление на фрезерный стол, настройте его и сделайте ящик за 12 простых шагов.
Выберите фрезу в соответствии с толщиной деталей, например, чтобы сделать шипы шириной 6 мм в стенках толщиной 6 мм. Но можно взять фрезу большего диаметра для изготовления более крупных шипов.

Готовое шиповое соединение
Закрепите основание приспособления на фрезерном столе, выровняв фрезу по центру выреза. Положите на основание заготовку и установите вылет фрезы так, чтобы она чуть выступала сверху.

Основание приспособления
Установите поверх основания салазки с вертикальным упором и зафиксируйте накладку, выровняв ее торцы вровень с полозками. Сдвиньте салазки вперед, чтобы фрезой сделать в накладке вырез-проушину.

Установка салазок с накладкой
Сделайте из обрезков Т-образную рейсшину для фиксации расстояния от края фрезерного стола до накладки. Рейсшина должна иметь достаточную высоту, чтобы ее торец упирался в накладку.

Фиксация расстояния от края стола до накладки
Выпилите из твердой древесины рейку-шаблон квадратного сечения, плотно входящую в вырез накладки. Распилите ее на две части и сложите их вместе, чтобы передвинуть накладку.
|
|
|

Перемещение накладки
Удалите рейсшину и рейки, затем сделайте в накладке второй вырез-проушину. Обрежьте штыревой упор до длины 51 мм и вклейте его в новую проушину вровень с задней стороной накладки.

Фрезерование второго выреза
Для проверки настроек прижмите край пробной заготовки к штыревому упору. Сдвиньте салазки вперед, чтобы сделать в заготовке первую проушину.

Фрезерование первой проушины шипового соединения
Наденьте первую проушину на штыревой упор и отфрезеруйте вторую проушину. Продолжайте операцию до завершения, каждый раз надевая новую проушину на штыревой упор.

Фрезерование второй проушины шипового соединения
Для формирования первого выреза на углу смежной заготовки вставьте между ней и штыревым упором вторую часть рейки. Сделав первый проход, отложите рейку в сторону.

Фрезерование первого выреза у смежной заготовки
Прижмите угловой вырез к штыревому упору и сделайте второй проход. Последовательно сформируйте все шипы и проушины соединения. Опилите стенки ящика до окончательной ширины, удаляя неполные шипы.

Фрезерование второго выреза у смежной заготовки
Проведите пробную сборку соединения. Оно должно легко соединяться усилием рук, но не разъединяться под собственной массой. Если требуется, измените настройки.

Настройка приспособления
Фирменные прижимы для склейки ящиков позволяют сжимать детали с выступающими торцами шипов, но при этом распределяют давление на все соединение.

Прижим для склейки ящиков
Чтобы шиповые соединения ящиков получались безупречными, следуйте советам:
- Перед изготовлением соединений расположите стенки ящика так, как они будут окончательно склеиваться, и поставьте метки. Чтобы не перепутать их ориентацию, пометьте внешнюю и верхнюю сторону каждой стенки. Помните, что на противоположных стенках соединения должны выполняться одинаково.
- Фреза с восходящей спиралью дает более чистый рез с минимумом сколов. Кроме того, режущие усилия при работе такой фрезы направлены вниз, прижимая заготовку к столу и не давая ей приподниматься.
- Обрабатывая древесину, склонную к образованию сколов, прикрепите к переднему краю заготовки ненужный обрезок с помощью двухстороннего скотча.
- Всегда делайте шипы чуть длиннее; их выступающие торцы нетрудно удалить с помощью шлифовки или копирующей фрезы после сборки ящика. Чтобы на крайних шипах не возникали сколы, прижмите к ним струбциной обрезок бруска или доски.
- Если дно ящика с прямыми шипами должно вставляться в шпунты стенок, насухо соберите ящик, зафиксируйте стенки струбцинами и выберите шпунты изнутри с помощью шлицевой фрезы с подшипником. Затем сделайте закругления на уголках дна в соответствии с радиусом фрезы.
- Склеивайте ящики в течение суток после изготовления соединений. Если оставить детали на несколько дней, шипы могут усохнуть или разбухнуть, что затруднит сборку, или даже сделает ее невозможной.
- Склейка четырех соединений с большим числом шипов и проушин заставляет торопиться. Экономьте время, нанося клей только на внутренние грани шипов.
· Верстак своими руками
|
|
|
·
· 

