 |


Технология и оборудование для изготовления порошковой проволоки
|
|
|
|
ВВЕДЕНИЕ
Методические указания по выполнению лабораторных работ являются основной изучения дисциплины «Сварочные и наплавочные материалы». В указания включены вопросы, способствующие углублению и закреплению теоретических знаний, приобщению студентов к научно-исследовательской работе, развитию инициативы, самостоятельности и инженерного мышления. Указания являются учебным пособием для самостоятельного изучения вопросов разработки технологии изготовления и применения сварочных и наплавочных материалов. Для лучшего усвоения материала в методическом пособии даются в сжатом виде основные сведения о механизме изучаемых процессов и некоторые теоретические предпосылки, на которых основываются лабораторные работы. Методические указания выдаются каждому студенту в начале семестра. Только предварительное изучение материала по лабораторной работе обеспечит ее успешное выполнение во время занятий.
С целью более глубокого знакомства с теоретическими вопросами, затронутыми в методических указаниях, рекомендуется специальная литература.
ОБЩИЕ ТРЕБОВАНИЯ
Организация выполнения лабораторных работ
Программой дисциплины «Сварочные и наплавочные металлы» предусмотрено выполнение лабораторных работ для закрепления теоретических знаний и получения практических навыков по самостоятельному решению технологических вопросов выбора и использования сварочных материалов. Лабораторные работы выполняются самостоятельно студентами в составе подгруппы в строгом соответствии с инструкциями, в отведенные по расписанию часы занятий. Перед началом лабораторного практикума все студенты проходят инструктаж по технике безопасности с регистрацией в специальном журнале.
|
|
|
Правила безопасности при проведении работ
2.1. Студенты допускаются к выполнению лабораторных работ только после изучения инструкции по технике безопасности и росписи каждого студента в специальном журнале о получении соответствующего инструктажа по технике безопасности.
2.2. Все электрические схемы собираются обязательно при выключенном сетевом рубильнике. Включение рубильника производится только по разрешению преподавателя после проверки им указанных схем.
2.3. При визуальном обнаружении неисправности приборов, оборудования или приборов работа немедленно прекращается, о чём ставят в известность преподавателя.
2.4. Самостоятельно устранять неисправности студентам запрещается.
2.5. После окончания работы составляется отчёт, производится разборка электрических схем, установка приборов, оборудования и инструмента на соответствующие места. Рабочее место лаборатории приводится в первоначальный вид.
Выполнение и оформление лабораторных работ
Перед выполнением работ необходимо повторить теоретический материал и подробно ознакомиться с методикой проведения лабораторной работы. Выполнение работы должно начинаться со знакомства с инструкцией по технике безопасности и инструкцией по выполнению данной лабораторной работы. Перед началом выполнения работы студенты должны усвоить основные правила безопасной работы на данном рабочем месте, а также общую методику проведения эксперимента, основные приемы обращения с оборудованием, приборами и инструментом. По выполненной работе представляют отчет, который должен содержать:
- наименование работы и ее цель;
- теоретический материал;
- используемое оборудование;
- описание методики проведения эксперимента;
- обработку результатов эксперимента в виде таблиц;
|
|
|
- заключение по работе.
После окончания работы каждая группа представляет преподавателю для проверки черновик отчета с результатами опытов. Отчеты о проделанной работе каждый студент представляет для окончательной проверки преподавателю на следующем занятии. После выполнения лабораторных работ каждый студент сдает зачет.
Лабораторная работа № 1
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ
Цель работы. Изучение технологии и оборудования для изготовления металлических электродов для ручной дуговой сварки на предприятии.
Оборудование:
- Дробилки и мельницы для компонентов покрытия электродов;
- Установка для приготовления жидкого стекла;
- Волочильный стан для изготовления проволоки;
- Правильно-отрезной автомат для правки проволоки и рубки стержней;
- Установка дозирования шихты покрытия электродов;
- Смеситель для изготовления обмазочной массы;
- Пресс для изготовления электродов (с манометром);
- Печь для термообработки электродов (с термометром);
- Упаковочная машина;
- Микрометр, линейка, секундомер, весы.
Содержание и методика проведения работы
 |
Общая схема производства электродов (рис. 1).
