 |


Процесс литья под давлением
|
|
|
|
· Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется плёнка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
· Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации даёт название всей машине, то есть например если у машины литья под давлением в названии есть цифра 300, то её усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создаёт усилие, стремящееся раскрыть пресс-форму в триста тонн.
· Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
· Четвёртый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает металл в камеру прессования.
· Пятый этап, это снятие готового изделия.
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели, с помощью которых готовое изделие извлекается из пресс-формы и подвижные металлические стержни, называемые знаками, образующие внутренние полости изделий.
Машины литья под давлением с горячей камерой прессования чаще всего используются для литья сплавов на основе цинка или латуни. Это необходимо поскольку температура плавления латуни более 900 градусов Цельсия. Если для литья цинка или латуни использовать обычную машину литья под давлением с холодной камерой прессования, то пресс-форма будет испытывать повышенные тепловые нагрузки и перепады температур, что приводит к быстрому износу формы и падению качества отливок. В машине литья под давлением с горячей камерой прессования камера погружена в расплав, что позволяет поддерживать постоянную температуру пресс-формы, уменьшить перепады температур и повышенные тепловые нагрузки, что продлевает срок службы формы.
|
|
|
Литьё по выплавляемым моделям
Литье по выплавляемым моделям (ЛВМ) – способ получения отливок в многослойных оболочковых неразъемных керамических формах, изготовляемых с использованием выплавляемых, выжигаемых или растворяемых моделей однократного использования.
Сущность способа получения отливок по выплавляемым моделям состоит в том, что модель отливки и модель литниковой системы изготовляют из легкоплавких материалов путем запрессовки их или заливки их в пресс-формы. Затвердевшую модель извлекают из пресс-формы, припаивают к литниковой системе, образуя модельный блок. На поверхность модельного блока наносят несколько слоев суспензии и обсыпки, которые после сушки создают на блоке высокоогнеупорную керамическую оболочку. Выплавив из оболочки модельный состав, получают тонкостенную оболочку литейной формы отливки. Полученную оболочку формуют в специальных неразъемных опоках, прокаливают и заливают расплавом.
Способ получения отливок по выплавляемым моделям дает возможность:
- получать отливки, максимально приближенные по форме и размерам с высокой чистотой поверхности;
- получать отливки с минимальным припуском на обработку из любых сплавов, в том числе не поддающихся ковке и штамповке и трудно обрабатываемых механической обработкой;
|
|
|
- объединять отдельные детали в компактные цельнолитые узлы;
- создавать конструкции (например, лопатки ГТД со сложными лабиринтными полостями газового тракта), невыполнимые какими-либо другими методами обработки.
Литниково-питающая система при литье по выплавляемым моделям
Особенность ЛПС при литье по выплавляемым моделям состоит в том, что она выполняет три основные задачи:
- ЛПС является несущей конструкцией, обеспечивающей прочность модельного блока и сохранность моделей отливок на всех технологических операциях, предшествующих выплавлению моделей из формы.
- В период затвердевания отливок, элементы ЛПС одновременно выполняют роль прибыли, поэтому должны присоединяться к наиболее массивным частям отливки.
Кроме того, конструкция ЛПС должна обеспечить направленное затвердевание отливок от наиболее тонких частей к массивным.
Изготовление пресс-форм
При конструировании пресс-форм необходимо учитывать следующее:
- материал пресс-формы должен обеспечить ее прочность, а моделям высокую точность и малую шероховатость поверхности;
- пресс-форма должна иметь минимальное число разъемов;
- расположение внутренних частей пресс-формы должно быть таким, чтобы модели надежно, удобно и быстро извлекались из пресс-формы;
- необходимо обеспечить возможность свободного выхода воздуха из полости пресс-формы в момент заполнения ее модельным составом;
- конструкция пресс-формы должна обеспечить прочность крепления ее частей.
Выбор типа пресс-форм зависит от точности, предъявляемой к отливкам, свойств модельного состава и характера производства. В зависимости от сложности отливаемых изделий и их числа пресс-формы могут быть изготовлены из стали, легкоплавких сплавов, гипса, пластмассы, и резины.
Гипсовые пресс-формы применяют при художественном литье. В машиностроении применение гипсовых пресс-форм целесообразно при отливке небольшой серии сложных по форме деталей.
При изготовлении больших серий деталей применяются пластмассовыепресс-формы и пресс-формыиз легкоплавких сплавов методом заливки на эталон.
|
|
|
Резиновыепресс-формы позволяют изготовить сложные изделия и применяют при изготовлении ювелирных изделий.
