 |


Средства контроля и обработки вибросигналов
|
|
|
|
Приборно-измерительные комплексы и аппаратура, применяемые для контроля и обработки вибросигналов, отличаются разнообразием конструктивного исполнения и функциональными возможностями. Общими для всех видов аппаратуры является наличие измерительных преобразователей (ИП) для фиксации параметров вибросигналов, электронных блоков регистрации и обработки вибрационных сигналов и средств коммутации датчиков с электронными блоками. Аппаратура выпускается как одно-, так и многоканальная, стационарная и переносная. Современные переносные приборы выпускаются, как правило, одноканальными и по функциональным возможностям делятся на два класса: приборы-сборщики вибросигналов, позволяющие измерять общий уровень вибрации, записывать, хранить и передавать информацию на компьютер для ее последующей обработки и анализа; приборы, называемые сборщиками-анализаторами, позволяющие дополнительно выполнить анализ формы вибросигнала, его частотный и спектральный анализ с помощью быстрого преобразования Фурье.
Стационарная аппаратура включает базовый компьютер, соединенный линиями связи с ИП, средствами усиления сигналов и преобразования их в цифровую форму. Неотъемлемой частью современных систем вибродиагностики и мониторинга является программное обеспечение для компьютера. Программное обеспечение отличается уровнем сложности и перечнем решаемых задач: сбор, хранение, обработка и анализ информации, выявление и идентификация дефектов, выдача долгосрочного прогноза технического состояния оборудования и др. Самыми сложными являются программы автоматической диагностики, позволяющие наряду с автоматической постановкой диагноза и выдачей прогноза технического состояния оборудования формировать рекомендации по его обслуживанию и ремонту.
|
|
|
Стационарная аппаратура обычно изготовляется многоканальной, позволяющей вести контроль одновременно в ряде характерных точек контролируемого объекта. Для роторных машин большой единичной мощности параллельный многоканальный контроль параметров вибрации в разных (двух-трех) направлениях является обязательным, так как позволяет определить орбиту движения вала в подшипнике (прецессию) и взаимный анализ одновременных спектров. Кроме того, любая система вибрационной диагностики включает в себя датчик оборотов (чаще всего вихретоновый), подключаемый к цифровому входу виброанализатора.
При контроле параметров вибрации используют два метода измерения: кинематический и динамический.
Кинематический метод заключается в том, что измеряют координаты точек объекта относительно выбранной неподвижной системы координат. ИП, основанные на этом методе измерения, называют преобразователями относительной вибрации.
Динамический метод основан на том, что параметры вибрации измеряют относительно искусственной неподвижной системы отсчета. Такие ИП называют преобразователями абсолютной вибрации. Системы измерения вибрации, использующие в качестве искусственной неподвижной системы отсчета инерционный элемент, связанный с объектом через упругий подвес, называют сейсмическими системами.
ИП бывают контактными и бесконтактными, основанными на Разных физических явлениях. По принципу работы ИП абсолютной вибрации разделяют на генераторные и параметрические. Генераторные ИП осуществляют прямое преобразование механической энергии в электрический сигнал. К ним относят пьезоэлектрические, индукционные и др. Источник энергии им не нужен. В параметрических ИП, в отличие от генераторных, происходит изменение соответствующих электрических параметров (сопротивления, емкости, напряжения, индуктивности) под воздействием механических вибрационных колебаний. К параметрическим ИП относят тензорезистор-ные, емкостные, датчики Холла, индуктивные и др. Параметрическим ИП требуется вспомогательный источник энергии.
|
|
|
Для измерения абсолютной вибрации наибольшее распространение нашли генераторные пьезоэлектрические ИП, обладающие высокой надежностью, большим частотным диапазоном и простым конструктивным исполнением (принцип действия пьезоэлементов рассмотрен в 9.4). Для измерения относительной вибрации, например при определении формы орбиты вала в подшипнике скольжения, обычно используются вихретоковые ИП. Перечисленные выше ИП являются контактными и требуют закрепления на исследуемом объекте. При контроле вибрации в труднодоступных местах, в условиях высоких температур, агрессивных сред, повышенной радиации и других специальных условиях могут применяться бесконтактные измерители относительной вибрации. Чаще применяются лазерные бесконтактные ИП.
Наряду с конструктивными особенностями и местом установки на результаты измерений существенное влияние оказывает способ крепления контактных ИП на контролируемом объекте. Соединение ИП с колеблющейся поверхностью имеет определенную упругость, которая, обладая способностью демпфировать энергию колебаний, изменяет уровень и частотный состав вибрации. Поэтому особенности крепления и места установки ИП особо оговариваются в методиках вибродиагностики соответствующих объектов.
