 |


Тема: «Армирование рабочих инструментов горных машин»
|
|
|
|
Армирование инструментов
В целях повышения износостойкости горных инструментов их рабочую часть (грани и лезвия) армируют твердыми сплавами.
Для армировки применяют следующие твердые сплавы: металлокерамические, электродные, трубчато-зерновые и зерновые.
Электродные сплавы Т-590 и Т-620 применяют для армирования некоторых крупных комбайновых зубков (резцов) и пик.
Трубчато-зерновой сплав применяют для армирования некоторых типов крупных зубков комбайнов, стругов и др.
Зерновые сплавы применяют для наплавки зубьев ковшей экскаваторов, ножей бульдозеров и др.
Самое большое распространение получили металлокерамические вольфрамокобальтовые сплавы, которыми армируют почти все рабочие инструменты горных машин.
Металлокерамические твердые сплавы группы ВК.
Сплав состоит из карбида вольфрама WC и кобальта Со в различных процентных соотношениях, благодаря чему изготавливают сплав различных марок. Карбид вольфрама имеет твердость 9 по шкале Мооса. Если не знаете про шкалу, посмотрите в справочнике. Он придает сплаву высокую твердость и износостойкость, немагничен, высокотеплопроводен и весьма хрупкий. Кобальт – ковкий и вязкий металл, хорошо смачивает (когда расплавлен) зерна карбида вольфрама, а при затвердении образует прочную связь между ними.
По структуре сплавы ВК бывают мелкозернистые, среднезернистые и крупнозернистые.
Мелкозернистые сплавы при одинаковом химическом составе имеют большую твердость и износостойкость, но меньшую прочность, чем крупнозернистые сплавы.
Крупнозернистые сплавы имеют повышенную прочность и ударную вязкость, но износостойкость ниже. Это можно объяснить тем, что в крупнозернистом сплаве суммарная площадь поверхности карбидных зерен меньше, чем в мелкозернистом сплаве. Следовательно, кобальтовая прослойка между зернами карбида вольфрама у крупнозернистого сплава больше, чем у мелкозернистого сплава. Более толстая кобальтовая прослойка допускает большую пластическую деформацию сплава.
|
|
|
Мелкозернистые сплавы марок ВК2М, ВК3М, ВК6М, ВК8М, ВК10 и др. (индекс М означает мелкозернистость) для изготовления горных инструментов чаще всего не применяют вследствие их недостаточной прочности.
Среднезернистые марки сплавов имеют обозначения ВК2, ВК3, ВК4, ВК6, ВК8, ВК9, ВК10, ВК15, ВК20, ВК25 и ВК30.
Крупнозернистые марки сплавов обозначают ВК4В, ВК6В, ВК8В, ВК11В, ВК15В, ВК20В, и ВК25В (индекс В после цифры означает крупнозернистость).
Цифровой индекс во всех марках сплавов означает процентное содержание кобальта.
К основным физико-механическим свойством сплавов группы ВК относятся: твердость, предел прочности при изгибе, сопротивление сжатию, ударная вязкость, удельный вес, теплопроводность, коэффициент теплового расширения, модуль упругости. Все перечисленные свойства вы должны знать, поскольку изучали дисциплину «Детали машин…», если забыли, загляните в конспекты.
Выбор марки твердого сплава для горных инструментов производят в зависимости от механических свойств горных пород и способа их разрушения. При резании-сверлении мелкими стружками, когда нагрузка относительно спокойная, следует применять инструменты, армированные твердым сплавом с меньшим содержанием кобальта, как более износостойкие. При ударном способе разрушения, а также при других случаях динамических нагрузок (струги, узкозахватные комбайны) применяют сплавы с большим содержанием кобальта и крупнозернистые. При крепких и абразивных породах целесообразно применять сплавы с меньшим содержанием кобальта, что придает инструменту большую износостойкость. Обычно для зубков и резцов врубовых машин, выемочных и проходческих комбайнов применяют марки сплавов – ВК6В, ВК6, ВК8, а для коронок ударного бурения – ВК8В, ВК11, ВК15.
|
|
|
Формы и размеры твердосплавных армировок инструментов ГМ. Для армировки горных инструментов применяют пластинки и керны твердого сплава. Пластинки бывают трапециевидной, округлой и чечевицеобразной формы.