В массовом и крупносерийном производстве изделий применяют сложные стальные или алюминиевые пресс-формы, которые позволяют за одну операцию запрессовки получать несколько моделей, соединенных литникой системой в единую секцию.
Модели и модельные составы
К наиболее важным характеристикам готовой модели относятся механические характеристики, геометрическая точность размеров, шероховатость и твердость поверхности. Модельные композиции должны обладать свойствами, обеспечивающими высокое качество моделей, а, следовательно, и отливок. Для получения выплавляемых моделей высокого качества модельные состава должны обладать следующими основными свойствами:
- иметь достаточную прочность, твердость и теплостойкость, не размягчаться при температуре рабочего помещения;
- иметь необходимую жидкотекучесть, хорошо заполнять полость пресс-формы, четко воспроизводя ее рабочую поверхность;
- быстро затвердевать в пресс-форме, хорошо выниматься из формы при разборе, и не взаимодействовать с материалом пресс-формы;
- хорошо смачиваться суспензией и не взаимодействовать с ней;
- быть безвредными для работающих;
- входящие в состав компоненты должны быть дешевые и недефицитные.
В качестве исходных материалов используют парафин, стеарин, воск, канифоль, церезин, полистирол и др. Применяемые модельные составы подразделяют:
- по температуре плавления – на легкоплавкие и тугоплавкие;
- по состоянию при введении в пресс-форму – на жидкие и пастообразные;
- по способу удаления из оболочки – на выплавляемые, выжигаемые и растворимые.
Выплавляемые легкоплавкие составы применяют для моделей небольших отливок и приготовляют в основном из парафина и стеарина. Преимуществом такого модельного состава является удобство выплавления моделей, возможность повторного использования выплавленного из форм модельного состава, недостатком является низкая температура размягчения и невысокая прочность моделей. Тугоплавкие модельные составы применяют для моделей крупных отливок с повышенной точностью размеров и прочностью поверхности. В качестве добавок, повышающих прочность, теплостойкость и снижающих хрупкость используют касторовое масло, полиэтиленовые воски, этилцеллюлозу и др. Растворимые модельные составы приготовляют на основе технической мочевины с добавкой в качестве пластификатора 2%-ной борной кислоты. В состав выжигаемыхмодельных составов входят вспенивающиеся термопласты на основе полистиролов.
|
|
|
Процесс приготовления модельного состава. Очищенные от механических загрязнений куски парафина, стеарина и возврата в определенных соотношениях закладывают в рабочий бак электрованны и расплавляют. Перегревают на 5…10 ºС выше температуры расплавления модельного состава и выдерживают 2…7 мин для осаждения попавших загрязнений. После выдержки расплав фильтруется и переливается в мешалку. Здесь модельный состав охлаждается до пастообразного состояния, после чего подается для запрессовки моделей.
Изготовление моделей.
Выплавляемые модели изготовляют в пресс-формах путем заполнения их полости модельным составом. Модельный состав вводится в полость пресс-формы в жидком состоянии путем свободной заливки или запрессовки. Способ свободной заливки полости пресс-формы жидким модельным составом прост, не требует применение специального оборудования, дает возможность получать прочные, большие модели. Однако он имеет и свои существенные недостатки, такие как:
- малая производительность
- ограниченные возможности получения моделей с четким рельефом внутренней поверхности пресс-формы.
Поэтому для получения моделей деталей ответственного назначения, а также в производстве художественных и ювелирных отливок наиболее распространен способ изготовления выплавляемых моделей путем запрессовки модельного состава. При этом способе модели получают более четкий рельеф поверхности. Кроме того, такой способ заполнения пресс-форм более производителен, т.к. позволяет использовать модельные составы в пастообразном (охлажденном) состоянии. Для запрессовки модельного состава применяется специальное оборудование, это – ручные шприцы, инжекционные установки, пневматические, гидравлические и рычажные прессы.
После затвердевания и охлаждения модели, ее извлекают из полости пресс-формы, поверхность модели очищают от облоев и швов. После чего, осуществляют сборку моделей в блоки либо припаиванием электропаяльником, либо склеванием. В производстве литья по выплавляемым моделям небольшие изделия отливают по нескольку штук в одной форме (4…12 шт. в машиностроении; до 100 шт. в ювелирном производстве).
|
|
|
При припаивании модели к стояку необходимо учитывать:
- прочность крепления модели на стояке;
- возможность полного выхода их формы модельного состава при выплавлении модели;
- устойчивость положения модельного блока при сушке и хранении.