Рис. 1. Принципиальная схема изготовления электродов (Х – химический анализ; Т – технологический контроль)
Материалы покрытия электродов, поступающие в баулах, бочках и навалом складируются в отсеках склада компонентов. Складирование сырья должно осуществляться строго по партиям и времени поступления, исключающее возможность обезличивания. Мотки катанки или проволоки должны храниться в сухом помещении или на улице под навесом, препятствующим попаданию на катанку или проволоку атмосферных осадков.
Входной контроль осуществляется ОТК внешней приёмки.
Запуск материалов в производство следует осуществлять строго по партиям. При смене партии сырья меняется номер партии изготавливаемых электродов.
Концентраты рутиловый и ильменитовый, тальк молотый, каолин, слюда, целлюлоза, концентрат плавиково-шпатовый, песок кварцевый, поташ, порошок железный применяются в состоянии поставки. Мрамор, сода, КМЦ и поташ перед применением просушиваются и мелятся.
|
|
|
 |
Кусковые материалы подвергают дроблению на щёковой или валковой дробилках (рис. 2).
Рис. 2. Схема щёковой дробилки: 1 – литая станина; 2 – неподвижная щека; 3 – загружаемые куски материала; 4 – качающаяся щека; 5 – эксцентричные цапфы вала, сообщающие щеке качательные движения; 6 – шкив с маховиком; 7 – приводной ремень; 8 – электромотор со шкивом; 9 – натяжная пружина; 10 – транспортёр для измельчённых кусков материала
Максимальный размер загружаемых кусков (80…130) мм. Размер кусков на выходе (2…12) мм.
Размол пожаровзрывоопасных ферросплавов и других материалов допускается производить только в шаровой мельнице периодического действия с применением тонко измельченного инертного материала (рис. 3).
В качестве инертной добавки используется молотый мрамор в количестве 6…10% от массы загружаемого в мельницу материала, что обязательно учитывается в дальнейшем при корректировке рецептуры покрытия.
| Рис. 3. Схема мельницы периодического действия: 1 – обечайка мельницы; 2 – люк мельницы с крышкой; 3 – ось вращения мельницы; 4 – подшип-ники; 5 – стальные шары; 6 – из-мельчаемый материал; 7 – тележка с контейнером для измельчённого материала; 8 – кожух мельницы |
|

Материалы, размолотые в мельницах периодического действия, просеиваются через сетку № 04 по ГОСТ 6613-86 с помощью вибросита.
В случае поступления увлажненных компонентов они перед размолом подвергаются сушке при температуре 150-170°С для ферросплавов, 180-200°С для соды и мрамора, 110°С для органики и химикатов. Конечная влажность для большинства материалов должна быть не более 0,5%, для талька молотого, каолина, плавикового шпата – 1,0%, для слюды мусковит – 3,5%, для целлюлозы и КМЦ – 7,0%.
Пассивирование активных размолотых материалов производится путем их выдержки на воздухе с толщиной слоя не более 400 мм. Выдержка мрамора осуществляется в течение не менее 7 суток, ферросилиция – не менее 30 суток, остальные ферросплавы – не менее 14 суток. Допускается проводить высокотемпературную пассивацию при температуре 400°С.
|
|
|
Просеянный и взвешенный материал загружается в соответствующий силосдозировочной линии.
Волочение проволоки для электродных стержней производится с механическим удалением окалины с поверхности катанки. Она должна быть сухой, предварительное подсушивание осуществляется при помощи тепловентилятора (температура 150…200°С, время – 3…5 минут).
Волочение проволоки производится на 5-ти или 6-ти кратном волочильном стане с диаметром катанки на входе 5,5 или 6,5 мм и диаметром проволоки на выходе 3,0; 4,0 и 5,0 мм.
В качестве смазки используется, как правило, волочильная смазка TRAXIT TR41.
После волочения проволока проходит через промывочную ванну с целью удаления следов смазки с проволоки с использованием воды температурой 55…70°С, а затем сушится обдувом воздуха.
Правка и рубка проволоки производится на правильно-отрезном станке (CURTO М1000). Максимальная скорость подачи проволоки 6 м/с.
Схема правки проволоки показана на рис. 4.
 |
Рис. 4. Схема размещения «синусоиды» проволоки в барабане:
1 – проволока; 2 – быстровращающийся барабан; 3 – чугунные сухари
Длина стержней должна соответствовать требованиям на длину электродов, волнистость и кривизна не допускаются. Угол среза проволоки по отношению к оси стержня должен быть равен 90°.