Наиболее прочные пластинки, имеющие чечевицеобразную и круглую формы режущей кромки.
Для особо тяжелых условий работы применяют керны. Керны бывают круглого, шестигранного, восьмигранного и других поперечных сечений диаметром 8-12 мм.
Высоту пластинки или керна рекомендуется выбирать из условий снятия инструментом максимальной расчетной толщины стружки, способа переточки, числа переточек и величины остатка армировки пазу после окончательного износа.
Требуемую высоту армировки можно подсчитать по формуле:

где Н0 – остаток армировки в пазу, мм;
т – число переточек за время службы инструмента;
а – износ армировки по высоте на одну заточку, мм;
hсрк – средняя высота контакта резца с породой, мм.
Толщина армировки выбирается из условий прочности на изгиб и на удар.
Минимальная толщина пластинки (3 мм) применяетсяна резцах для сверления угля ручными горными сверлами. Пластинки толщиной 3-4 мм применяются для буровых резцов по породе, толщиной 4-8 мм – для зубков и резцов врубовых машин и комбайнов, толщиной 8-12 мм – для коронок ударного бурения. Керны применяют диаметром 6 мм для трубчатых резцов горных сверл, 8-10 мм для зубков и буровых коронок и 12 мм – для буровых коронок.
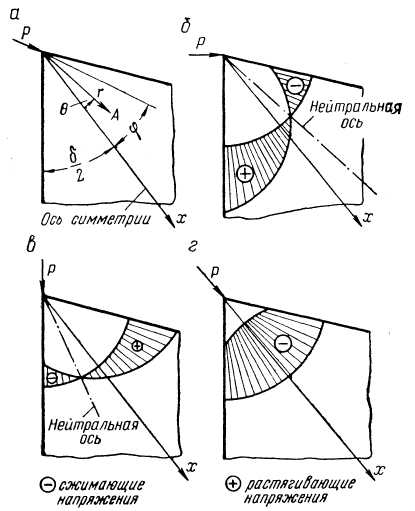
Рис. 5. Эпюры нормальных напряжений в клине, моделирующем головку резца
Расположение армировки на инструменте. Армировка должна быть расположена так, чтобы твердый сплав работал на сжатие. Для выявления в первом приближении характера распределения напряжений в области рабочей кромки можно воспользоваться решением плоской задачи клина.
Для упрощения будем считать, что нагрузка на клин сосредоточена и приложена к его вершине (рис. 5, а). Тогда величина нормального напряжения в любой точке клина будет:

где Р – сосредоточенная нагрузка, кГ;
|
|
|
r – радиус-вектор, мм;
l – толщина клина, мм;
φ – угол между осью симметрии х и направлением силы Р;
θ – угол между осью х и радиус-вектором r, который считается положительным при отсчете от оси х в направлении против движения часовой стрелки;
δ – угол заострения клина.
Как видно из формулы, величина нормальных напряжений зависит от величины и направления силы Р и величины угла заострения клина. Если здесь и далее по тексту встречаются незнакомые слова и словосочетания, рекомендую выписать их и найти ответ в справочниках или интернет сайтах.
На рис. 5 показаны эпюры нормальных напряжений в клиновидной пластинке. При приложении силы Р (рис. 5, б) нормально к передней грани максимальные растягивающие напряжения возникают на передней грани, и на ней возможно появление трещин со стороны передней грани, так как твердый сплав плохо работает на растяжение. При приложении силы Р (рис. 5, в) вдоль передней грани и возможно образование трещины в сплаве со стороны задней грани. В случае приложения силы Р (рис. 5, г) но оси симметрии клина или в направлении, близком к ней, в клине образуются только сжимающие напряжения.