Изготовление керамических оболочек Основой литейной формы при ЛВМ является многослойная неразъемная керамическая оболочка, изготовленная по разовым моделям. Оболочку изготовляют обычно последовательным нанесением на модельные блоки слоев суспензии (обычно этилсиликаты) и порошков огнеупорной основы (пылевидный кварц, электрокорунд, циркон). Размер зерен обсыпки составляет 0,1…1,5 мм. Каждый слой оболочки просушивают до удаления влаги. Обычно для получения оболочки необходимой прочности наносят 3…8 слоев.
После чего модельный состав выплавляют:
- в ваннах с горячей водой;
- с помощью подогретого воздуха или пара, направляемого в литниковую чашу;
- в печах, применяемых для прокаливания форм.
Керамическая оболочка перед заливкой подвергается нагреванию для вытапливания воска, а затем и прокаливанию при высоких температурах (до 1000 ºС). Полученная оболочка огнеупорна, обладает необходимой прочностью и газопроницаемостью, имеет рабочую полость с поверхностью очень малой шероховатости и точными размерами, четко воспроизводя конфигурацию отливаемой детали.
Основные операции получения отливки. Сущность литья по выплавляемым моделям заключается в использовании точной неразъемной разовой модели, по которой из жидких формовочных смесей изготовляется неразъемная керамическая форма. Перед заливкой расплава модель удаляется из формы выплавлением, выжиганием, растворением или испарением; для удаления остатков модели и упрочнения форма нагревается до высоких температур. Модель или звено моделей изготовляют в разъемной пресс-форме, рабочая поверхность которой имеет конфигурацию отливки с припусками на усадку и механическую обработку.
Модель изготовляют из материалов с невысокой температурой плавления (воск, парафин, стеарин), способных растворяться (карбамид) или сгорать без образования твердых остатков (полистирол). Готовые модели или звено моделей собирают в блоки, литниковые системы которых выполняют из того же материала, что и модели. Блок моделей погружают в емкость с жидкой формовочной смесью – суспензией для оболочковых форм, состоя щей из пылевидного кварца или электрокорунда и связующего. Для упрочнения этого слоя и увеличения его толщины на него наносят слой огнеупорного зернистого материала (кварцевый песок, электрокорунд, шамот). Операцию нанесения суспензии и обсыпки повторяют до получения оболочки требуемой толщины (3–10 слоев).
Каждый слой высушивают на воздухе или в парах аммиака, что зависит от связующего. После сушки оболочковой формы модель удаляют из нее выплавлением, растворением, выжиганием или испарением. Для упрочнения перед заливкой оболочковую форму помещают в контейнер и засыпают огнеупорным материалом. Для удаления остатков моделей и упрочнения связующего контейнер с оболочковой формой помещается в печь для прокалки. Прокаленную форму заливают металлом. После затвердевания и охлаждения отливки до заданной температуры форму выбивают, отливки очищают от остатков керамики и производят обрезку литников.
Последовательность операций при изготовлении оболочковых форм по выплавляемым моделям показана на рис. 1.25. Отсутствие операции разъема формы, использование для изготовления моделей материалов, позволяющих не разбирать форму при удалении моделей, высокая огнеупорность материалов формы, нагрев ее до высоких температур перед заливкой дают возможность получать отливки сложней шей конфигурации, максимально приближающейся к конфигурации готовой детали, поэтому литье по выплавляемым моделям относится к прогрессивным материалом и трудосберегающим технологическим процессам обработки металлов.
Технология изготовления моделей и керамических форм.
Изготовление моделей. Для изготовления выплавляемых моделей используют смеси и сплавы легкоплавких материалов, чаще всего органического происхождения. В качестве исходных материалов применяют буроугольный воск, церезин, парафин, стеарин, канифоль, этилцеллюлозу и др.
Заполнение пресс-формы модельным составом осуществляется свободной заливкой расплавленной массы, запрессовкой в пастообразном со стоянии, заливкой и запрессовкой под высоким давлением. Основным способом изготовления моделей является запрессовка со става в рабочую полость пресс-формы. Это обеспечивает хорошую точность и чистоту поверхности моделей. Для выполнения этой операции применяют установки, на которых приготовление пасты из жидкого расплава и запрессовка модельной массы в пресс-формы производится автоматически.