Автоклавы (рис. 5) для растворения в воде силикатной глыбы и бак-корректор обеспечивают получение готового жидкого стекла: натриевого, натриево-калиевого или калиево-натриевого. Плотность обычно составляет 1,40…1,51 г/см3, вязкость – 0,7…2,5 Па·с.
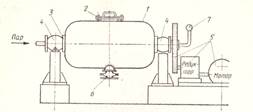 |
Рис. 5. Вращающийся автоклав: 1 – корпус автоклава; 2 – загрузочный люк с крышкой; 3 – пустотелая цапфа; 4 – подшипники; 5 – привод; 6 – кран для слива жидкого стекла; 7 - манометр
Готовое жидкое стекло из баков для хранения перекачивается в расходные ёмкости на линии, где поддерживается температура в пределах 18…25°С. Расход в смесители устанавливается по счётчику в литра.
Взвешивание компонентов шихты производится на линии дозирования. Отвешенная шихта подается в смеситель, где происходит сухое смешивание шихты в течение не менее 40 минут.
Перемешанная шихта порционно подается в транспортные контейнеры для передачи на смешивание с жидким стеклом. Сухая шихта должна храниться не более 5 суток.
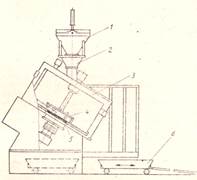
Сухая смесь шихты высыпается в смеситель мокрого смешивания, например, турбинного противоточного типа (рис. 6).
| Рис. 6. Схема быстродействующего противоточного смесителя: 1 – съёмный бункер с сухой шихтой; 2 – приёмная воронка; 3 – вращающаяся чаша; 4 – двухскоростной ротор; 5 – разгрузочный люк; 6 – тележка для готовой массы |
|
Затем непосредственно в смеситель высыпаются пластификаторы (поташ, КМЦ, сода и т.п.). После этого осуществляется перемешивание в течение (1-2) минут без жидкого стекла.
С помощью клапана жидкое стекло подается в смеситель мокрого смешивания. Количество жидкого стекла на замес устанавливается в соответствии с получаемыми свойствами обмазочной массы (должны быть постоянными свойства обмазочной массы). Корректировка количества жидкого стекла осуществляется в зависимости от фактической консистенции обмазочной массы и давления опрессовки электродов.
 |
Опрессовка электродов производится на линии, имеющий в составе пресс. В обмазочную головку пресса подаются электродные стержни и обмазочная масса, которые, выходя под давлением (порядка 80 МПа) через калибрующую втулку, формируют электроды (рис. 7).
Рис. 7. Схема обмазочной головки: 1 – корпус пресса; 2 – свеча с наконечником для подачи стержней; 3 – калибрующая втулка; 4 – поршень пресса
Обмазочная масса закладывается в свободный от опрессовки вертикальный цилиндр безбрикетного пресса. После завершения цикла опрессовки электродов освободившийся и подготовленный цилиндры меняются местами. Цикл опрессовки повторяется. Горизонтальные прессы работают с цилиндрами из обмазочной массы, предварительно изготовленными на брикетировочном прессе.
Стержни для электродов загружаются в подающее устройство (рис. 8).
 |
Рис. 8 Схема пруткового питателя: 1 – захватывающие ролики; 2 – тянущие ролики; 3 – втулки, направляющие стержни в головку пресса; 4 – электродные стержни
Опрессовка электродов производится при давлении в масляном цилиндре пресса 15...22 МПа. Регулировка давления выполняется по манометру на пульте управления.
После достижения рабочего давления пресса одновременно с выходом из втулки обмазочной массы включается подача стержней в обмазочную головку.
Положение калибрующей втулки, формирующей покрытие на стержнях, регулируется вручную при помощи винтов. Регулировку производят перед началом работы при настройке агрегата, а также периодически во время работы, когда появляется эксцентричность покрытия. Положение втулки должно обеспечивать получение покрытия электродов с требуемой по ГОСТ 9466-75 разнотолщинностью (для электродов диаметром 3,0 мм – не более 0,15 мм; для 4,0 мм – не более 0,20 мм; для 5,0 мм – не более 0,24 мм).
Разность толщины покрытия определяют в трёх местах электрода, смещённых относительно друг друга на 50…100 мм по длине и на 120±15о по окружности. Измерения в каждом месте производят микрометром в соответствии со схемой на рис. 9.