Такая картина распределения напряжений подтверждается лабораторными исследованиями при помощи поляризационно-оптического метода, а также наблюдениями за характером поломок инструмента в производственных и лабораторных условиях.
Направление равнодействующей усилий резания и подачи зависит от глубины резания, крепости породы и степени затупления резца.
При резании крепких пород и включений, а также при динамической нагрузке для увеличения прочности инструмента следует: применять передний отрицательный угол до 20-250; производить притупление рабочей кромки; располагать армировку относительно действующих сил таким образом, чтобы она работала на сжатие.

Рис. 6. Виды пазов для армирования горного инструмента:
а – открытый; б – закрытый; в – полузакрытый
Виды пазов армирования. Паз – углубление в РИ предназначенное для установки (напайки) армировки. Наиболее распространенные пазы РИ бывают открытыми, закрытыми и полузакрытыми.
|
|
|
Открытый паз (рис. 6, а) применяют в резцах выемочных машин и горных сверл. В открытом пазе пластинку припаивают к корпусу инструмента одной широкой плоскостью и одной торцовой. Достоинством такого паза является простая и более дешевая технология армировки, недостатком – недостаточная прочность спая при тяжелых и особенно ударных нагрузках.
Закрытый паз (рис. 6, б) применяют главным образом в коронках ударного и вращательно ударного бурения, а также в зубках и резцах по углю при наличии значительных крепких включений.
В закрытом пазе вставку твердого слива припаивают всеми сторонами к корпусу инструмента, поэтому обеспечивается высокая прочность пайки. Кроме того, армировка находится в условиях всестороннего сжатия, что благоприятно сказывается на ее прочности. К недостаткам закрытого паза следует отнести возможность появления опасных внутренних напряжений, а также некоторое усложнение и удорожание технологии его производства. Армировка закрытого паза обычно не меняется.
Полузакрытый паз (рис. 6, в) применяют, когда по каким-либо причинам отказываются от открытого или закрытого паза. Полузакрытый паз вы видели на РИ ударно-поворотного бурения. Его достоинство в том, что он прочнее, чем открытый паз, удерживает армированный твердый сплав. В отличие от закрытого паза в нем можно произвести замену армировки.
Способы и материалы для крепления армировки. В настоящее время крепление твердосплавной армировки в буровом и режущем инструменте производят чаще всего методом пайки. Но необходимо рассматривать и изучать другие эффективные способы крепления армировки. Например, применение запрессовки армировки в корпуса буровых инструментов (шарошек, коронок для вращательного бурения скважин). Метод диффузионной сварки в вакууме, предложенный Н. Ф. Казаковым.
Для пайки твердого сплава ВК к державкам применяют следующие припои: латунные – с рабочей температурой плавления от 850 до 11000 С; медные – с температурой плавления 1083 0 С; серебряные – с температурой плавления 750-8400 С.
Латунный припой применяют для пайки главным образом армировки горного инструмента ударного действия. Основные марки латунных припоев: Л62, содержащий 60,5-63,5 меди (остальное цинк) и обладающий прочностью спая 10-15 кГ/мм2; ЛОК-62-06-04 – улучшенная латунь с добавлением 0,6% олова и 0,4% кремния, прочность спая 20-25 кГ/мм2 ; ПК – латунь с присадкой из 1% марганца, 1% железа и 0,5% кремния.
Основным недостатком латунных припоев является недостаточная прочность прямого соединения и резкое снижение (более чем в два раза) его прочности при повышении температуры свыше 6000 С.
|
|
|
Медные припои М1 и М2 (электролитическая медь) дают более высокую (до 25кГ/мм2) прочность спая, но при этом возникают повышенные внутренние напряжения в твердом сплаве. Найдите увеличенную картинку, чтобы увидеть насколько неравномерно распределяется медный припой на поверхности паза.
Медноникелевые припой лучше медных, так как никель передает пластичность паяному соединению и снижает внутренние напряжения. Лучше из них следующие: ВНИИ – 3 % никеля, 2% марганца, 0,5% алюминия, остальное медь; №8 (ВНИИТС) – 4-5% никеля, 4-5 % марганца, 1% железа, остальное медь.
