 |


Обработка металлов резаньем
|
|
|
|
Обработка металлов давлением
1) Прокатка
2) Волочение
3) Ковка и штамповка
4) Прессование
Литейное производство
1) Литьё в песчано-глинистую форму
2) Литьё в кокиль
3) Литьё под давлением
4) Литьё в оболочковые формы
5) Литьё по выплавляемым моделям
Технология сварочного производства
1) Электродуговая сварка
2) Газовая сварка
3) Электроконтактная сварка
Обработка металлов резаньем
1) Токарный станок
2) Фрезерный станок
3) Шлифовальный станок
4) Сверлильный станок
Обработка металлов давлением
Прокатка металла
Прокатка металлов является таким видом пластической обработки, когда исходная заготовка обжимается вращающимися валками прокатного стана в целях уменьшения поперечного сечения заготовки и придания ей заданной формы. Существует три основных способа прокатки:
- продольная,
- поперечная,
- поперечно-винтовая (или косая).
При продольной прокатке деформирование заготовки осуществляется между вращающимися в разные стороны валками. Оси прокатных валков и обрабатываемой заготовки параллельны (или пересекаются под небольшим углом). Оба валка вращаются в одном направлении, а заготовка круглого сечения — в противоположном.
В процессе поперечной прокатки обрабатываемая заготовка удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечиваются соответствующей профилировкой валков и изменением расстояния между ними. Данным способом производят изделия, представляющие собой тела вращения (шары, оси, шестерни и пр.).
Поперечно-винтовая или косая прокатка выполняется во вращающихся в одном направлении валках, установленных в прокатной клети под некоторым углом друг к другу. Станы косой прокатки используют при производстве труб, главным образом для прошивки слитка или заготовки в гильзу. В момент соприкосновения металла с вращающимися валками, имеющими наклон к оси обрабатываемой заготовки, возникают силы, направленные вдоль оси заготовки, и силы, направленные по касательной к ее поперечному сечению. Совместное действие этих сил обеспечивает вращение, втягивание обрабатываемой заготовки в суживающуюся щель и деформирование.
|
|
|
К основным технологическим операциям любой технологической схемы производства проката следует отнести: подготовку исходных материалов; нагрев перед прокаткой (кроме холодной прокатки, когда, однако, часто требуется другая операция — соответствующая термическая обработка); горячую и холодную прокатку; калибровку и производство гнутых профилей; отделку с операциями резки, правки, термической обработки, удаления поверхностных дефектов, травления и пр. 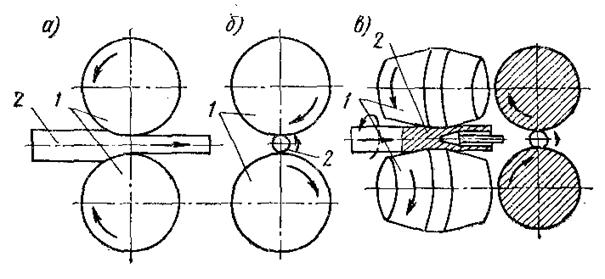
Волочение металла
Волочение металла — это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения которого меньше площади сечения исходного изделия. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемой заготовки. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных размеров и трубы разнообразных сечений.
Обработка металла волочением находит широкое применение в металлургической, кабельной и машиностроительной промышленности. Волочением получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, причем не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Волочением обрабатывают стали разнообразного химического состава, прецизионные сплавы, а также практически все цветные металлы (золото, серебро, медь, алюминий, и др.) и их сплавы. Изделия, полученные волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения. Если изделию требуется придать в основном эти характеристики, то такой вид обработки называют калибровкой.
|
|
|
Волочение чаще всего выполняют при комнатной температуре, когда пластическую деформацию большинства металлов сопровождает наклеп. Это свойство в совокупности с термической обработкой, используют для повышения некоторых механических характеристик металла. Так, например, арматурная проволока диаметром 3…12 мм из углеродистой конструкционной, стали (0,70…0,90%С) при производстве ее волочением обеспечивает предел прочности 1400… 1900 Мпа и предел текучести 1200… 1500 Мпа.
