 |


Лабораторна робота № 4. Вимірювання кутів за допомогою кутомірів. Загальні відомості. Порядок виконання роботи. Результати вимірювань та обчислень
|
|
|
|
Лабораторна робота № 4
ВИМІРЮВАННЯ КУТІВ ЗА ДОПОМОГОЮ КУТОМІРІВ
МЕТА РОБОТИ: Ознайомлення з призначенням, будовою метрологічними характеристиками кутомірів та отримання практичних навичок по вимірюванню кутів.
ЗАБЕЗПЕЧЕННЯ РОБОТИ:
1. Кутомір ноніусний типу УМ.
2. Набір деталей.
Загальні відомості.
Для безпосереднього вимірювання кутових розмірів використовуються механічні та оптичні кутомірні прилади.
Кутоміри ноніусні /по ГОСТу 5378 – 66/ типу УН застосовують для вимірювання зовнішніх та внутрішніх кутів, типу УМ – для контролю зовнішніх кутів. Менш розповсюджені оптичні кутоміри УО.
Кутомір типу УН /рис. 6/ складається з основи 1 з градусною шкалою, на якій кріпиться лінійка 2. По основі 2 переміщується сектор 4 з ноніусом 9 і стопорним гвинтом 3. До сектора 4 знімним кронштейном 8 кріпиться кутник 5, до якого аналогічним кронштейном 7 приєднується знімна лінійка 6. У такому вигляді кутомір дозволяє вимірювати кути від 0 до 500 . Для контролю кутів в діапазоні 50... 1400 кутик 5 знімається і замість нього в кронштейн 8 вставляється лінійка 6. При вимірюванні кутів від 140 до 2300 в кронштейн 8 кріпиться кутник 5 із знятим кронштейном 7 та без лінійки 6. Вимірювання кутів в діапазоні 230... 3200 виконується без лінійки 6 і кутника 5. Таким чином, границі вимірювання кутоміром дорівнює 0... 3200.
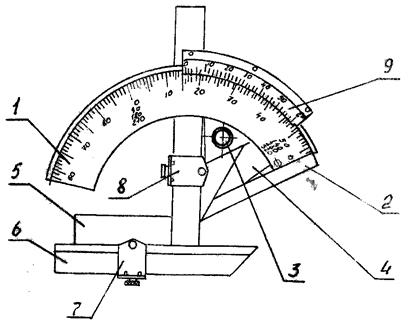
Рис. 6. Кутомір Семенова /тип УН/
1 – основа; 2 – лінійка; 3 – стопорний гвинт; 4 – сектор; 5 – кутник; 6 – знімна лінійка; 7-8 – кронштейн; 9 – ноніус
Кутомір типу УМ /рис. 7/ складається з основи 4 із закріпленою на ньому лінійкою 3. Рухома лінійка 1 обертається на осі разом з ноніусом 6, який має вузол мікропередачі 5. На рухомій лінійці 1 з допомогою кронштейна може кріпитись кутник 2. Кутомір дозволяє вимірювати зовнішні кути від 0 до 1800. Контроль кутів в діапазоні 0... 900 виконується при встановленому кутнику 2, а кут понад 900 – без кутника. В останньому випадку до відліку по шкалі кутоміра необхідно добавляти 900 .
|
|
|
1. Кутоміри типів УН і УМ мають величину відліку по ноніусу.
2. Відлік по кутовому ноніусу виконується аналогічно відліку по ноніусу штангенінструментів: число хвилин визначається за штрихом ноніуса, який збігається із штрихом основної шкали.
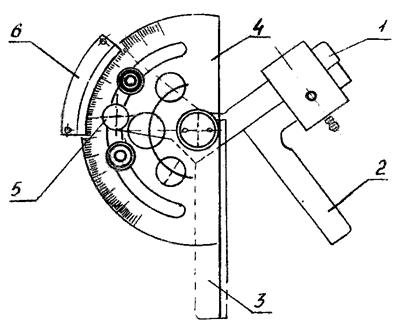
Рис. 7. Кутомір Кушнікова /тип УМ/
1 – рухома лінійка; 2 – кутник; 3 – лінійка; 4 – основа; 5 – вузол мікроподачі;
6 – ноніус.
Порядок виконання роботи
1. Вивчити будову кутомірів.
2. Визначити номінальні кути деталі.
3. Виміряти дійсні величини кутів контрольованої деталі. Результати записати у таблицю 4.
4. Визначити відхилення дійсних значень кутів від номінальних.
5. Виконати ескіз деталі та нанести значення дійсних кутів.
6. Побудувати графік накопичення похибок на кутові величини даної деталі.
