 |


Определение основных параметров
|
|
|
|
СОДЕРЖАНИЕ
Введение
1. Аналитический обзор
1.1 Обоснование выбора темы
1.2 Обзор вариантов разрабатываемого стенда
2. Разработка стенда
2.1 Определение основных параметров
2.1.1 Определение массы врубки рельсошпальной решетки
2.1.2 Расчет опорного ролика
2.1.2.1 Расчет опорного ролика на смятие
2.1.2.2 Расчет оси опорного ролика на прочность
2.1.3 Выбор подшипников
2.1.4 Выбор гидроцилиндра на перемещение емкости
2.2 Геометрическая компоновка стенда
2.3 Определение параметров гидросистемы
2.3.1 Выбор комплектующих
2.3.1.1 Выбор гидроцилиндра
2.3.1.2 Определение мощности привода гидронасоса
2.3.1.3 Определение расхода жидкости
2.3.1.4 Определение рабочего объёма насоса
3. Определение затрат на создание стенда
3.1 Определение стоимости материалов
3.2 Определение стоимости покупных изделий
3.3 Определение стоимости изготовления стенда
4. Порядок проведения обкатки виброблоков
4.1 Последовательность выполнения работ
5. Охрана труда
5.1 Состояние условий труда при стендовых испытаниях
5.2 Анализ вредных и опасных факторов
5.3 Требования нормативно-технической документации по охране труда
5.4 Мероприятия по защите работающих от опасных и вредных факторов
5.5 Техника безопасности
5.5.1 Общие требования
5.5.2 Требования перед началом работы
5.5.3 Требования во время работы
5.5.4 Требования по окончании работ
5.5.5 Требования в аварийной ситуации
Заключение
Список используемых источников
ВВЕДЕНИЕ
Большинство путевых машин проходят капитальный ремонт в зимний период, с ноября по апрель. В том числе и машины по выправке, подбивке и рихтовке пути, типа ВПР, ВПРС и т.д. После ремонта подбивочных блоков, для выявления дефектов деталей и узлов, а также для определения качества проведённого ремонта, желательно произвести обкатку.
|
|
|
В летний период это не составляет особого труда, так как можно вывести прошедшую ремонт машину из цеха ремонтного предприятия на любой свободный железнодорожный путь и там провести обкатку подбивочного блока.
В зимний же период это проблематично из-за низких температур и обледенения балластной призмы.
На станции Черепаново Западносибирской железной дороги на ПРММ – была решена проблема обкатки подбивочных блоков путевых машин в зимний период путём применения специально созданного для этого стенда.
Стенд позволяет проводить обкатку подбивочных блоков в любое время года, не выезжая из цеха предприятия. Этот стенд показан и является единственным на Западносибирской железной дороге. Схема стенда представлена на рисунке 1.
Стенд состоит из, четырёх ёмкостей со щебнем стоящих в углублении в полу цеха под одними из трёх путей.
Щебень в ёмкостях меняют путём вытаскивания ёмкостей из углубления при помощи цехового мостового крана. Затем производят замену щебня в ёмкостях и ставят их на место.
При большом количестве ремонтируемых машин щебень меняется редко, что приводит к нарушению размеров фракций уплотняемого щебня, т.е. он со временем превращается в песок.
Одним из недостатков этого стенда является отсутствие шпал, из-за этого щебень не уплотняется и подбойки не испытывают рабочего сопротивления.
Вследствие этого могут быть не выявлены все дефекты оборудования. Данный стенд был взят за прототип для данной дипломной работы.
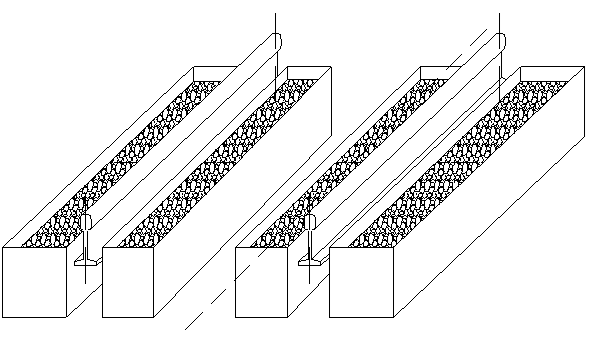 Рисунок 1- Стенд для обкатки подбивочных блоков на станции Черепаново
Рисунок 1- Стенд для обкатки подбивочных блоков на станции Черепаново
АНАЛИТИЧЕСКИЙ ОБЗОР
Обоснование выбора темы
В связи с тем, что при эксплуатации машин ВПР, ВПРС и других путевых машин, имеющих блоки для подбивки балласта, возникает проблема надёжной работы всех узлов и агрегатов. Ремонт таких машин производится исключительно на ремонтных предприятиях, имеющих необходимую базу. При ремонте лицензированных путевых машин ремонтное предприятие должно так же иметь лицензию на проведение соответствующих работ. Предприятия такого типа должны иметь так же необходимые кадровые и материальные базы.
|
|
|
К кадровой базе относятся квалифицированные рабочие, прошедшие необходимое обучение и получившие допуск к выполнению соответствующих работ.
К материальной базе относятся все станки, инструменты и приспособления, используемые в процессе ремонта. Так же к материальной базе относится всё диагностическое и контрольно-измерительное оборудование, а так же стенды, для выявления дефектов узлов и агрегатов, возникающих из-за не качественной сборки или скрытого брака хотя бы одной детали, входящей в состав узла.
Такие дефекты проявляются впервые часы работы и существенно снижают надёжность машины.
Во избежание установки на машину не надёжных элементов, все ответственные узлы и агрегаты проходят обкатку ещё до установки их на машину. Чтобы провести обкату элементов используют стенды. В основном стенды для обкатки механизмов разрабатывают и производят на самих же предприятиях по ремонту машин.
Перед ремонтными предприятиями стоит проблема обкатки рабочих органов.
Рабочим органом машин ВПР, ВПРС и других подобных машин является подбивочный блок (рисунок 2).