Верстак зафиксированный на столе
· Сделать верстак своими руками достаточно просто, при этом верстак будет компактным. Самодельный верстак может заменить складные верстаки продающиеся в магазинах, при этом он будет превосходить их по устойчивости и прочности. Даже если что-то сломается, Вы легко почините его т.к. все сделано своими руками.
· Изначально этот столярный мини-верстак предназначен для работы с деталями на большей высоте, чем это позволяет большой верстак. Но его также можно прикрепить к обычному столу. Фиксация на столе придает верстаку устойчивость, которой лишены маленькие верстаки. Этот верстак достаточно надежен и прост в изготовлении. На фото верстак сделанный из клена, однако, подойдет и другая твердая древесина.
· Размеры верстака можно уменьшить или увеличить, в зависимости от его предназначения, только при увеличении размеров, увеличится вес верстака и расход материалов.
· Для большей компактности верстак можно сделать без ножек, а для фиксации на столе струбцинами, предусмотреть специальные выступы. И тогда, такой самодельный верстак будет превосходить фирменные складные верстаки не только по устойчивости и прочности, но и по компактности. Главное чтобы после крепления верстака к столу, тиски были за краем стола, что позволит зажимать в тисках длинные доски (и т.п.) как показано на первом фото.
|
|
|
· Тиски позволяют зажимать обрабатываемую деталь разными способами. Верстак снабжен отверстиями на крышке (верстачной доске) и на тисках для закрепления деталей на крышке при помощи клиньев.
· 
Схема самодельного верстака (вид сбоку)
· 
Схема самодельного верстака (вид спереди)
· 
Схема самодельного верстака (вид сверху)
· 
Сборка ножек
· Шиповые соединения проклеиваются.
· 
Сборка передней части верстака
· Передняя часть верстака прикручивается к крышке (верстачной доске) большим количеством шурупов.
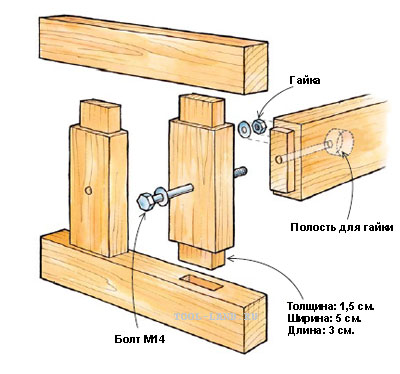
· Зажимающий механизм можно изготовить из длинных винтов, сделав вращающие ручки любой другой конструкции удобной в изготовлении. Деревянный квадратик, между ручкой и тисками, приклеивается. Деревянную прокладку, конечно же, можно заменить сальной шайбой.
· 