Измерения проводят в контрольных точках на элементах машины, которые в максимальной степени реагируют на динамическое состояние, т.е. в которых регистрируемый вибрационный сигнал имеет наибольшую величину. Как правило, такими элементами являются корпуса подшипников. Полную оценку вибрационного состояния крупных агрегатов получают путем измерения вибропараметров в трех взаимно перпендикулярных направлениях (вертикальном, горизонтальном и осевом). Такую оценку обычно производят в период приемочных испытаний и после динамической балансировки машины. В период эксплуатации чаше ограничиваются измерениями в одном или двух направлениях.
|
|
|
При проведении диагностики необходимо учитывать особенности каждого вида оборудования, обусловленные их виброактивностью. Ниже рассматриваются основные особенности виброактивности и вибродиагностические признаки наиболее общих элементов оборудования.
Виброактивность роторов
Ротором называется звено, совершающее вращательное движение. Все машины, имеющие роторы, можно разделить на две группы:
• машины с конструктивно неуравновешенными движущимися частями (поршневые компрессоры, поршневые насосы, качалки
и др.);
• машины с номинально уравновешенными движущимися частями.
Ко второй группе относится большинство роторных машин. Вместе с тем полностью уравновешенных роторов не бывает.
Для снижения вибрации роторы при их изготовлении стремятся максимально сбалансировать, но из-за неточности изготовления и сборки, неоднородности материала, деформации деталей ротора под нагрузкой и при асимметрии теплового поля, износа подшипниковых узлов всякий ротор имеет некоторую неуравновешенность. Неуравновешенность роторов является главной причиной вибрации роторных машин.
При эксплуатации оборудования силы и моменты сил инерции от неуравновешенности ротора возрастают, так как к остаточным дисбалансам в плоскостях опор после балансировки добавляются технологические и эксплуатационные дисбалансы. Это приводит к необходимости балансировать роторы не только при их изготовлении, но также и в процессе ремонта и виброналадки на предприятиях, эксплуатирующих роторные машины. Так, например, ротор центробежного насоса, предварительно уравновешенный на балансировочном станке, в процессе работы насоса может оказаться по ряду причин гидродинамически неуравновешенным: в частности, из-за различия межлопастных объемов при заполнении их технологической жидкостью.
В общем случае дисбалансы роторов в условиях эксплуатации складываются из трех составляющих:
|
|
|

 - дисбаланс ротора при установившейся рабочей скорости машины;
- дисбаланс ротора при установившейся рабочей скорости машины;  - дисбаланс ротора после его балансировки на балансировочном станке (остаточный дисбаланс);
- дисбаланс ротора после его балансировки на балансировочном станке (остаточный дисбаланс);  - сумма технологических дисбалансов, возникающих при присоединении дополнительных элементов к ротору после его уравновешивания (например, зубчатой передачи);
- сумма технологических дисбалансов, возникающих при присоединении дополнительных элементов к ротору после его уравновешивания (например, зубчатой передачи);  - эксплуатационные дисбалансы, дополнительно возникающие при процессе работы;
- эксплуатационные дисбалансы, дополнительно возникающие при процессе работы;  - предельно допустимый эксплуатационный дисбаланс
- предельно допустимый эксплуатационный дисбаланс
Во время вращения неуравновешенность вызывает переменные нагрузки на опорах ротора и его динамический прогиб. Существуют Два основных типа неуравновешенности — статическая и моментная.
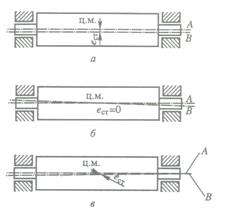
Рис. 2.4. Типы неуравновешенности роторов:
а — статическая; 6 — моментная; в — динамическая
Их различают по взаимному расположению оси вращения и оси инерции ротора А. При статической неуравновешенности ротора (рис. 2.4, а) его ось вращения и главная центральная ось инерции В параллельны, но находятся на некотором расстоянии ест друг от друга. При моментной неуравновешенности (рис. 2.4, б) оси пересекаются в центре масс ротора, поэтому моментная неуравновешенность не обнаруживается при статической балансировке. Наиболее общий случай, когда на роторе одновременно присутствует статическая и моментная неуравновешенности, называется динамической неуравновешенностью (рис. 2.4, в). При динамической неуравновешенности оси инерции и вращения непараллельны и пересекаются или перекрещиваются не в центре масс. Вклад от того или иного типа неуравновешенности определяется следующим правилом: полусумма составляющей вибрации в опорах на частоте вращения ротора определяет вклад от статической неуравновешенности, а полуразность — от моментной.