Перед запрессовкой модельной массы стенки пресс-формы смазывают касторовым или трансформаторным маслом, смешанным с этиловым спиртом. Готовые модели хранятся в холодной проточной воде или в термостатах. Одновременно с изготовлением модели отливки изготавливают модели элементов литниковой системы: стояка и воронки. Затем модели собирают в блоки («елки») с помощью припайки моделей отливки к моделям литниковой системы. Изготовление оболочки. Процесс изготовления литейной формы включает подготовку материалов, формирование огнеупорной оболочки на поверхности моделей, удаление модели из оболочки, формовку оболочки в наполнителе и прокалку формы.
Исходными материалами для изготовления оболочки являются кварцевый песок, пылевидный кварц, гидролизованный раствор этилсиликата и 15 %-й раствор едкой щелочи. Огнеупорную суспензию рекомендуется готовить в специальных смесителях. В бак загружается пылевидный кварц и добавляется связующее – гидролизованный раствор этилсиликата. Смесь тщательно перемешивается до полного удаления пузырьков воздуха.
Суспензию наносят на блоки моделей окунанием их в ванну с суспензией, а на крупные блоки и модели – обливанием. В зависимости от характера производства и степени механизации блок моделей погружают в ванну вручную, с помощью манипуляторов или копирующих устройств на цепных конвейерах. Блок погружают так, чтобы с поверхности моделей, особенно из глухих полостей, отверстий могли удалиться пузырьки воздуха. Вынутый из суспензии блок моделей поворачивают в различных направлениях так, чтобы суспензия равномерно распределилась по поверхности моделей, а излишки ее стекли назад в бак. После этого модельный блок сразу обсыпается песком; между нанесением суспензии и обсыпкой песком не должно проходить более 10–15 с, так как суспензия быстро сохнет и песок не соединяется с ней. Суспензию в баке непрерывно перемешивают, чтобы предотвратить оседание огнеупорного материала. Для нанесения песка на слой суспензии используют погружение модельного блока в слой «кипящего» песка.
Установки для обсыпки блока моделей в слое «кипящего» песка состоит из емкости с песком, в ее нижней части расположена полость 2, в которую подводится сжатый воздух. Полость отделена от емкости с песком 1 сеткой, на которой уложен слой войлока. Воздух, проходя через войлок, переводит песок во взвешенное состояние, и песок обсыпает модельный блок 3.
После нанесения каждого слоя суспензии и обсыпки его высушивают в потоке воздуха или в парах аммиака. Продолжительность сушки и обсыпки каждого слоя суспензии на воздухе составляет 2–4 ч, а в парах аммиака – 50–60 мин. Сушку производят в вертикальных или горизонтальных много ярусных сушилах.
В зависимости от материала моделей используют различные способы их удаления из оболочки. Модели из выплавляемых воскообразных составов удаляют из формы погружением блока моделей в горячую воду или ванну с модельным составом. Этот способ получил наибольшее применение на производстве. Полистироловые выжигаемые модели удаляются из форм выжиганием или растворением в бензоле, ацетоне. Выжигание сопровождается выделением большого количества паров стирола, углеводородов, сажи. Во всех случаях при выжигании, растворении полистироловых моделей должна быть обеспечена хорошая приточно-вытяжная вентиляция с последующей очисткой удаляемого в атмосферу воздуха.
После удаления из блока легкоплавкого модельного состава оболочки формуют в жаропрочной опоке; засыпают наполнитель, уплотняют его, а за тем форму прокаливают в газовых или электрических печах при температуре 850–900 °С и выдерживают при этой температуре не менее двух часов, после чего формы поступают на участок заливки.
Изготовление отливки. Заливка форм металлом может производиться различными способами в зависимости от размера и веса отливок, состава сплава, назначения отливок. Заливка может быть: свободная – металл заполняет форму под действием собственного веса; на центробежных машинах – металл заполняет форму и затвердевает под действием центробежных сил.
После охлаждения форм производят выбивку отливок на специальных установках с поворотом опок на 180° для того, чтобы из опок высыпался наполнитель. Отделение отливок от литников осуществляют следующими способа ми: на вибрационных установках; продавливанием стояка с отливками через обрезной штамп; отрезкой дисковыми и ленточными пилами; отрезкой газовыми горелками.
Очистка отливок от огнеупорного покрытия является очень трудоемкой операцией. На практике применяют вибрационную, пескоструйную, гидропескоструйную, химико-термическую в растворах щелочей и кислот, а также в расплавленных солях и другими способами. Механизация и автоматизация процесса. Контроль отливок Литье по выплавляемым моделям – процесс многооперационный.