В качестве исходного материала для волочения применяют катаную и прессованную заготовки. При производстве алюминиевой, медной и другой проволоки в качестве исходной заготовки используют катанку, получаемую непосредственно из плавильной печи через кристаллизатор и непрерывный прокатный стан. Независимо от способа получения исходная заготовка перед волочением проходит тщательную предварительную подготовку, которая заключается в проведении того или иного вида термической обработки, удалении окалины и подготовке поверхности для закрепления и удержания на ней смазки в процессе волочения. Эти предварительные операции обеспечивают нормальное выполнение пластической деформации в волочильном отверстии, способствуют получению высокого качества поверхности изделия, уменьшают усилие и энергию на волочение и снижают износ волочильного инструмента.
Термическая обработка металла перед волочением снимает наклеп, придает металлу необходимые пластические свойства, обеспечивает получение наиболее оптимальной структуры. Поэтому термическую обработку выбирают такой, чтобы в сочетании с пластической деформацией она обеспечивала максимальные механические и другие характеристики обрабатываемого изделия. В зависимости от химического состава металла и назначения продукта волочения применяют отжиг, нормализацию, закалку, патентирование. Патентирование применяют для углеродистых сталей. Процесс патентирования состоит в нагреве металла выше критической точки и охлаждении его в среде с температурой 450…500°С. В качестве такой закалочной среды используют расплавленный свинец или соли.
|
|
|
При производстве проволоки и прутков волочением большое внимание уделяют подготовке поверхности продукта обработки перед волочением. Удаление окалины в калибровочных и волочильных цехах производят механическим, химическим и электрохимическим способами, а также комбинациями этих способов. При механической очистке поверхности от окалины проволоку или пруток подвергают периодическим перегибам в разных плоскостях между роликами, после чего металл поступает на завершающую очистку стальными щетками. Такой способ экономически целесообразен, пригоден для очистки поверхности главным образом из углеродистой стали, окалина которой при перегибах сравнительно легко разрушается и опадает. Из механических способов, обеспечивающих достаточно успешную очистку поверхности металла, находит применение дробеструйная обработка. Под действием ударов дроби из отбеленного чугуна. Стального литья или высокопрочной мелко нарезанной стальной проволоки окалина на поверхности обрабатываемого изделия разрыхляется и удаляется. Этот способ очистки поверхности металла от окалины во многих случаях не требует дополнительного травления и наиболее часто применяется в калибровочных цехах.
Химические способы удаления окалины получили широкое распространение благодаря своей надежности, хотя они менее экономичны по сравнению с механическими способами. Травление углеродистых и ряда легированных сталей производят в серной или соляной кислотах. Высоколегированные стали (кислотоупорные, нержавеющие и др.) травят в смесях кислот (серная и соляная, серная и азотная и др.). Медь и ее сплавы травят в 5…10%-ной серной кислоте при температуре 30…60°С. Травление металла в кислотах для очистки от окалины обычно производят с добавлением в ванну присадок (ингибиторов травления), которые значительно уменьшают скорость растворения основного металла, но не влияют на скорость растворения окалины, что предотвращает перетравливание. Кроме того, присадки снижают диффузию водорода (Н2) в металл, уменьшают загазованность травильных отделений, улучшают условия труда.
|
|
|
Непосредственно после травления металл тщательно промывают для удаления остатков раствора кислоты, солей железа, шлама, травильной присадки, грязи. Промывку производят немедленно после травления, так как задержка ведет к высыханию травильной жидкости и выделению труднорастворимых солей железа. Обычно промывку ведут сначала в горячей воде, что обеспечивает интенсивное растворение солей, а затем для лучшего удаления шлама — в струе холодной воды из шланга под давлением около 0,7 Мпа.
После удаления окалины наносят подсмазочный слой, который должен хорошо удерживать смазку при волочении и способствовать предохранению налипания металла на рабочую поверхность волоки.
После травления, промывки, нанесения подсмазочного слоя металл сушат в специальных камерах при циркуляции воздуха температурой 300…350°С. Сушка удаляет влагу, а также устраняет возможную травильную (водородную) хрупкость, которая может возникнуть от того, что часть водорода, образующегося при травлении, диффундирует в металл и вызывает ухудшение его пластических свойств.