В зависимости от величины неуравновешенной силы инерции Рк, возникающей при нормальной работе, машины делятся на четыре категории: малой динамичности, средней, большой и очень большой.
Под действием силы FИ ротор в процессе вращения дополнительно получает динамический прогиб у. Закономерность изменения прогиба у рассмотрим на примере идеализированного одномассового ротора с одной степенью свободы в виде невесомого вала с массивным диском, расположенным посередине между подшипниковыми опорами (рис. 2.5, а). Центробежная сила инерции FИ, действующая на такой ротор, уравновешивается силой его упругости Fупр:
где т — масса вращающегося ротора; w — частота вращения ротора; ест — смещение оси инерции ротора (центра масс) относительно оси его вращения; с — коэффициент жесткости ротора.
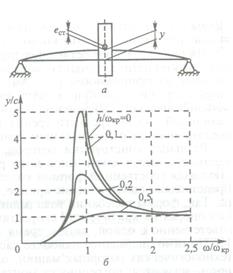
рис. 2.5. Амплитудно-частотная характеристика однодискового неуравновешенного ротора с различным демпфированием:
|
|
|
a — схема ротора; 6 — амплитудно-частотная характеристика
Отсюда

Разделив числитель и знаменатель этого выражения на m и приняв c/m=  кр, получим
кр, получим

Где  - критическая (резонансная) частота вращения идеализированного ротора, при которой его динамический прогиб становится значительным (теоретически бесконечным) и может привести к разрушению ротора.
- критическая (резонансная) частота вращения идеализированного ротора, при которой его динамический прогиб становится значительным (теоретически бесконечным) и может привести к разрушению ротора.
Из анализа последнего выражения следует, что при превышении частотой вращения ротора w ее критического значения wкр динамический прогиб вала уменьшается и его центр масс все больше приближается к оси вращения ротора, т. е. ротор при этом самопентрируется. Описанное явление широко используется в технике. При этом считается, что относительный прогиб у/ест близок к допустимому, если удовлетворяются следующие условия: жесткий ротор  < 0,7 кр; гибкий ротор
< 0,7 кр; гибкий ротор
> 1,3 кр.
Реальные роторы представляют собой, как правило, многомассовые системы, связанные между собой и основанием упругими элементами со многими степенями свободы. К жестким роторам принято относить роторы, у которых  кр, у гибких роторов > 0.4 кр.
кр, у гибких роторов > 0.4 кр.
Кроме того, реальные конструкции обладают свойством демпфирования (рассеяние энергии) колебаний.
На рис. 2.5, б в качестве примера приведены амплитудно-частотная характеристика однодискового неуравновешенного ротора с различным демпфированием [18]. Амплитуда колебаний ротора резко возрастает при снижении степени демпфирования (при уменьшении логарифмического декремента затухания h). Затухание определяется величиной сил внутреннего трения в материале, сопротивлением в соединениях либо специальным демпфером.
Реальные конструкции роторов, имея распределенные массу и жесткость, могут иметь множество резонансных частот, характеризующихся собственной формой колебаний конструкции. Эти формы представляют собой плоские кривые, вращающиеся вокруг оси ротора. Так, формы колебаний вала равного сечения на абсолютно жестких опорах на критических скоростях выглядят в виде синусоид соответственно с одной, двумя, тремя и т.д. полуволнами [18].
Помимо дисбаланса наиболее часто встречающимися дефектами технологических роторных машин, определяющими их виброактивность, являются: погрешности монтажа соединенных с ротором валов, механическое ослабление крепления элементов роторных машин (люфт), дефекты фундамента, повреждение подшипников качения и скольжения, изгиб роторного вала и др.
Для электрических роторных машин причинами повышенной виброактивности дополнительно являются дефекты электромагнитной системы и качество питающей электрической сети. Наличие и «вклад» таких причин определяются по скачкообразному изменению общего уровня вибрации при отключении электрической машины от сети.
Интегральной характеристикой технического состояния технологических роторных машин, диагностическим признаком ряда дефектов, возникающих при монтаже и эксплуатации, является оборотная (роторная) вибрация. Оборотной называется вибрация с частотой, равной частоте вращения ротора. Оборотная гармоническая составляющая вибрации в роторных машинах является преобладающей.