Серебряные припои являются лучшими, имеют пониженную температуру пайки, дают снижение внутренних напряжений и высокую (24-32кГ/мм2) прочность пая как при нормальном, так и при повышенной рабочей температуре. Для горного инструмента применяют припой 9-0,9 содержащий 27,3 % серебра, 29,77% меди, 29,9 % цинка, 5,63 % никеля и 7,4 % марганца.
Для защиты темы (работы) необходимо знать:
1. Цель применения армирования РИ ГМ;
2. Отличие мелкозернистых и крупнозернистых сплавов группы ВК;
3. Размер толщины пластин твердого сплава РИ и область их применения;
4. Виды пазов, их особенности.
5. Достоинство и недостатки материалов крепления армировки.
При подготовке к практическим занятиям некоторые студенты стараются найти в тексте только предложения, содержащие ответ на контрольные вопросы. Как позывает опыт работы, такая тактика подготовки не оправдана. Во-первых, в экзаменационных вопросах могут встречаться нюансы, которые были в тексте, но оказались пропущены, не прочитаны. Во-вторых, когда студент затрудняется с ответом, преподаватель задает наводящие вопросы для того чтобы он мог восстановить контекст, то есть смысловое содержание. Задача инженера не выучить тему, текст или формулу, а понять его смысл, основную идею.
Посмотрите так же материал о способах повышения прочности пайки и снижения внутренних напряжений.
Тема: «Ручные сверла»
Ручное электросверло СЭР-19М
Электросверла марки СЭР до настоящего времени применяются на горнодобывающих предприятиях. Рассмотрим наиболее распространенный.
Электросверло СЭР-19М (рис. 7) состоит из: асинхронного электродвигателя со статором 6 и ротором 5, которые расположены в литом алюминиевом корпусе 4, промежуточного щитка 3, обеспечивающего взрывобезопасность корпуса, передней крышки с двухступенчатым редуктором 2, шпинделя 1, камеры с выключателем 9
и крышкой 10, вентилятора 8, расположенного в затыльной крышке 7. В затыльной крышке 7 предусмотрены окна для всасывания воздуха. Воздух, скользя по ребрам жесткости корпуса сверла, охлаждает его.
Устройство для ввода в сверло гибкого кабеля состоит из фланца 11, колодки из негорючей пластмассы 12 с проходными болтами, к которым присоединяются жилы кабеля и соединительные концы от обмотки статора, патрубка 13 и заглушки 14, которая фиксируется гайкой 15. Кабель крепится к фланцу 11 хомутом 16 и цепочкой. Это необходимо для предотвращения перегибов кабеля у входа во фланец 11 и его выдергивания из вводного устройства.
Корпус 4 выполнен ребристым для лучшей теплоотдачи. Корпус сверла, камера выключателя с крышкой, промежуточный щиток 3 и устройство ввода кабеля имеют рудничное взрывобезопасное исполнение (РВ). Затыльная крышка 7 защищает вентилятор 8 от ударов и попадания в него кусков породы или угля. Крышка закреплена на корпусе сверла так, что вместе с ребрами последнего образует каналы для прохода охлаждающего воздуха от вентилятора вдоль нагретой поверхности корпуса. В сверле применен однофазный выключатель для включения или выключения цепи дистанционного управления напряжением 36 В.
| Рис. 7. Ручное электросверло СЭР-19М |

Сверло СЭР-19М имеет двухступенчатый редуктор. От электродвигателя, на вал которого с помощью шпонки насажена цилиндрическая первая шестерня с передаточным числом z1, вращение передается через шестерни два, три и четыре (z2, z3 и z4) шпинделю 1 с буровым инструментом. Здесь и далее следует знать, что z1, z2 и т.д. обозначают не шестерни, а их передаточные числа, которые зависят от конструктивных параметров. Число оборотов (скорость вращения) шпинделя зависит от числа оборотов вала (ротора) двигателя и передаточных чисел шестерен редуктора, в общем случае это записывается, как

где n ДВ - скорость вращения ротора двигателя, об/мин.