Таблиця 4
Результати вимірювань та обчислень
| № з/п | Позначення кута | Номінальний розмір кута, град. | Дійсний розмір кута, град | Відхилення | Сумарна похибка |
КОНТРОЛЬНІ ЗАПИТАННЯ:
1. Для чого призначені кутоміри УН і УМ? Їх метрологічні показники.
2. Будова кутомірів.
3. В чому полягає повірка кутомірів?
4. Порядок виконання вимірів кутових величин кутомірами.
5. Принцип дії відлікового пристрою кутомірів.
Лабораторна робота № 5
ПРИЛАДИ ДЛЯ ВИМІРЮВАННЯ ЕЛЕМЕНТІВ ЗУБЧАСТИХ КОЛІС
МЕТА РОБОТИ: Ознайомлення з приладами для вимірювання елементів зубчастих коліс і системою допусків для цих коліс і передач.
|
|
|
ЗАБЕЗПЕЧЕННЯ РОБОТИ:
1. Крокомір для контролю основного колового кроку.
2. Штангензубомір ШЗ-І8.
3. Набір зубчастих коліс для контролю m > 1 мм
4. СТ СЗВ 641-77 /ГОСТ І643-8І/.
ЗАГАЛЬНІ ВІДОМОСТІ
Об’єктом вимірювання являються евольвентні циліндричні зубчасті колеса з модулем більше І мм. Точність евольвентних зубчастих передач являється одним із показників їх якості і регламентується СТ СЗВ 641-77 /ГОСТ І643-6І/. Стандарт охоплює колеса передачі зовнішнього зачеплення з прямими, косими і шевронними зубами з діаметром ділильного кола до 6300 мм, модулем від І до 55 мм, шириною вінця до 1250 мм.
За точністю виготовлення зубчастого колеса передачі поділяються на 12 ступенів точності /від І до 12 - в порядку зменшення точності/. Для кожного ступеня точності встановлені незалежні норми допустимих відхилень параметрів, які визначають кінематичну точність коліс і передачі, плавність роботи і контакт зубів в передачі. Це дозволяє призначити різні норми і ступені точності для передачі у відповідності з їх експлуатаційним призначенням і враховувати відмінність технологічних способів забезпечення необхідної точності.
Норми кінематичної точності встановлюють вимоги до таких параметрів колеса і передачі, похибки яких викликають неточність обертання передачі за повний оберт колеса.
Норми плавності відносяться до параметрів коліс і передач, похибки яких також впливають на кінематичну точність, але проявляються багаторазово за один оберт колеса, тобто один або декілька разів за період роботи кожного зуба.
Норми контакту встановлюють вимоги до параметрів коліс і передач, похибки яких визначають величину поверхні дотику зубів спряжуваних коліс.
Характер спряження зубів коліс в передачі визначається бічним зазором, тобто зазором між неробочими профілями зубів спряжених коліс, який забезпечує вільне повертання одного із коліс при другому нерухомому. Він необхідний для створення нормальних умов, змащування зубів, компенсації похибок виготовлення, монтажу і температурної деформації передачі.
Системою допусків на зубчасті пере далі встановлюється гарантований бічний зазор jnmin, його величина визначається в основному товщиною зубів, міжосьовою відстанню в передачі і експлуатаційними умовами.
|
|
|
Незалежно від ступеня точності коліс і передач стандартом встановлено 6 видів спряжень: А, В, С, Д, Е, Н /в порядку зменшення jnmin / і 8 видів допусків на бічний зазор h, d, c, a, z, y, x /в порядку збільшення допуску/.
Точність зубчастих коліс контролюють різними методами і способами. Стандартом передбачено декілька варіантів показників точності коліс. Вибір тих чи інших контрольованих параметрів залежить від необхідної точності, розміру, особливостей виробництва та інших факторів.
В даній лабораторній роботі визначаються слідуючи показники
товщина зуба.
Замість визначення зміщення вихідного контуру можна виміряти товщину зуба по постійній хорді в нормальному перерізі /рис. 2/ Постійною хордою Sc називають відрізок прямої, який з’єднує дві точки різнойменних евольвентних бічних поверхонь зуба, що належать одній циліндричній співвісній поверхні і нормалям, проведеним до них із однієї точки ділильної поверхні.
Номінальна величина товщини зуба
 ,
,
це x - коефіцієнт корегування; m - модуль зубчастого колеса; a- кут зачеплення.
Для некорегованого колеса Sc = 1, 387m. Висота від кола виступів до постійної хорди
де ha - висота головки зуба /для нормальних колісha=m;
Для некорегованих коліс hc = 0, 7476m.
Граничні значення товщини зуба по постійній хорді нормується найменшим відхиленням товщини зуба Ees і допуском на товщину зуба Тс.
|
|
|