Крепление гайки винта тисков
· Прикручивание крышки шурупами может вызвать затруднения.
· 
Прикручивание верстачной доски
· Стоит еще раз повториться, что нет нужды слепо копировать конструкцию, некоторые шурупные соединения можно заменить винтовыми, и тогда верстак будет разборным, про ножки и размеры уже упоминалось. У Вас может получиться и такой верстак:
· 
Самодельный верстак
· Законченный верстак можно пропитать олифой.
· Следующий верстак, напольный, и хотя на фото он похож на скамью, его высота нормальная. Конструкция верстака предельно проста. Его изготовление начинают с выкраивания основных деталей (крышки, проножек, установочной пластины) из листа фанеры толщиной 18-20 мм. Ножки делают из сосновых досок сечением 50x100 мм, торцуя их под углом установки, равным 105°. Кромки продольных проножек и установочных пластин, прилегающих к крышке, тоже торцуют под углом 105°.
· 
Складной (разборный) верстак. В разобранном состоянии ножки верстака размещаются под верстачной доской.
· Собирают крышку и другие фанерные детали в единую конструкцию на шурупах с потайными головками, предварительно разметив, высверлив и раззенковав направляющие отверстия.
· 
Схема сборки верстака
· 
Схема сборки верстака
· Ножки, вставив в пазухи, образованные царгами и крышкой, фиксируют деревянными стержнями - штифтами. Это делает верстак складным (разборным). В разобранном состоянии ножки верстака размещаются под верстачной доской.
|
|
|
· 
Вставив в пазуху, ножку фиксируют деревянным стержнем.
· К передней продольной царге ("фартуку") целесообразно прикрепить блок розеток с выключателем для подключения электроинструмента. А к внешним боковым царгам можно привернуть ручки, тогда будет удобнее переносить верстак.
· Отсутствие верстачных тисков можно компенсировать отверстиями в верстачной доске, при этом для фиксации деталей используются специальные приспособления, например верстачный зажим.
· 
Верстачный зажим
· Длину ножек и размеры верстачной доски можно сделать в соответствии с индивидуальными требованиями.
· Трубогиб своими руками
·
Потребность в гибке металлических труб или полосок возникает достаточно часто и поэтому есть немало решений этой задачи. Например, в частном хозяйстве необходимость в трубогибе появляется при изготовлении своими руками теплицы или прокладке водопровода. Ниже рассматриваются различные варианты самодельных трубогибов, изготовление которых не потребует чертежей и большого труда.
· Сначала отметим, что трубы с разным диаметром, разной толщиной стенок, сделанные из разных металлов имеют свои особенности, например, есть минимальный радиус изгиба - это справочная величина и для стальных труб приводится следующая таблица.
· 
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенок
· Конечно, согнуть можно и с меньшим радиусом, но тогда пострадает качество изгиба.
· Теперь о конструкциях самодельных трубогибов. Начнем с самых простых вариантов, но обеспечивающих определенный радиус изгиба. Самым простой способ - это согнуть трубу при помощи шаблона. И такой способ подходит для гибки не только алюминиевых труб, но и стальных.
· Шаблон выпиливается из деревянных досок толщиной чуть больше диаметра сгибаемых труб. Доски скрепляются любым удобным способом. Чтобы в процессе гибки, труба не выскальзывала из шаблона, выпиливать доски следует с небольшим наклоном.
· 
Изготовление трубогиба своими руками
· 
Изготовление трубогиба своими руками
· Скрепленные доски крепятся к столу или какому-нибудь основанию. Кроме шаблона нужно прикрепить, как можно ближе к шаблону (но чтобы влезла труба), упор, в который будет упираться труба. Трубогиб готов.
· 
Самодельный трубогиб
· Один конец трубы вставляется между шаблоном и упором, затем, взявшись за противоположный конец, плавными аккуратными движениями труба гнется по шаблону. На противоположном конце можно сделать рычаг, например, вставив в сгибаемую трубу прочный стержень или надев трубу большего диаметра. Если попытаться согнуть трубу от центра шаблона, как показано на фото ниже, то, кроме того, что это будет труднее, так ещё труба скорее переломится, чем аккуратно согнется. В конце статьи есть видео, которое это демонстрирует.
· 
Неправильный способ гибки трубы
· Чтобы сделать изгиб с большим радиусом, шаблон проще сделать чуть по-другому.
· 
Шаблон для гибки труб
· Этот трубогиб был сделан для изготовления своими руками небольшой теплицы.
· 
Теплица сделанная своими руками
· Другой шаблон сделан из крючков прикрученных к фанере по линии изгиба трубы. Плюсом такого трубогиба является возможность, переставляя крючки, регулировать линию изгиба.
· 
Шаблон для сгибания труб
· Подобными трубогибами можно гнуть не только трубы поддающиеся ручной гибке, но и менее гибкие трубы. Для этого можно воспользоваться ручной лебедкой.
· 
Трубогиб для гибки труб не поддающихся ручной гибке
· Таким трубогибом можно согнуть даже профильную трубу. Только в случаи с профильной трубой не нужно делать скос при выпиливании шаблона, а труба фиксируется несколькими ограничителями.
· В металлообрабатывающих мастерских нередки ручные трубогибы имеющие простую конструкцию. Типа таких:
· 
Фирменный ручной трубогиб
· При изготовлении такого трубогиба своими руками, самым сложным является изготовление или поиск подходящих роликов и шаблонов, так как они, чтобы получился качественный изгиб, должны точно обхватывать трубу. В случае с достаточно гибкими трубами, стальные ролик и шаблон можно заменить сделанными из твердой древесины. Ролики вытачиваются на токарном станке или делаются другим способом (Например, из фанеры выпиливаются лобзиком, с наклоном в нужную сторону, круги разного диаметра, которые скрепляются в один ролик, и затем неровности обрабатываются абразивной бумагой. На видео в конце статьи есть такой пример), а для большей надежности, деревянные детали укрепляются металлическими пластинами.