Если необходимо уменьшить число оборотов шпинделя (для бурения крепких углей), то применяют сменные шестерни один и два. Пусть z1= 15 и z2 = 42, тогда

Ручное электросверло
с принудительной подачей ЭРП-18ДМ
Сверла марки ЭРП-18ДМ не выпускается, мы рассматриваем данную конструкцию, чтобы понять принцип работы системы принудительной подачи. Принудительная подача применяется во многих механизмах, например в лебедке. Лебедочный механизм применяется в горном деле достаточно часто. С другой стороны при изучении данной машины вы закрепите знания по пространственному представлению узлов и деталей на плоском чертеже. Чтобы правильно ответить на контрольный вопрос, необходимо представить расположение узлов и деталей в пространстве. Для этого лучше изобразить все оси основных узлов сверла на плоскости (вид сверху).
Основное отличие электросверла ЭРП-18ДМ (рис. 8) от стандартных ручных сверл заключается в наличии на передней крышке 1 барабана 2. Передняя крышка крепится к промежуточному щиту 4 и корпусу сверла 5 проходными шпильками. Сочленение промежуточного щита с корпусом сверла выполнено с соблюдением взрывобезопасности. Сверло применяется в комплекте с легкой распорной колонкой, которая устанавливается вблизи забоя. К колонке прикрепляется крюком трос 3, второй конец которого при работе наматывается на барабан 2 электросверла.
Передача вращения от вала электродвигателя к шпинделю Ш осуществляется через двухступенчатый редуктор посредством двух пар цилиндрических косозубых шестерен один и два (z1 - z2) и три и четыре (z3 –z4). Скорость вращения шпинделя со штангой и резцом равна 315 об/мин.
Отбор мощности для осуществления принудительной подачи, т. е. для приведения барабана 2 во вращение, производится зубчатой парой пять и шесть (z5 – z6) с последующей передачей на барабан посредством фрикционной муфты Ф и червячной пары шесть и семь.На конце червячного вала 6 размещена фрикционная муфта Ф с гайкой 8 и пружиной 9, с помощью которых устанавливается предельное зажатие дисков для того, чтобы усилие подачи не превышало 300 ± 50 кгc.