Рисунок 2 – Подбивочный блок машины ВПР
Подбивочный блок машины ВПР имеет четыре пары подбоек 23, вставленные коническими хвостовиками в рычаги 24 и зафиксированные болтами. Рычаги 24 в средней своей части шарнирно закреплены на станине 15 блока. Станина перемещается по направляющим 22 подвижной рамы 25 при помощи вертикального гидроцилиндра 4, закрепленного на подвижной раме при помощи карданного шарнира. Шток цилиндра связан со станиной сферической опорой.
Верхние плечи рычагов 24 соединены шатунами 11 и 14 с шейками кривошипов эксцентрикового вала 16, вращающегося в центральном отверстии станины в подшипниках 17. Шатуны 11 внутренних подбоек соединены непосредственно с кривошипами эксцентрикового вала, а шатуны 14 внешних подбоек соединены с проушинами шатунов внутренних подбоек. При этом внешний шатун подбоек одной шпалы размещен на одном кривошипе с внутренним шатуном подбоек другой шпалы, эксцентриситет же кривошипа другой пары размещен к первой паре под углом 180°, что обеспечивает асинхронность работы подбоек.
|
|
|
Шатуны выполнены в виде гидроцилиндров. Поршневые полости шатунов внешних подбоек и штоковые полости шатунов внутренних подбоек в исходном положении соединены со сливом, штоковые полости шатунов внешних подбоек — с напорной магистралью гидросистемы, а поршневые полости шатунов внутренних подбоек — с магистралью противодавления. Поэтому в исходном положении подбойки находятся в разведенном состоянии, а гидроцилиндры-шатуны находятся в запертом положении под давлением масла. В начале заглубления шатуны передают на подбойки только колебательные движения, возникающие при вращении эксцентрикового вала. После заглубления подбоек в балласт в рабочие, т. е. поршневые, полости шатунов внешних подбоек и штоковые полости шатунов внутренних подбоек подается масло. Это вызывает выдвижение штоков шатунов-гидроцилиндров, которые, поворачивая рычаги 22, сближают концы подбоек, охватывающих шпалу. В рабочие полости всех шатунов масло поступает от одной рабочей магистрали, поэтому усилие, развиваемое на концах каждой подбойки, одинаково. При достижении в напорной магистрали определенного давления, соответствующего определенной степени уплотнения балласта, срабатывает реле давления, и рабочие полости шатунов соединяются со сливом. Давление в магистрали устанавливается тем же реле давления в зависимости от типа балласта.
Поскольку полости шатунов, противоположные рабочим, постоянно соединены с напорной магистралью, подбойки после окончания рабочего цикла возвращаются в исходное положение.
На шатунах наружных подбоек размещаются пневмоцилиндры 27 с защелками 26. Защелки выполнены в виде вилок. При выдвижении штока пневмоцилиндра 27 защелка 26 поворачивается вокруг своей оси и, охватывая шток шатуна, входит в пространство между рычагом 24 и корпусом цилиндра шатуна, ограничивая ход рычага 24 и величину разведения наружной подбойки. Это сокращает время сжатия подбоек при рабочем цикле и может применяться на определенных типах балласта и шпал. Эксцентриковый вал 16 установлен в центре станины 15 в подшипниках 17 и имеет на консолях шейки 10 и 12, на которых в подшипниках размещены шатуны. Шейки выполнены с эксцентриситетом 2,5мм, что развивает амплитуду колебания концов подбоек до 5мм. Для обеспечения равномерности вращения вала 16 и уменьшения динамической нагрузки на приводной двигатель при различном сопротивлении балласта на концах вала размещены два маховика 13. Один из маховиков через упругую втулочно-пальцевую муфту связан с приводным гидродвигателем 8. Наружный маховик огражден кожухом 9.
|
|
|
В подбивочных блоках предусмотрена принудительная система смазки подшипников вала 16 и нижних шарниров рычагов. Смазка шатунных подшипников и верхних шарниров рычагов осуществляется через пресс-масленки. Для смазки направляющих 22 предусмотрены фитильные масленки.
