 |


Оборудование для ВТО
|
|
|
|
Существует три способа ВТО [14, с. 152–162].
Утюжка (глажение) – способ, при котором гладящая поверхность перемещается по ткани под некоторым давлением.
Прессование – способ, при котором ткань сжимается между двумя горячими, но не перемещающимися поверхностями.
Пропаривание – способ, при котором давление на ткань производится паром без воздействия горячей поверхности. В этом случае в качестве оборудования используются либо отпариватели, либо паровоздушные манекены.
Оборудование для ВТО разделяют на пять основных групп: универсальное прессовое оборудование, специальное прессовое оборудование, гладильные столы, утюги, вспомогательное оборудование.
Утюги применяют для выполнения ВТО на труднодоступных участках швейных изделий как в процессе его изготовления, так и при окончательной отделке. Отличаются утюги по весу: (для платьево-блузочного ассортимента – 3–5 кг); для пальтово-костюмного ассортимента – 6–8 кг) и способу нагрева (электрические, паровые, электропаровые). Соблюдение температурного режима ВТО осуществляется благодаря утюгам с терморегулятором. Например, электрический утюг У-3 массой 3 кг (ЗАО «Ростовский-на-Дону завод «АГАТ»»); электрические утюги фирмы «Макпи» (Италия) массой 1,0, 1,25, 1,5, 2,7 и 3,5 кг.
В электропаровых утюгах (рисунок 3.2) для увлажнения полуфабриката по специальному шлангу подводится пар, а для повышения температуры нагревания гладильной поверхности утюга устанавливаются электронагревательные элементы [11, с. 154–153]. Для таких утюгов требуется устанавливать централизованные или индивидуальные парообразователи. Например, электропаровые утюги: УПП-М массой 2,5 кг (Орловский опытно-экспериментальный завод «Легмаш»), УТП-2ЭП (ЗАО «Ростовский-на-Дону завод «АГАТ»») массой 3 кг; утюги модели 028–035фирмы «Макпи» (Италия), серий HDи HN фирмы «Файт» (Германия), серии УС фирмы «Ротонди» (Италия).
|
|
|
В утюгах с паровым обогревом нагревание материала и увлажнение полуфабриката осуществляются паром, подводимым по специальному шлангу к утюгу. Например, в паровых утюгах фирмы «Макпи» (Италия) массой 1,2 и 1,6 кг.
Для повышения производительности труда и улучшения качества обработки изделия при выполнении влажно-тепловых работ применяют различные приспособления: пульверизаторы, проутюжильники, формы для гладильных столов. Формы используют при работе с ручными утюгами (рисунок 3.3) для приутюживания отдельных участков изделия в процессе его обработки.



а б в г
Рисунок 3.2 – Электропаровые утюги: а – маркиTCM-108 (производитель TACHIMOTO, Китай); в – марки2F, узкий (производитель Италия); б, г – подошва утюга с отверстиями для подачи пара