Величину разнотолщинности (мм) вычисляют по формуле:
e = S – S1
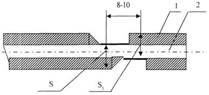 |
Рис. 9. Схема измерения разнотолщинности: 1 – покрытие электрода; 2 – стержень электрода
Обмазанные электроды при помощи приемного транспортера и отражателя укладываются на поперечный конвейер, выравниваются и передаются на зачистную машину танкового типа для зачистки обоих концов электродов.
После зачистной машины каждый электрод маркируется с указанием марки и типа электрода.
На контактный торец электрода наносится графитовое покрытие (примерный состав по объему: графита 50% и жидкого стекла 50%) для облегчения зажигания электрода при сварке.
Электроды с поверхностными дефектами отсортировываются и передаются для очистки от обмазочной массы в специальную машину.
Электроды общего назначения (ОЗС-4, МР-3, МР-3М) сушатся и прокаливаются в низкотемпературной конвейерной печи (температура до 200°С). Электроды с основным видом покрытия (УОНИ-13/45, УОНИ-13/55) укладываются на рамки в один слой и провяливаются в течение 16…24 часов на воздухе или в провялочной камере при температуре 25…30оС, а затем термообрабатываются в камерной печи (температура до 400°С).
Окончательные режимы сушки электродов корректируются с целью получения требуемой влажности и прочности покрытия готовых электродов.
Допустимое содержание влаги в покрытии после термообработки обычно не более 0,4% для электродов марки ОЗС-4; не более 1,0% – для МР-3; не более 0,2% – для УОНИ-13/45, УОНИ-13/55. Содержание влаги в покрытии (%) вычисляют по формуле:

 ,
,
где m1 – исходная масса покрытия, г; m2 – постоянная масса покрытия после прокалки (для электродов типа ОЗС-4 –180±10оС, для электродов типа УОНИ-13/55 – 400±10оС), г.
Во избежание набора влаги покрытием электродов при хранении, они должны быть упакованы в коробки и термоусадочную плёнку: электроды с фтористо-кальциевым видом покрытия в течение не позже 24 часов, а электроды с рутиловым видом покрытия в течение не позже трёх суток.
Из сушильной печи электроды поступают на сортировочный конвейер, с которого в кроватках передаются на упаковку. Электроды после термообработки в камерных печах снимаются с рамок, укладываются на кроватки и передаются на упаковку.
При достижении массы электродов, переданных на упаковку, 20 т для диаметров 4,0; 5,0 мм и 10 т для диаметра 3,0 мм, присваивается изготовленным электродам номер партии.
Электроды пакуются в коробки из картона сечением 65х65 мм и длиной, равной длине электродов. Каждая коробка автоматически упаковывается в полиэтиленовую термоусадочную пленку толщиной не менее 0,12 мм и проходит через нагревательную камеру упаковочной установки. Полиэтиленовая пленка должна обеспечивать герметичность упаковки и ее товарный вид.
Масса электродов в коробке не должна превышать 7 кг для электродов диаметром 3,0 и 4,0 мм и 8 кг для электродов диаметром свыше 4,0 мм.
Коробки с электродами укладываются на деревянные поддоны открытого типа размером 800´1200 мм или 800´1100 мм.
Срок годности электродов при соблюдении установленных ГОСТ 9466-75 условий транспортирования и хранения не ограничен. Повышенное содержание влаги в покрытии электродов устраняется их прокаливанием перед использованием, предельное содержание влаги и режимы повторной термообработки указываются в этикетках, приклеиваемых на коробки с электродами.
Температура на складе готовой продукции должна быть не ниже 15°С.
Порядок выполнения работы
- Ознакомиться с общей характеристикой технологии производства электродов для ручной дуговой свари.
- Ознакомиться с общей характеристикой оборудования для изготовления электродов.
- Определить на момент посещения электродного цеха марку, тип и внешнюю характеристику изготавливаемых электродов.
- Замерить у выпускаемых электродов диаметр стержня, длину, диаметр и эксцентричность покрытия, длину зачистки конца, наличие ионизирующего слоя.
- Определить по приборам давление опрессовки и режимы термообработки электродов, замерить влажность покрытия.
Содержание отчёта
- Цель работы.
- Перечислить операции технологического процесса производства электродов для ручной дуговой сварки.