В нашем университете находится лаборатория литья в которой представлены различные виды литья. Такие как:
Литьё в песчано-глинистую форму
Литьё под давлением
Литьё в оболочковые формы
Литьё по выплавляемым моделям.
В этой лаборатории студенты практикую свои навыки литья.
Электродуговая сварка — наиболее распространенный способ соединения металлических деталей, использующий тепло электрической дуги. Электрическая дуга представляет непрерывный поток электронов и ионов, образующихся между двумя электродами в той или иной среде как постоянным, так и переменным токами.
Для создания и поддержания дуги необходимо ионизировать воздушный промежуток или специально созданную газообразную среду. Непрерывная ионизация воздуха или газа обеспечивается электронами, вылетающими с поверхности отрицательно заряженного электрода. Эти электроны сталкиваются с атомами или молекулами газообразных веществ, находящихся в пространстве между электродами, возбуждают или ионизируют их.
В дуговом разряде выбрасывание (эмиссия) электронов с катода происходит под влиянием двух факторов: высокой температуры (термоэлектронная эмиссия) и напряженности электрического поля (автоэлектронная эмиссия).
Отрицательно заряженные частицы бомбардируют анод, а положительно заряженные — катод. Взаимная бомбардировка ионов при соответствующем напряжении дуги превращает кинетическую энергию этих частиц в тепловую и световую; электроны превращаются в электроны проводимости, а ионы нейтрализуются.
Тепловая и световая энергия в сварочной дуге выделяется неравномерно. На аноде выделяется около 43% тепла за счет бомбардировки его электронами, имеющими более высокую кинетическую энергию, чем ионы, бомбардирующие катод; на катоде выделяется около 36% общего количества тепла сварочной дуги. Остальное тепло (~21%) образуется в столбе дуги.
Температура электрической дуги зависит от материала электродов; при угольных электродах она составляет на катоде около 3200 °С, на аноде — около 3900 °С; при металлических электродах — соответственно 2400 и 2600 °С. В центре дуги, по ее оси, температура достигает 6000—7000 °С.
При электродуговой сварке на нагревание и расплавление металла используется 60—70% тепла. Остальное его количество (30—40%) рассеивается в окружающем пространстве.
На рисунке 54 изображена схема ручной дуговой сварки. Дуга возникает при пропускании тока между металлическим (проволочным) электродом 4 и основным металлом 1. Дуговой разряд (пламя дуги) имеет форму расширяющегося к поверхности изделия столба, у основания которого в толще изделия образуется кратер дуги или сварочная ванна 3. Для зажигания (возбуждения) дуги электрод под током соприкасают с изделием. Вследствие высокой плотности тока в месте контакта конец электрода и соприкасающийся с ним участок изделия сильно нагреваются. Эго обеспечивает образование дугового разряда в момент отвода электрода от поверхности изделия.
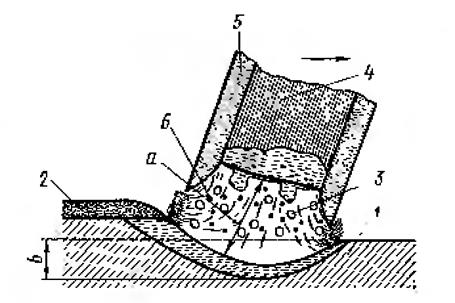
Рисунок 54. Схема ручной дуговой сварки (стрелкой показано перемещение электрода)
Под влиянием автотермоэлектронной эмиссии конец электрода и находящийся под ним участок изделия расплавляются, па изделии возникает сварочная ванна, в которую по каплям стекает расплавленный металл 6 с электрода 4. Пространство между оплавляющимся торцом электрода и поверхностью сварочной ванны заполняется раскаленной средой, представляющей смесь частично ионизированного воздуха, паров металла и обмазки 5, которые образуются при высоких температурах в процессе взаимодействия материала электрода и его обмазки 5 с воздухом. Электрод, перемещаясь в направлении стрелки, оставляет слой наплавленного металла 2.
Устойчивое горение, необходимое для высокого качества сварки, достигается при длине дуги a=3 — 5 мм. Величину проплавления свариваемого металла называют глубиной сварки.
Обычно в сварочную ванну с электрода в виде капель стекает до 90% всего металла плавящегося электрода; остальной металл не достигает сварочной ванны вследствие частичного разбрызгивания, испарения и окисления и уходит в окружающую среду.