а б в

г д
Рисунок 3.3 – Формы для гладильных столов: а – для приутюживания воротников; б – для приутюживания окатов втачных рукавов; в – для приутюживания окатов рукавов покроя реглан; г – для разутюживания швов и приутюживания цилиндрических деталей; д – универсальная овальная форма;
Применение прессов дает возможность механизировать наиболее трудоемкие операции ВТО, повысить производительность труда, улучшить качество обработки и облегчить труд исполнителей [11, с. 167–177]. Прессы различаются:
– по давлению между подушками (легкие (давление до 14,5 кН), средние (давление до 29,5 кН) и тяжелые (давление более 29,5 кН);
– по типу привода (гидравлические, пневматические, электромеханические);
– по типу нагрева (электрические, электропаровые);
– по назначению (универсальные и специальные).
Все прессы приводятся в действие нажатием двух пусковых кнопок. Для нагрева подушек применяют пар или электронагревательные элементы: спиральные, трубчатые (ТЭН) и полупроводниковые. Применяются прессы для внутрипроцессной и окончательной ВТО изделий.
|
|
|
Пневматические прессы (например, пресс марки ППУ-2) предназначены для эксплуатации на предприятиях с централизованным снабжением сжатого воздуха, пара и вакуума. К недостаткам пневматического пресса относят низкую маневренность, необходимость установки дорогостоящей и повышающей эксплуатационные расходы компрессорной станции, а также выбрасывание в помещение сжатого воздуха, ухудшающего гигиенические условия работы. Электромеханические прессы имеют большую маневренность, сравнительно бесшумный привод. Гидравлические прессы позволяют получать высокое давление между подушками, имеют большую маневренность. Для закрывания верхней и нижней подушек и создания необходимого усилия прессования используется индивидуальный гидравлический привод.
Широкое распространение в промышленности получили электропаровые прессы (например, дублирующие прессы 334.03 и 334.04 фирмы «Макпи», Италия). Пар обеспечивает увлажнение обрабатываемых деталей, а электрический нагрев – необходимую температуру. При обработке изделий на электропаровых прессах с вакуумным отсосом остаточной влаги значительно повышается качество ВТО.
К группе специальных прессов относятся прессы, на которых выполняют операции определенного назначения (рисунок 3.4). Например, прессы для сутюживания посадки по проймам рукавов, для приутюживания манжет мужских сорочек, пресс для обработки стана мужских сорочек, пресс для обработки воротников и манжет мужских сорочек и др.При изготовлении платьев и белья используют также настольные фальцпрессы для загибания краев деталей (планок, застежек, накладных карманов и т. д.).
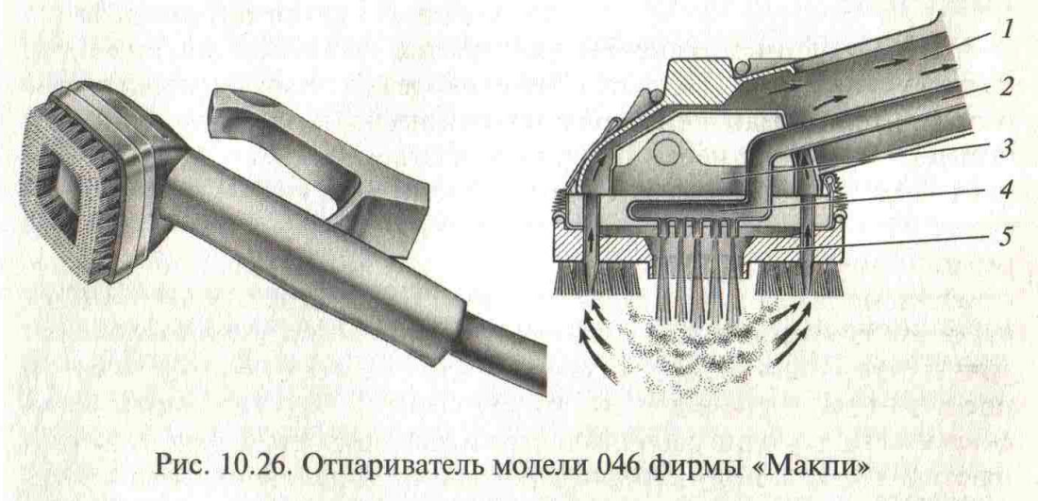
Изделия отпаривают с помощью отпарочных аппаратов (рисунок 3.5) и паровоздушных манекенов (рисунок 3.6), благодаря которым не только снимаются ласы, но и выравниваются замины и сгибы, имеющиеся на изделии.
Утюжильные столы – один из наиболее распространенных и простых по конструкции видов оборудования. По конструкции различают утюжильные столы с установкой основной гладильной подушки на центральной опоре и с установкой ее консольно. Утюжильные столы изготавливают из металла со специальным покрытием из перфорированной пенной резины и обтягивают современными материалами (рисунок 3.7а) [10, с. 162–167].
|
|
|

а


б в
Рисунок 3.4 – Специальные прессы: а – пресс для приутюживания воротника и манжет мужской сорочки; б – пресс CXG-347для заутюживания воротника и лацканов пиджака (производитель QUICK, Китай); в – пресс CYE-116.117 для заутюживания плеч пиджака (производитель QUICK, Китай)
а б
Рисунок 3.5 – Отпариватель модели 046 фирмы «Макпи»: а – внешний вид; б – внутреннее устройство: 1 – всасывающая труба; 2 – шланг подачи пара; 3 – элемент электронагрева; 4 – камера перегрева пара; 5 – съемная щетка


а б
Рисунок 3.6 – Паровоздушные манекены: а – для брюк, б – для плечевой одежды пальтово-костюмного ассортимента

а б
Рисунок 3.7 – Утюжильные столы: а – утюжильный стол марки DL-1600 («GOLD EAGLE», Китай); б – гладильная установка модели QFTP-M900 («QUICK», Китай) для разутюживания боковых и шаговых швов брюк
Гладильные столы в комплекте с утюгами применяют для внутрипроцессной ВТО швейных изделий (рисунок 3.7б).
ВТО должна производиться в соответствии с установленными режимами. Несоблюдение режимов приводит к браку: появляются ласы, опалы, тепловая усадка, оплавление ворса, пятна, изменение цвета. Качество ВТО в значительной мере зависит от состояния оборудования.
Контрольные вопросы и задания
1. В чем заключается ВТО деталей?
2. Назовите стадии ВТО.
3. Дайте характеристику параметрам ВТО.
4. Назовите операции ВТО.
5. С помощью какой операции можно получить выпуклую форму детали?
6. С помощью какой операции можно получить вогнутую форму детали?
7. Что такое прессование и отпаривание?
8. Какие виды утюгов применяются для ВТО изделий?
9. Назовите способы формообразования деталей.
10. В каких случаях применяются утюги?
11. Назовите оборудование, применяемое для снятия лас.
12. Назовите виды прессов?
13. На каком оборудовании выполняется окончательная ВТО?
|
|
|