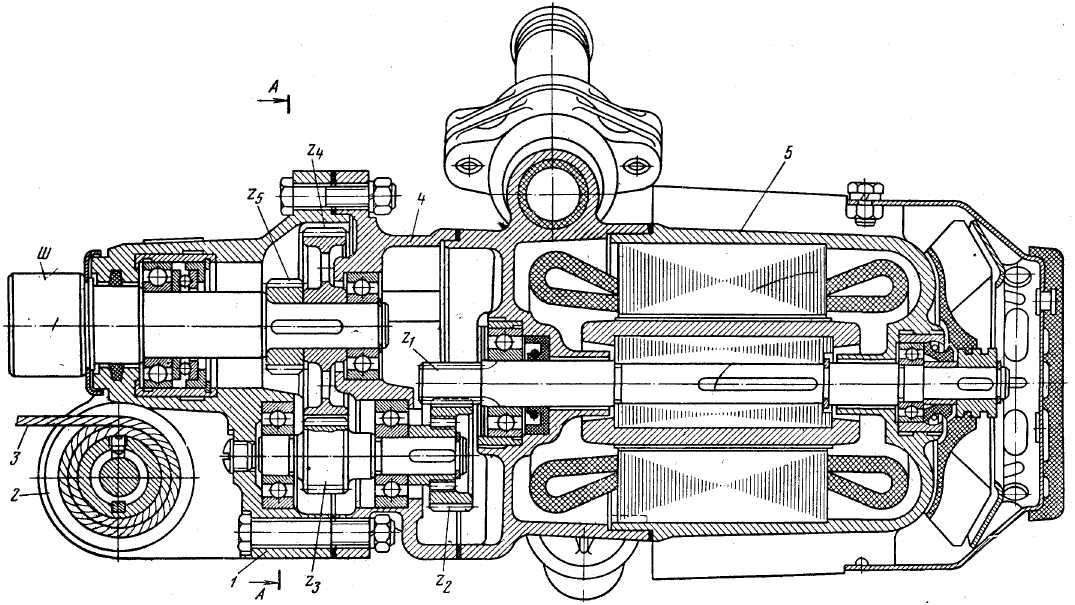
| Рис. 8. Электросверло с принудительной подачей ЭРП-18ДМ |
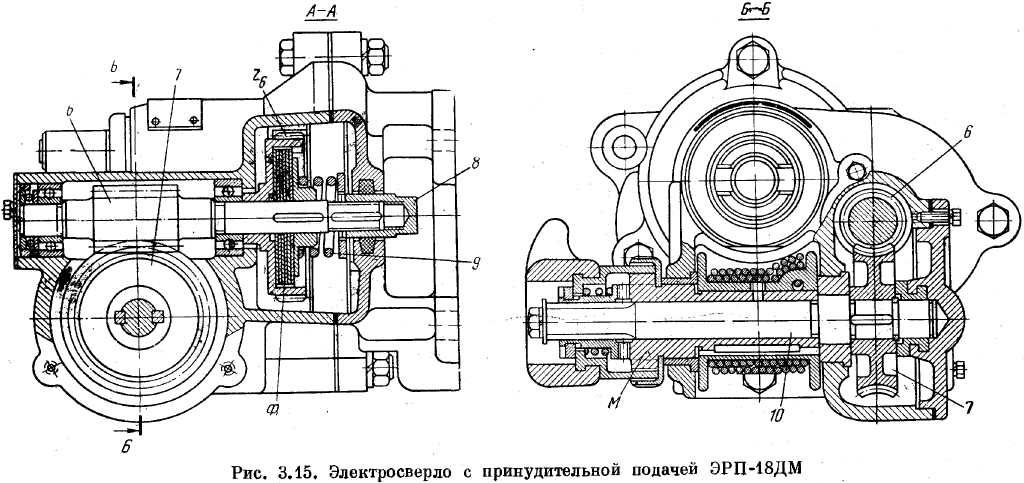
Для чего на червячном валу установлена фрикционная муфта? Слово «фрикция» – переводится, как сжатие. Вал «червяка» соединяется фрикционной муфтой шестерней z6, которая имеет шпонку.
На рисунке 8 представлено три вида свела, но они разного масштаба. Это сделано для того чтобы вы смогли увидеть отдельные детали различных узлов. Повторюсь, если здесь и далее по тексту встречаются незнакомые слова и словосочетания, рекомендую выписать их и найти ответ в справочниках (муфта, шестерня, редуктор, шпонка и т.д.).
На валу барабана 10 закреплены с одной стороны червячное колесо 7, а с другой – зубчатая муфта М. Муфта Мдля включения и выключения барабана (т. е. подачи). При зажатой фрикционной муфте и включенной зубчатой муфте вал барабана вращается, наматывая на себя трос, и подает сверло на забой.
Пневматическое сверло СПР 25.700
Сверло СПР 25.700 (рис. 9) завода «Пневматика» предназначено для бурения шпуров по углю и некрепким породам (f ≤ 4). По сравнению с ранее выпускавшимися сверлами они более компактны, имеют небольшую массу (10 кг), глушитель шума, боковую подачу воды для промывки шпура.
Подумаете, что повлияло на такое существенное уменьшение массы ручного сверла.
Сверло состоит из алюминиевого корпуса 4 с пусковым устройством 10 и ротационным пневматическим двигателем 5, корпуса 3 с одноступенчатым планетарным редуктором 13, крышки 7 с масляной камерой, закрывающейся пробкой 6, муфты 1, установленной на переходнике 2 для боковой подачи воды. Воздушный рукав диаметром 18 мм присоединяется к сверлу коническим ниппелем 8 и накидной гайкой 9.