- Описать основные характеристики технологии и применяемое оборудование для производства электродов.
- Изложить требования по влажности покрытия электродов.
- Составить таблицу характеристик выпускаемых на предприятии электродов.
| Характеристика электродов | Давление опрессовки, МПа | Режимы термообработки | Наличие ионизирующего слоя | Длина зачистки, мм | |||||||
| Марка | Тип | Диаметр, мм | Длина, мм | Толщина слоя, мм | Эксцентричность, мм | Температура прокалки, 0С | Время прокалки, мин | Влажность покрытия, % | |||
Лабораторная работа № 2
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ
Цель работы. Изучение технологии и оборудования для изготовления порошковой проволоки для сварки и наплавки на предприятии.
Оборудование:
- Дробилки и мельницы для компонентов шихты сердечника порошковой проволоки;
- Установка дозирования шихты сердечника;
- Смеситель для сухого смешивания шихты;
- Формирующее устройство для изготовления заготовки;
- Стан для волочения порошковой проволоки;
- Упаковочная машина
- Микрометр, штангенциркуль, линейка, набор слесарного инструмента, весы.
Содержание и методика проведения работы
 |
Общая схема производства порошковой проволоки (рис. 1).
Рис. 1. Технологическая схема изготовления порошковой проволоки
Процессы поступления, контроля, переработки компонентов и дозирования шихты порошковой проволоки, сухое перемешивание шихты аналогичны технологическому процессу производства электродов (подготовка шихты покрытия электродов).
Шихту порошковой проволоки помещают в оболочку, состоящую из металлической ленты толщиной 0,15…1,5 мм и шириной 8…40 мм по ГОСТ 503-75. Конкретные размеры сечения ленты зависят от конструкции и размера (диаметра) проволоки. Оптимальными значениями механических свойств ленты для порошковой проволоки являются: относительное удлинение не менее 28%, временное сопротивление разрыву 30…40 МПа.
Процесс изготовления порошковой проволоки совмещает выполнение на одной непрерывной линии операций формирования из ленты промежуточного профиля и исходной заготовки с одновременным дозированием заполнением шихтой промежуточного профиля формируемой заготовки и многократного волочения исходной заготовки до готового размера проволоки. Начальный диаметр заготовки порошковой проволоки перед волочением определяется соотношением:

где в – ширина ленты оболочки; π = 3,14.
 |
Оборудование по изготовлению проволочной заготовки размещают в начале общей линии (рис. 2).
Рис. 2. Схема расположения оборудования для изготовления заготовки: 1 – размоточное устройство; 2 – уловитель конца ленты; 3 – сварочный аппарат; 4 – формирующее устройство; 5 – питатель-дозатор шихты; 6 – клеть с приводными роликами; 7 – волокодержатель; 8 – барабан волочильного стана; контейнер
Сварочный аппарат применяют для стыковой контактной сварки ленты. При стыковой сварке ленты признаком прочного соединения служит образование округленного оплавленного грата, который зачищают на станке с наждачным кругом.
Формирующее устройство состоит из установленных по одной технологической оси на плите стола одной направляющей клети и восьми рабочих клетей с парными роликами, расположенными консольно, которые свободно вращаются на подшипниках, и одного или двух питателей.
 |
Комбинация пар роликов, их калибровка, последовательность расположения калибров (рис. 3 и 4) определяется конструкцией порошковой проволоки (рис. 5).
Рис. 3. Сечение калибров роликов трубчатой заготовки
 |
Рис. 4. Промежуточные профили и исходные сформированные заготовки порошковой проволоки различных конструкций
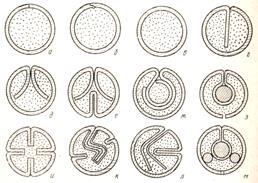 |
Рис. 5. Конструкции порошковой проволоки: а – трубчатая; б – трубчатая с перекрытием; в – трубчатая бесшовная; г – с одной загнутой кромкой; д – с двумя загнутыми кромками; е – усложнённая; ж – двухслойная; з – комбинированная с металлическим сердечником; и – четырёхзагибная; к и л – сложнозагибная; м – комбинированная с тремя металлическими проволоками внутри
Питатель-дозатор обеспечивает заполнение порошковой проволоки шихтой. Качество заполнения определяется коэффициентом, вычисляемым как отношение массы шихты к массе проволоки:

где GП – масса образца проволоки; GО – масса оболочки образца проволоки.