Подвижная рама 25 установлена на двух горизонтальных штангах 7, закрепленных на щеках 21 рамы машины при помощи конических пальцев 20 через резиновые втулки 19. Она может перемещаться на этих штангах перпендикулярно оси машины, что необходимо для обеспечения сдвижки пути, а также для работы в кривых.
Сдвиг подвижной рамы осуществляется гидроцилиндром 18. Подвижные рамы правой и левой стороны машины связаны между собой стяжками 6. Для надежного крепления подбивочного блока в поднятом (транспортном) положении предусмотрен транспортный запор 1. Он может управляться рычагом 3 из кабины машиниста или дистанционно при помощи пневмоцилиндра. Запор снабжен фиксатором 2 защелкнутого положения. Этот фиксатор нажимает на конечный выключатель 5 и при не полностью закрытом запоре зажигает на пульте в кабине машиниста сигнальную лампочку. Если же запор полностью вошел в свое гнездо и зафиксировался в нем, сигнальная лампочка не горит.
Проблема обкатки этого органа заключается в рабочем цикле данного агрегата. Рабочий цикл подбивочного блока состоит из нескольких циклов. Так как подбивочный блок состоит из нескольких агрегатов, то существует большая вероятность выхода его из строя.
Возможные неполадки подбивочных блоков:
1. утечки рабочей жидкости вследствие плохого соединения трубопроводов с агрегатами;
2. разрывы рукавов высокого давления из-за дефекта соединения гибкой части рукава с разъёмной частью;
3. разрывы металлических трубопроводов из-за дефектов в металле (раковины и прочие дефекты металла);
|
|
|
4. заклинивание механизма опускания подбивочного блока вследствие изгиба штока гидроцилиндра опускания рабочего органа;
5. выпадение подбоек из гнезд;
6. расшатывание соединений гидроцилиндров из-за быстрого износа пальцев;
7. нагрев подшипниковых узлов;
8. заклинивание подшипников;
9. дефекты уплотнений элементов гидросистемы;
10. дефекты креплений рамы подбивочного блока к раме машины;
11. наличие трещин на раме подбивочных блоков.
Чтобы обкатать подбивочный блок и выявить все возможные неполадки, с целью их дальнейшего устранения необходимо иметь соответствующее оборудование.
В настоящее время, стендов для обкатки подбивочных блоков крайне мало. Поэтому темой данного дипломного проекта выбрана разработка стенда для обкатки подбивочных блоков путевых машин после ремонта.
1.2 Обзор вариантов разрабатываемого стенда
Для улучшения качества обкатки подбивочных блоков прошедших ремонт, вводится наличие шпал, что соответствует реальному режиму работы машин. Вследствие этого заменяем четыре емкости со щебнем на одну. Шпалы закреплены на рельсах и представляют собой рубку рельсошпальной решётки. Для снижения веса конструкции выбраны деревянные шпалы. Выбранная схема представлена на рисунке 3.
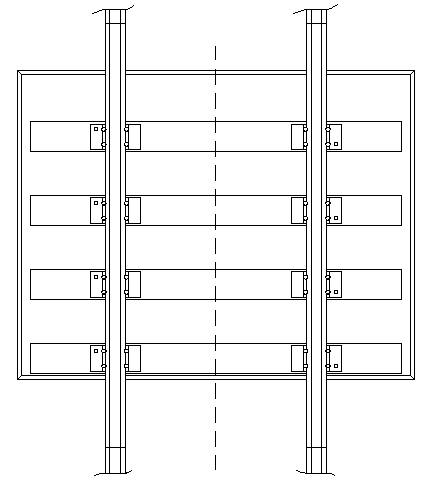
Рисунок 3- Схема ёмкости со щебнем и вырубки РШР
Возможен вариант замены шпал на их более лёгкий и удобный аналог, например металлические прямоугольные пластины, размером 220х2800 мм.
С одной стороны такой вариант более предпочтителен, но он может не создать необходимой степени уплотнения балласта под шпалой. Для наиболее быстрой смены ёмкости предлагается производить замену ёмкости со щебнем непосредственно под рельсошпальной решёткой путём откатывания её в сторону и постановки на место ёмкости со старым щебнем аналогичной ёмкости, только со свежим щебнем.
А так как у нас одна ёмкость, а не четыре, то время работы по излечению старого щебня из стенда и замены его на новый, значительно сокращается.
Предлагается несколько вариантов замены ёмкостей:
вариант I представлен на рисунке 4;
вариант II представлен на рисунке 5;
вариант III представлен на рисунке 6;
вариант IV представлен на рисунке 7.