Вибрация ротора передается на подшипники и может быть обнаружена в любой их точке. Измерение вибропараметров (амплитудного или пикового значений виброперемещений и (или) среднего квадратического значения виброскоростей в октавных полосах частот корпусов подшипниковых узлов) производится в трех взаимно перпендикулярных направлениях. Измеренные параметры сопоставляются с допустимыми значениями.
Допустимый уровень вибрации для машин разных классов по ГОСТ ЙСО 10816-4—99 приведен в табл. 2.1. В качестве основного вибропараметра по ГОСТ ИСО 10816-4—99 принято средне квадратическое значение виброскорости, поскольку этот параметр наиболее полно характеризует энергию колебательного процесса. Максимальное значение виброскорости, называемое чаще интенсивностью вибрации, является показателем опасности вибрации. Если виброскорость превышает допустимое значение, то следует идентифицировать дефект с целью его устранения,
Таблица 2.1
| Среднеквадратичная виброскорость, мм/с | Уровень вибрации для машин различных классов по ГОСТ ИСО 10816 – 4 – 97 | |||
| I (малые) | II (средние) | III (большие на жестком основании) | IV (большие на упругом основании) | |
| 0,28 | ||||
| 0,45 | ||||
| 0,71 | ||||
| 1,12 | Хорошо | |||
| 1,8 | ||||
| 2,8 | Удовлетворительно | |||
| 4,5 | ||||
| 7,1 | Неудовлетворительно | |||
| 11,2 | ||||
| Неприемлемо | ||||
Примечание. Класс I — машина с мощностью привода до 15 кВт. Класс II — машина с мощностью привода 15...875 кВт без специального фундамента или до 300 кВт на специальном фундаменте. Класс III — большая машина с вращающимся ротором, смонтированная на мощном фундаменте, который обладает жесткостью в направлении измерения вибраций. Класс IV — большая машина с вращающимся ротором, смонтированная на фундаменте, который обладает малой жесткостью в направлении измерения вибраций. Упругое основание — собственная частота машины+опоры меньше частоты вращения. Жесткое основание — собственная частота машины+опоры больше частоты вращения.
Рассмотрим простейшие вибродиагностические признаки некоторых дефектов роторных машин. Дисбаланс проявляет себя в виде большой амплитуды на оборотной частоте вращения (1х). Амплитуда дисбаланса резко возрастает с увеличением скорости вращения, соответственно увеличивается и частота вибрации.
Дефекты фундамента обнаруживаются за счет разницы величины вибросигнала в разных направлениях. Поскольку машина вследствие установки на фундаменте более податлива в горизонтальном направлении, вибрация в горизонтальном направлении превышает вибрацию в вертикальном. При снижении жесткости фундамента за счет возникновения дефектов амплитуда оборотной частоты ротора увеличивается. Но в отличие от «чистого дисбаланса» рост амплитуды оборотной гармоники происходит только в одном из направлений, а именно в направлении максимального снижения жесткости фундамента.
Соответственно погрешности монтажа соединяемых с ротором валов выявляются следующим образом. Наличие угловой погрешности приводит к увеличению амплитуды на оборотной частоте вращения. Радиальная погрешность повышает вибрацию на двойной частоте вращения (2х). Если при этом пик на частоте 2х составляет менее 50 % от пика 1х, то погрешность небольшая, от 50 % до 150 % — значительная. При превышении пика 2х более 150 % от пика 1х необходима срочная выверка валов и устранение погрешностей монтажа. При большой радиальной погрешности монтажа в спектре могут присутствовать гармоники Зх...10х.
Для некоторых роторных машин, например с гибким ротором, измерение вибрации на неподвижных корпусах подшипников может оказаться недостаточным. В этих случаях осуществляют также измерение вибрации вращающихся роторов. Кроме того, для машин большой мощности используют анализ траектории (прецессии) движения вала в подшипнике.
Помимо измерения виброскорости для машин, работающих в низкочастотном диапазоне (ниже fx по ГОСТ ИСО 10816-4—99), проводят измерения виброперемещения; для машин, работающих в высокочастотном диапазоне (выше fy по ГОСТ ИСО 10816-4-99), проводят измерения виброускорения. В общем случае вибрацию машины можно считать допустимой, если она не превышает допустимые значения по всем вибропараметрам (перемещения, скорости и ускорения).
|
|
|