Все операции по подготовке поверхности металла к волочению выполняют в специальном изолированном помещении. Для травления и обработки поверхности проволоки и прутков существуют травильные машины периодического и непрерывного действия. Обработка в машинах непрерывного действия обеспечивает быстрое и равномерное травление изделий любых сечений. Этот способ является наиболее прогрессивным, так как в непрерывном процессе можно сочетать термическую обработку, удаление окалины и нанесение подсмазочного слоя. Такая поточная обработка обеспечивает полную автоматизацию процесса, повышает качество металла, снижает трудоемкость операций.
Ковка и штамповка металла
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в холодном состоянии.
Ковка- как правило, высокотемпературная обработка давлением различных металлов, нагретых до ковочной температуры. Особым видом ковки является холодная ковка, осуществляемая без нагрева деформируемого металла.
Штамповка (штампование) — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). Примером листовой штамповки является процесс пробивания листового металла, в результате которого получают перфорированный металл (перфолист). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.
|
|
|
Прессование металла
Прессование металла — это вытеснение с помощью пуансона металла исходной заготовки (чаще всего цилиндрической формы), помещенной в контейнер, через отверстие матрицы.
Этот способ пластической обработки находит широкое применение при деформировании как в горячем, так и в холодном состоянии металлов, имеющих не только высокую податливость, но и обладающих значительной природной жесткостью, а также в одинаковой мере применим для обработки металлических порошков и неметаллических материалов (пластмасс и др.).
К основным преимуществам прессования металла относятся: возможность успешной пластической обработки с высокими вытяжками, в том числе малопластичных металлов и сплавов; возможность получения практически любого поперечного сечения изделия, что при обработке металла другими способами не всегда удается; получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы; производство изделий с высокими качеством поверхности и точностью размеров поперечного сечения, что во многих случаях превышает принятую точность при пластической обработке металла другими способами (например, при прокатке). К недостаткам получения изделий прессованием следует отнести:
· повышенный расход металла на единицу, изделия из-за существенных потерь в виде пресс-остатка;
· появление в некоторых случаях заметной неравномерности механических и других свойств по длине и поперечному сечению изделия;
· сравнительно высокую стоимость прессового инструмента.
Основным признаком разновидностей процесса прессования является наличие или отсутствие поступательного перемещения металла относительно стенок приемника (контейнера), за исключением небольших участков вблизи матрицы, называемых мертвыми зонами, где перемещение металла отсутствует. Наряду с наиболее распространенным методом прессования. С прямым истечением, которое используется для получения сплошных и полых изделий, широкое применение получил обратный (обращенный) метод, а также другие схемы истечения металла.Каждый из этих методов имеет определенные преимущества. Процесс прессования выполняется в условиях неравномерного всестороннего сжатия металла, что положительно сказывается на увеличении его пластичности. Поэтому прессованием можно обрабатывать металлы и сплавы с низкой природной пластичностью. Однако трехосное сжатие вызывает необходимость значительных усилий при обработке. Поэтому прессование требует повышенного расхода энергии на единицу объема деформируемого тела.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Литьё в песчано-глинистую форму
Литьё в песчано-глинистые формы имеет наиболее широкое применение в машиностроении, где составляет от 60 до 90% от общего объёма производства литых заготовок. В зависимости от вида сплава, массы и габаритов отливки, а также от типа производства применяют сырые, сухие или подсушенные песчано-глинистые формы. В массовом производстве применяют, как правило, сырые формы.
Устройство песчаной формы
Литейная песчаная форма является разъёмной и в большинстве случаев состоит из двух полуформ. Плоскость, разделяющая эти полуформы, называется плоскостью разъёма формы. Она может быть горизонтальной или вертикальной. Большинство литейных форм имеет горизонтальную плоскость разъёма. Такие формы, соответственно, состоят из верхней и нижней полуформ. Внутри формы, собранной из двух полуформ, располагают рабочую полость, получаемую с помощью специального инструмента – литейной модели. В рабочую полость формы заливают расплавленный металл. Наличие двух полуформ определяется необходимостью извлечения из формы модели (моделей) после уплотнения формовочной смеси, а также для размещения в плоскости разъёма каналов литниковой системы. При этом формовочная смесь уплотняется в специальных металлических рамках, называемых опоками. Бывают также и безопочные формы. Для получения в отливке отверстий и внутренних полостей применяют литейные песчаные стержни, которые изготавливают отдельно от полуформ (из стержневой смеси), высушивают или отверждают химическим способом и вставляют в форму при её сборке. Таким образом наружные очертания рабочей полости определяются конфигурацией модели, а внутренние – конфигурацией литейных стержней. В некоторых случаях стержни используются и для формирования наружной поверхности отливки. При извлечении отливки из формы песчаные стержни разрушаются, то есть также являются разовыми. Для сложных отливок количество стержней может достигать нескольких десятков (рис.2.2).