Пуск сверла осуществляется нажатием на курок 11, расположенный на рукоятке корпуса. При снятии усилий с курка он возвращается пружиной в исходное положение и сверло останавливается.
Планетарный редуктор 13 передает вращение от ротора 12 двигателя шпинделю 14. На конце шпинделя навинчен патрон 15, обеспечивающий быструю смену бурового инструмента и надежное его крепление. Камеры, имеющиеся в корпусе, предназначены для глушения шума. Отправной точкой объяснения преимуществ данного пневматического сверла является планетарный редуктор. Постарайтесь уточнить, как он выглядит, какие элементы он включает и как он связан со шпинделем. Рекомендую изобразить вид спереди планетарного редуктора, а так же вид сбоку с уточнением способа соединения со шпинделем (исполнительным органом) пневматического сверла.
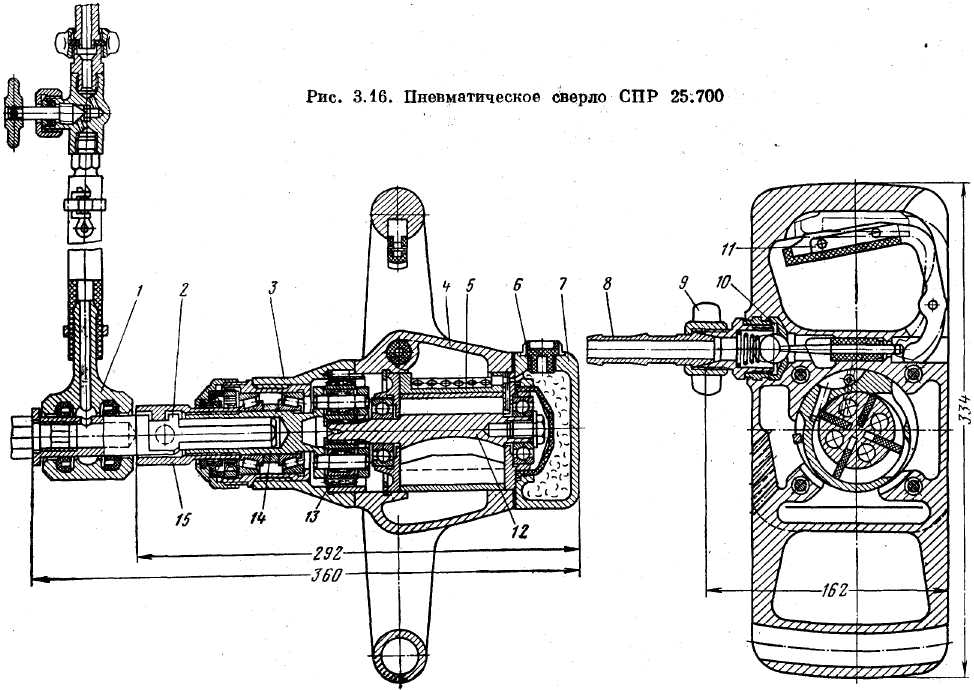
| Рис. 9. Пневматическое сверло СПР 25.700 |
Пневматическое сверло СПР 25.700 является быстроходным (700 об/мин) и применяется, как правило, для бурения с пневмоподдержкой. Мощность сверла на шпинделе 2,5 л. С. При давлении сжатого воздуха 5 кгс/см2 и расходе 2,5 м3/мин. Заводом «Пневматика» выпускаются также модернизированные пневматические сверла СРЗ, СРЗМ и СРЗБ cувеличенной мощностью (3,5 л. с.).
Для защиты темы необходимо знать:
1. Назначение конструкционных частей электросверла СЭР-19М;
2. Каким образом уменьшается или увеличивается число оборотов шпинделя ручного электросверла;
3. Основное отличие электросверла с принудительной подачей и принцип работы барабана принудительной подачи;
4. В чем заключается конструктивное отличие пневматического сверла СПР25.700 от электросверла, достоинства и недостатки.
|
|
|
