 |


Определим число рабочих ходов, метод обработки детали, и припуски на обработку табличным методом
|
|
|
|
Аннотация
Ахметшин Р.Р. Разработка технологического процесса для детали крышка.
Усть-Катав: ЮУрГУ, 2010, 19 с.
Библиография литературы – 6 наименований. 3 листа чертежей ф. А3, 1 лист ф. А4.
После анализа существующего технологического процесса предложен способ установки и закрепления заготовки с помощью кондуктора скальчатого кондуктора на вертикально сверлильном станке мод. 2Н135.
Так же был разработан режущий инструмент, для операции сверление-зенкерование ступенчатого отверстия, исходя из этого, было разработано контрольное приспособление для контроля отверстий, которое представляет собой предельные калибры – пробки, а также для контроля для контроля радиального биения и зажимное устройство.
Содержание
Введение
1. Технологический раздел
1.1 Выбор вида и метода получения заготовки
1.2 Выбор станка
1.3 Определение последовательности обработки поверхностей детали
1.4 Определим число рабочих ходов, метод обработки детали, и припуски на обработку табличным методом
1.5 Формирование операций
1.6 Расчет режимов резания
2. Конструкторский раздел
2.1 Проектирование зажимного приспособления для сверлильно-зенкерной операции
2.2 Проектирование контрольного приспособления
2.3 Проектирование режущего инструмента
Библиографический список
Введение
В данной курсовой работе представлен технологический и конструкторский разделы.
Технологический раздел содержит; анализ технологичности детали и существующего технологического процесса, разработка предлагаемого варианта технологического процесса, выбор вида и метода получения заготовки, определение последовательности обработки поверхностей детали, определение количества переходов, методов обработки поверхностей детали и припуски на обработку табличным методом.
|
|
|
Конструкторский раздел содержит: разработку зажимного устройства, режущего и контрольного приспособления.
Для предложенного технологического процесса был разработан новый технологический процесс, в котором был усовершенствован метод обработки поверхности детали, получение заготовки и количество переходов, что позволило сделать технологический процесс более технологичным.
Технологический раздел
Выбор вида и метода получения заготовки
Для данной детали (крышка) заготовка будет получена методом литья в песчаных формах по (ГОСТ-1412-70) из серого чугуна СЧ-15 [1].
При изготовлении заготовки литьем достигаются размеры близко подходящие к размерам детали (рис. 1), следовательно, уменьшаются припуски и расход металла.
Серый чугун обладает высокими литейными свойствами, хорошо обрабатывается, менее хрупок, имеет хорошие антифрикционные свойства, и в машиностроении его применяют для изготовления отливок и поэтому его называют литейным.
Механические свойства серого чугуна:
σ в=150 Мн/м2
σи=280-320 Мн/м2
σт=500-650 Мн/м2
НВ=163-229.

Рис. 1.1 – Заготовка.
Выбор станка
Выбираем станок по Справочнику технолога-машиностроителя вертикально сверлильный станок 2Н135
Технические характеристики

Определение последовательности обработки поверхностей детали
Определение основных и вспомогательных баз:
Деталь базируется по базе А на фланце по внутреннему диаметру обработанной выточки и по базе Б, подрезанному торцу (рис. 1.3).
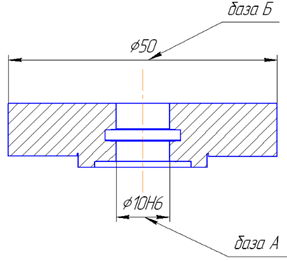
Рис. 1.3 – Основная и вспомогательная базы.
Примем за основную базовую поверхность диаметром 50 (Rz=20; 8-11 квалитет).
Функциональными поверхностями у детали будут являться поверхности диаметрами 12 и 8 (Rz=40; 8-11 квалитет), все остальные поверхности будут вспомогательными.
|
|
|
000-Заготовительная
005-Токарная
010-Сверлильно-зенкерная
015-Токарная
Определим число рабочих ходов, метод обработки детали, и припуски на обработку табличным методом
Обработка отверстия диаметром 8 и 12 сверление и зенкерование (Rz=40; 8-11 квалитет) сверло-зенкером Р9К5 по ГОСТ 19265-73.
Формирование операций
010. Сверление-зенкерование.
Станок 2Н135 – вертикально сверлильный.
1.Сверление и зенкерование диаметра 8 и 12 Rz=40.
Расчет режимов резания
На вертикаль сверлильном станке 2Н135 зенкеруют предварительно обработанное сквозное отверстие диаметром равным 8 до диаметра равным 12 на глубину 5 мм [2].
Обработка происходит без охлаждения.
1.Глубина резания
T=D-d/2=12-8/2=2 мм.
2.Назначаем подачу
Для чугуна с НВ до 229 по 1 группе подач Sо=1.1-1.3 мм/об, корректируем подачу по станку Sо=1.12мм/об.
3.Установление периода стойкости инструмента в минутах
Т=60мин. Допустимый износ твердосплавного зенкера по задней поверхности h=1.4мм.
4.Определим скорость главного движения резания.
Допускаемую режущими свойствами сверла и зенкера
Vтабл.=68м/мин. Для заданных условий обработки поправочный коэффицент на скорость равен единице, поэтому Vи=Vтабл=68м/мин.(1,13м/с).
5.Определим частоту вращения шпинделя.
Соответствует найденной скорости главного движения резания
N=1000*Vи/П*D=1000*68/3.12*12=537мин-1.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения шпинделя ng=500мин-1.
6.Действительная скорость главного движения резания.
Vg=П*D*ng/1000=3.14*12*500/1000=19.5м/мин.(=0,93м/с).
7.Определим мощность затрачиваемую на резание.
Nтабл.=3,0кВТ. Коэффиценты на мощность не приведены, следовательно Nрез.=Nтабл.=3,0кВТ.
8.Определим основное время.
То=L/n*Sо=12/500*1,12=0,02мин.
Конструкторский раздел
|
|
|