а) Снятие РШР; б) Выемка емкости со старым щебнем; в) Установка в стенд емкости со свежим щебнем; г) Установка РШР
Рисунок 4 - Схема замены ёмкости со щебнем путём снятия РШР
 Рисунок 5 - Схема замены ёмкости путём смещения, без снятия РШР
Рисунок 5 - Схема замены ёмкости путём смещения, без снятия РШР

Рисунок 6- Схема замены ёмкостей со щебнем при наличии в стенде сразу двух емкостей и без снятия РШР

Рисунок 7- Схема замены ёмкостей со щебнем при наличии в стенде пространства под шпалы
Имеется масса вариантов осуществления перемещения ёмкостей под рельсошпальную решетку с целью замены старого щебня на новый. К примеру можно использовать лебёдку, гидравлическую систему, так же возможен вариант применения цепной передачи. Возможные варианты представлены на рисунках 8.1- 8.3.

Рисунок 8.1- Схема перемещения ёмкостей при помощи лебёдки
Такой способ перемещения ёмкостей прост и надёжен, пожалуй, единственным его недостатком является то, что приходится постоянно перецеплять лебёдку от одной ёмкости к другой.
 Рисунок 8.2- схема перемещения ёмкости с помощью гидроцилиндра
Рисунок 8.2- схема перемещения ёмкости с помощью гидроцилиндра
Преимуществом данного способа является возможность перемещения ёмкости как в одну сторону, так и в другую. Недостатком являются лишь большие размеры гидроцилиндра и увеличенные габариты.

Рисунок 8.3- схема перемещения ёмкости цепной передачей
Так же как и у варианта с применением гидравлической системы, плюсом данного варианта является возможность реверсивного движения ёмкостей. Минусом, пожалуй, является лишь необходимость обеспечения постоянного натяжения цепи и условие хорошего прилегания цепи к гребёнкам установленным под днищем ёмкости.
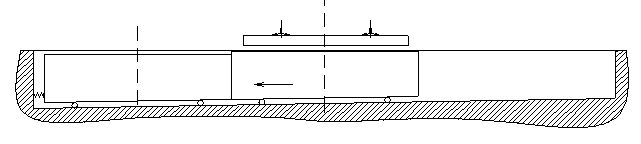 Рисунок 8.4- схема перемещения ёмкостей при установке их на наклонную поверхность
Рисунок 8.4- схема перемещения ёмкостей при установке их на наклонную поверхность
Данный способ представляется наиболее приемлемым, так как является наиболее простым и не требующим установки дополнительного оборудования и затрат энергии. Ещё одним преимуществом над другими методами является дешевизна этого метода.
РАЗРАБОТКА СТЕНДА
Для разработки стенда принят третий вариант замены ёмкостей со щебнем (рисунок 6).
Он представляется более предпочтительным из-за удобства замены подбиваемого балласта. Так же большим преимуществом такого метода является скорость замены щебня под врубкой РШР. При выбранном методе замены щебня возможна одновременная замена ёмкостей со щебнем и обкатка очередной машины.
При обкатке подбивочных блоков щебень, находящийся под шпалами, является более уплотненным, чем щебень в шпальных ящиках. При подбивке же, не имеет смысла подбивать и так уже уплотнённый балласт. Необходимо разрыхлять уплотнённый щебень. Это можно сделать либо при помощи дополнительных устройств, что усложнит работу по производству и эксплуатации стенда, либо перемешать рельсошпальную решётку относительно зон уплотнённого щебня. Можно сдвинуть решётку на щебне, но тогда придётся сдвигать и всю машину на такое же расстояние так как подбойки окажутся над шпалами. Более простым методом является перемещение ёмкости со щебнем при не подвижно-стоящей врубке рельсошпальной решётки. Этот вариант показан на рисунке 9.

Рисунок 9 - Принцип смещения уплотнённого щебня в зону подбивки
Таким образом, после смещения балласта, подбойки машины разбивают уплотнённый щебень, перемещая его под шпалы и уплотняя его там. После завершения процесса подбивки ёмкость возвращается в исходное положение и цикл может быть начат заново.
Определение основных параметров
|
|
|