Для установки и фиксации в форме стержни снабжают специальными опорными элементами, называемыми знаками. Знаки выходят за границы отливки и являются продолжением тех частей стержня, которые формируют в отливках отверстия. По расположению в форме знаки бывают вертикальными и горизонтальными. Вертикальные знаки имеют уклон 10°- 15°, горизонтальные – либо без уклона, либо с уклоном в тех же пределах.
Длина знака зависит от его поперечного сечения и массы стержня и составляет от 20 до 100мм. Между знаками стержня и знаками формы предусматривают зазоры(0,3-2мм).
Для установки и фиксации в форме стержни снабжают специальными опорными элементами, называемыми знаками. Знаки выходят за границы отливки и являются продолжением тех частей стержня, которые формируют в отливках отверстия. По расположению в форме знаки бывают вертикальными и горизонтальными. Вертикальные знаки имеют уклон 10°- 15°, горизонтальные – либо без уклона, либо с уклоном в тех же пределах. Длина знака зависит от его поперечного сечения и массы стержня и составляет от 20 до 100мм. Между знаками стержня и знаками формы предусматривают зазоры(0,3-2мм).
Форма заполняется расплавленным металлом через систему каналов, называемую литниковой системой. Литниковая система включает: литниковую чашу, стояк, зумпф, шлакоуловитель, питатели, выпоры, прибыли и другие элементы.
При заливке в форму расплавленный металл из разливочного ковша попадает в чашу. Литниковую чашу располагают либо в верхней части верхней полуформы, либо изготавливают отдельно и устанавливают на форму сверху.
По стояку металл течёт к плоскости разъёма формы, после чего попадает в горизонтальный канал, называемый шлакоуловителем. Шлакоуловитель располагают в верхней полуформе. Его назначение – подвод жидкого металла к питателям, а также улавливание частичек шлака и неметаллических включений. Под стояком, в нижней полуформе, делают углубление со сферической поверхностью, которое называется зумпф. Зумпф предотвращает размыв формы при изменении направления движения металла.
Из шлакоуловителя металл переходит в питатели, по которым попадает в рабочую полость литейной формы. Количество питателей в форме может достигать нескольких десятков. Питатели располагаются в нижней полуформе. По мере заполнения литейной формы металлом находящийся в рабочей полости формы воздух оттесняется кверху. Для отвода воздуха из формы в момент заливки служат выпоры – вертикальные каналы в верхней части рабочей полости.
Для предотвращения усадочных раковин в массивных частях отливки в форме создают прибыли – специальные полости, расширяющиеся кверху, в которых заливаемый металл затвердевает позднее, чем в отливке, благодаря чему усадочная раковина «переходит» в прибыль (рис.2.3). Обычно прибыли применяют при заливке в форму сплавов, усадка которых более 1% (сталь, цветные сплавы).
На литниковую систему расходуется значительная доля заливаемого в форму металла. Выход годного, то есть отношение массы металла отливки к массе залитого металла, выраженное в процентах, для различных сплавов может составлять от 75-80% (для чугунных отливок) до 50% (для стали и цветных сплавов).
При заливке жидкого металла в форме возникают гидростатическое и гидродинамическое давления, в результате чего верхняя полуформа может приподняться. Для предотвращения этого на собранную форму накладывают груз, масс которого в 3-5 раз превышает массу заливаемого в форму металла. Вместо груза полуформы (опоки) скрепляют также клиновыми скобами, струбцинами, редко – болтами.