Формируемая проволочная заготовка протягивается через устройство первым барабаном волочильного стана. Волочение проволоки происходит без скручивания её вокруг своей оси и резких перегибов с целью исключения раскрытия продольного стыка оболочки и высыпания шихты.
Для изготовления порошковой проволоки применяют прямоточные волочильные станы без скольжения с повышенной чувствительностью натяжения проволоки между барабанами с плавным разгоном и изменением соотношения скоростей барабанов в широком диапазоне в соответствии с вытяжкой проволоки.
Волочильный стан (рис. 6) состоит из отдельных блоков, имеющих для каждого барабана индивидуальный привод с двигателем постоянного тока.
 |
Рис. 6. Волочильный стан ВМЭП-6/250-350
На стане перед каждым барабаном установлены держатели волок. Ступенчатое расположение волокодежателей и соответственно барабанов относительно стола стана позволяет осуществлять движение проволоки без перегибов в вертикальной плоскости. Величина перепада между предыдущим и последующим барабанами равна высоте, равной 3…6 виткам проволоки, наматываемым на предыдущий барабан.
Волочение порошковой проволоки, как и проволоки сплошного сечения, осуществляют протяжкой через специальный инструмент – волоку (рис. 7).
| Рис. 7. Схема волоки в разрезе и её зоны: 1 – входная; 2 – рабочая; 3 – калибрующая; 4 - выходная |
|

При волочении проволоки различают частное обжатие (обжатие за один проход) и суммарное (за все проходы). Суммарное обжатие при волочении порошковой проволоки определяют по формуле:


где δ – условное обжатие (применительно для порошковой проволоки), выраженное через изменение диаметра проволоки; D0 и D1 – диаметр заготовки и проволоки после волочения.
Например, четырёхкратным волочением изготавливают наплавочную, трубчатую и трубчатую с перекрытием конструкции проволоки диаметром 2,8 мм с повышенной плотностью шихты (γ > 2,6 г/см3) при суммарном обжатии 45…60%. Первую протяжку осуществляют при самых малых обжатиях (5…12%), вторую – при самых больших обжатиях (26…30%), а затем по убывающей. В первой волоке с малым обжатием происходит калибрование профиля проволоки – устранение овальности, вмятин, а также захват её поверхностью технологической смазки.
Толщина оболочки порошковой проволоки по маршруту волочения после первых трёх-четырёх протяжек изменяется незначительно. При дальнейшем волочении и уплотнении шихты уменьшение толщины оболочки становится более заметным и составляет после шестой протяжки 80…85% от первоначальной толщины ленты.
Мотки проволоки с технологической линии упаковывают в металлические банки. Затем на закаточном станке производит завальцовку крышек герметично выполненных банок, обеспечивающих надёжное хранение.
На готовой проволоке проверяют соответствие её качества требованиям нормативной документации (сварочно-технологические свойства проволоки, химический состав и механические свойства наплавленного металла) аналогично электродам для ручной дуговой сварки и наплавки. Дополнительно контролируют диаметр, плотность стыка оболочки, качество поверхности, правильность намотки и увязки мотков, коэффициент заполнения шихтой.
Порядок выполнения работы
- Ознакомиться с общей характеристикой технологии производства порошковой проволоки.
- Ознакомиться с общей характеристикой оборудования для изготовления порошковой проволоки.
- Определить на момент посещения электродного цеха марку и внешнюю характеристику изготавливаемой порошковой проволоки.
- Замерить размеры ленты для оболочки, диаметр, конструкцию и коэффициент заполнения порошковой проволоки, производимой в электродном цехе.
- Определить размер исходной заготовки и готовой проволоки, вычислить суммарное обжатие.
Содержание отчёта
- Цель работы.
- Перечислить операции технологического процесса производства порошковой проволоки.
- Описать основные характеристики технологии и применяемое оборудование для производства порошковой проволоки.
- Составить таблицу характеристик выпускаемой на предприятии порошковой проволоки.
| Марка п.п. | Диаметр, мм | Конструкция проволоки | Сечение ленты, мм | Коэффициент заполнения, % | Диаметр исходной заготовки, мм | Суммарное обжатие, % | |
| Ширина | Толщина | ||||||
Лабораторная работа № 3
|
|
|
