 |


Вопрос 57. Технология газовой сварки
|
|
|
|
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.

Рисунок. Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Строение пламени при газовой сварке
В своем сечении пламя состоит из трех зон (см. рисунок ниже):
-ядро пламени (А),
-восстановительная зона (Б),
-факел пламени (В).
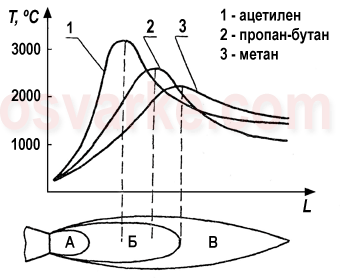
Рисунок. Строение газового пламени и распределение температур по его сечению
Максимальное значение температуры пламя имеет после ядра, в восстановительной зоне. В связи с этим именно в этой зоне должны находиться присадочный пруток и расплавляемые кромки металла. При использовании вместо ацетилена других горючих газов температура пламени снижается. Температура пламени зависит также от пропорции, в которой смешиваются кислород и горючий газ.
Технология газовой сварки
Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:
|
|
|
Va = (100–150)δ л/ч
При сварке меди, вследствие ее более высокой теплопроводности:
Va = (150–200)δ л/ч
Угол наклона мундштука горелки по отношению к плоскости изделия также зависит от толщины и теплофизических свойств металла. С изменением толщины стали от 1 до 15 мм угол наклона мундштука изменяется в пределах 10–80°.
Таблица. Изменение угла наклона мундштука при газовой сварке в зависимости от толщины стали
δ, мм до 1 1-3 3-5 5-7 7-10 10-12 12-15 > 15
α, ° 10 20 30 40 50 60 70 80
В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80-90°). Затем он уменьшается.
Диаметр присадочного прутка выбирают в зависимости от толщины металла, пользуясь соотношением:
d = δ/2 ÷ δ/2 + 1 мм
В зависимости от техники выполнения сварки различают правый и левый способы.

Рисунок. Правый (А) и левый (Б) способы газовой сварки
При правом способе газовой сварки пламя сварочной горелки направлено на шов, и процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка.
При левом способе газовой сварки пламя направлено от шва и процесс сварки ведется справа налево. Горелка перемещается за присадочным прутком.
При правом способе газовой сварки обеспечивается лучшая защита сварочной ванны, ниже расход газов, меньшая скорость охлаждения шва. При левом способе лучше формирование шва, так как сварщик хорошо видит процесс сварки. При толщине металла до 3 мм более производителен левый способ, при больших толщинах – правый.
|
|
|
Преимущества газовой сварки
Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки газовой сварки
Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется.
|
|
|