А)
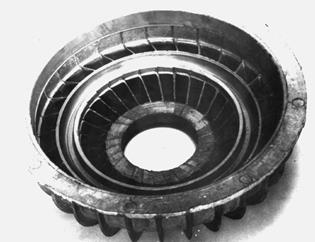

б)
Рис. 2.2. Литая заготовка «Крышка» из алюминиевого сплава (а) и комплект стержней (б) для ее получения, изготовленных в нагреваемой оснастке (Львовский автобусный завод)
а)
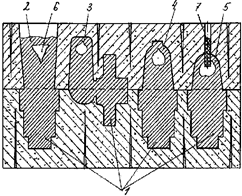
б)
Рис. 2.3. Примеры использования прибыли при литье сплавов с большой усадкой (сталь, цветные сплавы): а) Типы прибылей (1 – отливка, 2 – прибыль открытая, 3 – прибыль боковая закрытая, 4 – прибыль закрытая, 5 – прибыль с атмосферным давлением, 6 – усадочная раковина, 7 – песчаный стержень); б) Отливка «Втулка» с массивной ребордой (1 – отливка, 2 – выпор, 3 – прибыль открытая).
С момента контакта жидкого металла с формой начинается интенсивный её прогрев. В результате различные составляющие формовочной смеси (вода, каменный уголь, мазут и др.) выделяют большое количество различных газов, в том числе горючих, а также пара. Особенно в сложных условиях находятся песчаные стержни. Несмотря на существенную пористость песчаных форм и стержней (их «газопроницаемость»), для отвода газов от отливки в верхней и нижней полуформах создают дополнительную систему вентиляции – путём накалывания вентиляционных каналов (вентиляционных наколов). Аналогичные вентиляционные каналы делают и в стержнях.
Песчано-глинистая форма уплотняется и транспортируется в специальных металлических рамках, называемых опоками. Опоки изготавливают из алюминиевых сплавов, стали, чугуна. Боковые стенки опок снабжаются отверстиями для выхода из формы газов. На обеих плоскостях опоки обычно снабжаются буртиками – для лучшего удержания уплотнённой формовочной смеси. Большие опоки имеют также рёбра жёсткости - «шпоны», удерживающие уплотнённую формовочную смесь и придающие большую жёсткость опоке. Опоки также снабжают специальными приливами - «ушками» для расположения в них центрирующих отверстий («системы координат»). Крупные опоки имеют также специальные приливы – цапфы для их транспортирования и кантования.
В литейной форме можно получить до нескольких десятков отливок одновременно. При этом все отливки должны, по возможности иметь идентичный подвод металла и заливаться через общую литниковую систему. Сечения основных элементов литниковой системы рассчитываются.
Кокильное литье, или литье в постоянные формы, – это литье металла, осуществляемое свободной заливкой кокилей. Кокиль (от фр. Coquille – раковина, скорлупа) – металлическая форма с естественным или принудительным охлаждением, заполняемая расплавленным металлом под действием гравитационных сил.
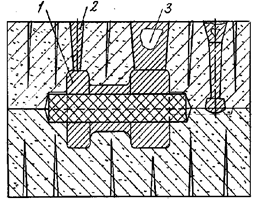
Кокиль (рисунок 3.1) обычно состоит из двух полуформ 12, плиты 11 и вставок 7. Полуформы взаимно центрируются штырями 6, а перед заливкой их соединяют замками 13. Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав заливают в кокиль через литниковую систему 5, выполненную в его стенках, а питание массивных узлов отливки осуществляется из прибыли 2.
При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости 10 через вентиляционные каналы 1, пробки 3, каналы между металлическими частями 9, образующие вентиляционную систему кокиля.

Рисунок 3.1 – Кокиль:1 – вентиляционные каналы; 2 – прибыль; 3 – вентиляционная пробка; 4 – песчаный стержень; 5 – литниковая система; 6 – штырь (центрирующий элемент); 7 – вставка; 8 – металлический стержень; 9 – вентиляционный канал; 10 – полость формы; 11 – плита (поддон); 12 – полуформы; 13 – замок
Основные элементы кокиля – полуформы, плиты, вставки, стержни и т.д. – обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в производственной практике часто используют кокили весьма сложных конфигураций.
Литьё металлов под давлением — способ изготовления отливок, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму, сплав под высоким давлением от 7 до 700 МПа формируется в нужную форму. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов.
|
|
|