· 
Самодельный трубогиб с деревянными роликами
· Для получения изгиба большого радиуса, часто используются прокатные (3-х роликовые) трубогибы. Такие трубогибы, как и описанные выше, не отличаются сложностью устройства.
· 
Фирменный прокатный трубогиб
· Сложность изготовления самодельных прокатных трубогибов сильно зависит от гибкости сгибаемых туб. Так для работы с гибкими трубами можно сделать очень простой трубогиб почти полностью из дерева. А если есть сомнения в достаточной надежности какого либо варианта, то чтобы выяснить это на практике, не потребуется больших затрат времени и денег, а в случае недостаточной прочности, возможно, будет достаточно заменить какие-то детали более крепкими. Обзор вариантов, показывающих как можно сделать прокатный трубогиб своими руками, начнем с наиболее простых в изготовлении.
· 
Прокатный трубогиб сделанный своими руками
· 
Прокатный трубогиб сделанный своими руками
· Как видно этот трубогиб сделан преимущественно из дерева, из дерева можно было бы сделать и ролики, но они из полиуретановых килевых роликов для лодочного прицепа. Ролики можно сделать и из подшипников, только прижимной подшипник нужно каким-нибудь образом заклинить, чтобы он не прокручивался.
· 
Самодельный ручной прокатный трубогиб
· От расстояния между роликами зависят важные характеристики. Так, чем расстояние больше, тем меньше нужно усилие для прогибания трубы и её прогона, но тем больше минимальный радиус изгиба, тем длиннее участок на конце трубы который не подвергается обработке, тем длиннее должен быть ход прижимного ролика. Чтобы предусмотреть разные ситуации, ещё на стадии проектирования можно предусмотреть несколько положений боковых роликов и сделать габариты с запасом. Однако даже в этом случае, лучше заранее сделать чертеж трубогиба, на котором все прикинуть.
· По бокам прикручены стальные уголки, они удерживают трубу в вертикальном положении и перпендикулярно оси роликов. Иначе труба согнется в виде спирали.
· Прижимной ролик затягивается снизу, вращением полоски с нарезанной в центре резьбой.
· 
Самодельный ручной прокатный трубогиб
· Постепенно затягивая прижимной ролик, труба прокатывается через трубогиб, например на каждые пол-оборота затягивающей полосы делается прогон трубы. Если требуется сделать изгиб небольшого радиуса, может потребоваться 50-100 прогонов. Чтобы окружность была правильнее, трубу следует прокатывать с одинаковой скоростью. Ещё, если труба имеет сварной шов, следите за тем, чтобы шов располагался всегда с одной стороны, например, внутри радиуса.
· Следующий трубогиб очень похож на предыдущий и показывает возможность придумывать свои подходы. Затягивающий винт упирается в пластину, прикрепленную в нижней части.
· 
Самодельный ручной трубогиб
· Другой вариант трубогиба сделан полностью из металла и положен на бок. В качестве роликов взяты колесики с готовыми "оправками" для крепления.
· 
Трубогиб положенный на бок
· 
Трубогиб положенный на бок
· Как видно, сделать импровизированный трубогиб своими руками не так уж и сложно. Не намного сложнее сделать конструкцию более приближенную к фирменному трубогибу. Она делается из стальных или дюралюминиевых листов, смотря какая прочность требуется. Недостаточно толстые листы можно укрепить ребрами из уголков. Чтобы упростить разметку на листах, можно распечатать на принтере чертеж трубогиба в масштабе 1:1 и приклеить его к листам.
· 
Заготовка для трубогиба
· 
Выпиленные заготовки с приклеенным чертежом
· Чтобы сделать две одинаковые заготовки быстрее, их можно вырезать электролобзиком из двух скрепленных, например двухсторонним скотчем, листов, а затем, не раскрепляя заготовки, просверлить отверстия. Естественно, что толщина скрепленных листов не должна превышать максимальной толщины пиления металла для электролобзика. Чтобы сделать вытянутое отверстие для прижимного ролика, проще просверлить два отверстия по краям и остальную часть выпилить электолобзиком, а не все его высверливать.
· 
Готовые заготовки для самодельного трубогиба
· Ролики сделаны из канатных (веревочных) шкивов с подшипниками. Ролики надеваются на болты проходящие через отверстия пластин, а чтобы ролики не зажимались между стенками но при этом были надежно зафиксированы, можно надеть шайбы.
· 
Как сделать трубогиб своими руками
· 
Как сделать трубогиб своими руками
· 
Как сделать трубогиб своими руками
· После сборки основного узла, приваривается основание и вверху между пластинами - шайба.
· 
Как сделать трубогиб своими руками
· 
Как сделать трубогиб своими руками
· Для регулировки прижимного ролика, делается П-образная деталь с тремя отверстиями.
· 
П-образная деталь для прижимного механизма
· 
П-образная деталь для прижимного механизма
· К шляпке прижимного болта приваривается стержень выполняющий роль рычага. А если нужно чтобы при выкручивании болта ролик поднимался, к помещенному на свое рабочее место болту приваривается шайба.
· 
Болт с приваренным рычагом
· 
Шайба приваренная к болту
· Теперь трубогиб готов. Для устойчивости он крепится к столу струбцинами.
· 
Самодельный трубогиб
· 
Самодельный трубогиб
· У этого трубогиба есть существенный недостаток - у него нет ручки для прокатывания трубы вращением ролика. Дело в том, что если труба не очень жесткая, её можно прокатывать руками. Это значительно упрощает конструкцию, но при необходимости к такому варианту можно приделать и ручку. Размеры и материалы следует выбирать из задачи и имеющихся материалов, а некоторые сварные соединения можно заменить винтовыми, например основание можно прикрепить через уголки. Для гибки жестких труб, зажимной винт можно взять от старых трубопроводных задвижек или домкратов ромбиков, или использовать домкрат целиком.
|
|
|
