 |


Краткие сведения о корригировании зацеплений
|
|
|
|
3.20. Форма эвольвентного профиля зубьев при заданном угле инструмента а и модуле зависит от числа зубьев z (рис. 3.23): с уменьшением числа зубьев увеличивается кривизна эвольвентного профиля и соответственно уменьшается толщина зубьев у основания и вершины.
Если число зубьев z меньше некоторого предельного значения zmin, то при нарезании зубьев происходит подрезание ножек зуба (рис. 3.23, z= 10), з результате чего в опасном сечении зуб значительно ослабляется, снижается его прочность на изгиб, а также уменьшается рабочая часть ножки, что увеличивает изнашивание зубьев и уменьшает коэффициент их перекрытия.
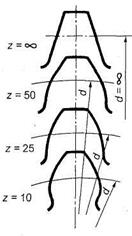
Рис 3.23. Формы зубьев эвольвентного профиля
Минимальное число зубьев шестерни, у которой исключено подрезание зубьев, без сдвига инструмента реечного типа, определяется по формуле Zmin = 2/sin2α, где α — угол профиля зуба рейки. Для стандартного зацепления αω = 20°, zmin = 17. При больших окружных скоростях передачи для уменьшения шума для гедукторов принимают число зубьев шестерни z = 20 ÷ 30.
Для устранения явлений подрезания зубьев и улучшения параметров передачи применяют корригирование. Корригирование зубьев производят на обычных станках стандартным инструментом. Разница в изготовлении зубчатых колес с некорригированными: корригированными зубьями заключается в том, -то для последних инструмент устанавливают с некоторым дополнительным смещением по отношению к оси заготовки.
При этом по сравнению с нормальным эволь-ггнтным зацеплением профили корригированных:;.оьев получаются другими, т. е. используются для данной передачи более выгодные участки эвольвен- ты той же основной окружности. Соответственно заготовки этих колес должны быть измененного диаметра.
|
|
|
В каких случаях наблюдается подрезание зубьев?
3.21. Коррекция зацепления может быть высотной или угловой. Осуществляется она смещением инструментальной рейки (рис. 3.24) на размер x при нарезании зубьев (положительное смещение рейки — от центра зубчатого колеса, отрицательное — к центру).

Рис. 3.24. Профили корригированных колес
Высотное корригирование. Шестерню изготовляют с положительным коэффициентом смещения X1, а колесо с отрицательным — X2. Суммарный коэффициент смещения X∑ = X1 + X2 = 0. При высотной коррекции изменяется соотношение между высотой головки ножки зубьев, общая же высота зубьев не изменяется. Межосевое расстояние аω и угол зацепления a ω также остаются неизменными.
Угловое корригирование отличается от высотного тем, что X∑ ≠ 0. При X∑X1 > 0 и Х2 > 0 толщина зубьев по делительным окружностям s, и диаметры вершин зубьев da увеличатся как у шестерни, так и у колеса. Для обеспечения нормального зацепления колеса необходимо раздвинуть на величину ∆ a ω (при этом начальные окружности отличаются от делительных). При увеличении межосевого расстояния аω угол зацепления аω возрастает. Угловое корригирование имеет значительно большие возможности, чем высотное, поэтому применяется чаще.
Более подробные сведения по корригированию зацепления приведены в специальной литературе [1].
Покажите на рис. 3.24 положительное и отрицательное смещение инструмента. Опишите результаты положительного смещения.
Виды разрушений зубьев
3.22. Правильно спроектированная и изготовленная передача при выполнении всех правил эксплуатации не должна перегреваться и производить при работе сильного шума. Появление значительного перегрева и чрезмерного шума свидетельствует о недостатках в работе передачи, связанных с ее конструкцией, изготовлением, неправильным выбором смазочного ма териала или возможными повреждениями зубьев. Наблюдаются следующие виды разрушения зубьев: пластическая деформация рабочих поверхностей, их поломка, изнашивание, заедание, выкрашивание рабочих поверхностей. Перечислите основные внешние признаки, характеризующее нарушение нормального работоспособного состояния зубчатой передачи.
|
|
|
3.23. Поломка зубьев. Этот вид разрушения зубьев полностью выводит передачу из строя. Чаще поломка наблюдается у основания зуба (рис. 3.25) вследствие периодического действия переменной нагрузки F, а также в результате значительной кратковременной перегрузки (ударной нагрузки). Если зуб работает одной стороной, то первоначальная трещина, как правило, образуется в зоне растяжения. Трещина распространяется вдоль основания ножки зуба, а иногда к его вершине или по какой-то рабочей части зуба.

Трещины
Рис. 3.25. Виды разрушений зубьев. Излом зуба
Долговечность зубьев можно повысить, увеличив прочность основания зуба и уменьшив концентрацию напряжений в опасном сечении, увеличив модуль передачи.
К какому виду разрушения может привести действие на зуб переменной нагрузки?
Какие конструктивные мероприятия можно рекомендовать для повышения сопротивления зубьев на излом?
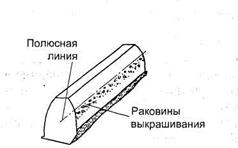
3.24. Выкрашивание рабочих поверхностей зубьев. Этот вид повреждения зубьев нарушает нормальную работу всей передачи, но не выводит ее из строя полностью. Чаще это повреждение наблюдается в закрытых передачах, работающих при обилии смазочного материала. Выкрашивание поверхности зубьев возникает на ножках зубьев колес вблизи полюсной линии (рис. 3.26). Смазочный материал, который заходит в микротрещины, находясь под действием внешнего давления (при работе передачи), расклинивает трещины. Повторяясь, такие действия приводят к откалыванию части металла (рис. 3.27). Диаметр ямок выкрашивания (оспинок) доходит до 2—5 мм. Установлено, что чем тверже поверхности зубьев и чем меньше шероховатость их поверхностей, тем большую нагрузку они могут выдерживать без опасности возникновения выкрашивания. Более вязкой масло способно лучше гасить динамические нагрузки на зубья и тем самым уменьшать выкрашивание поверхности зубьев.
|
|
|

|
|
Рис. 3.26. Виды разрушений зубьев. Усталостное выкрашивание
Рис. 3.27. Процесс образования усталостных раковин в закрытой передаче
В открытых передачах выкрашивание наблюдается очень редко, так как поверхностный слой, в котором возникают начальные трегцины, истирается раньше, чем в нем успевает произойти усталостное выкрашивание.
Как увеличить сопротивляемость зубьев выкрашиванию рабочих поверхностей?
3.25. Изнашивание зубьев чаще наблюдается в открытых передачах, чем в закрытых, заключается в истирании рабочих поверхностей (рис. 3.28) вследствие попадания в зону зацепления металлических частиц, пыли, грязи (абразивное изнашивание).

Рис. 3.28. Процесс изнашивания зубьев в открытых передачах
Изнашивание может начаться также в результате недостаточно гладкой поверхности у новой передачи и продолжаться до сглаживания неровностей рабочих поверхностей зубьев.
|
|
|