При любом способе сварки и положения шва в пространстве металл всегда переходит с электрода на изделие в виде капель (рисунок 55). Капли 1 жидкого металла переносятся от электрода 3 к сварочной ванне 5 в результате совместного действия силы тяжести, сил поверхностного натяжения, давления образующихся в металле газов и сжимающего действия электромагнитных сил 2 на металл (пинч—эффект), способствующих образованию шейки 4.

Рисунок 55. Деформация капли металла
Силы поверхностного натяжения придают каплям сферическую форму, доводя их размер перед отрывом до критической величины. Это облегчает стекание капель в ванночку.
Поверхностное натяжение способствует переносу металла с электрода на изделие. Сила давления газов, возникающих при плавлении электрода, также помогает процессу переноса капли с электрода на деталь. Это очень важно при потолочной сварке. Электрический ток, проходящий по электроду, создает вокруг электрода магнитное силовое поле, которое, как указано, образует шейку при его расплавлении. Электромагнитные силы способствуют переносу капли металла при всех положениях шва в пространстве с электрода на изделие.
Для зажигания электрической дуги необходима сравнительно небольшая разность потенциалов на электродах: обычно для металлических электродов она составляет около 40—60 В при постоянном токе и около 50 — 70 В при переменном. После возбуждения дуги напряжение уменьшается. Дуга между металлическим электродом и свариваемым металлом устойчиво горит при напряжении 15 — 30 В, а между угольным или графитовым электродами и металлом — при напряжении 30 — 35 В. Напряжение, необходимое для поддержания горения дуги, зависит от длины дуги, химического состава электродного стержня, его покрытия, давления газов в окружающей среде, Величины и рода тока.
При работе на постоянном токе свариваемое изделие обычно присоединяют к положительному полюсу (аноду), а электрод — к отрицательному полюсу (катоду). Такое соединение называют включением на прямую полярность. Иногда (особенно при малых сечениях изделия) во избежание прожога изделие присоединяют к катоду, а электрод — к аноду. Такое соединение называют включением на обратную полярность.
Горение дуги при переменном токе менее устойчиво, чем при постоянном. Устойчивость дуги увеличивается с повышением напряжения, с увеличением частоты переменного тока или созданием специальной Газовой среды путем обмазки электродов.
В практике применяют два способа дуговой электросварки: неплавящимся электродом и плавящимся металлическим электродом.
При первом способе, разработанном русским инженером Н. Н. Бенардосом (1842—1905), сварку обычно производят угольным или вольфрамовым электродом по схеме, приведенной на рисунке 56, а, постоянным током. Неплавящийся электрод обычно присоединяют к отрицательному полюсу генератора, изделие — к положительному полюсу. При сварке с обратной полярностью дуга получается менее устойчивой.
Второй способ сварки (плавящимся электродом) был разработан в 1801 г. Н. Г. Славяновым (рисунок 56.б).
При сварке металлов электрическая дуга может быть зависимой и независимой. Сварка дугой прямого действия (зависимой) происходит при ее горении между электродом и металлом. Независимая дуга горит между двумя угольными электродами вблизи свариваемых деталей; металл нагревается за счет косвенного действия дуги.
Газовая сварка
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.

Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели - от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
В редких случаях могут использоваться другие газы:
· метан;
· водород;
· пары керосина;
· блаугаз.
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов - меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
· сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
· привод сжатия;
· привод вращения (для роликовых электродов);
· привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
· сварочного силового трансформатора;
· регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
· вторичного контура, через который ток подводится к деталям;
· прерывателя первичной цепи для включения и выключения тока;
· регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
Вспомогательные блоки:
· Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
· Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
· быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
· экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
· простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
· безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
· возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
· дорогостоящее оборудование;
· необходимость применения тока большой силы (свыше 1000 А);
· сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Обработка металлов резаньем
Токарный станок
Токарная обработка (точение) – наиболее распространенный метод изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.) на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Иными словами обработка на токарных станках представляет собой изменение формы и размеров заготовки путем снятия припуска. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Обрабатываемость материалов резанием зависит от их химического состава, структуры, механических и физических свойств. При черновом точении обрабатываемость оценивают скоростью инструмента при соответствующей скорости и силе резания, а при чистовой – шероховатостью поверхности, точностью обработки и стойкостью инструмента.
Обрабатываемость металлов определяют методами, основанными на оценке изменений стойкости режущего инструмента при различных скоростях резания. Допустимую скорость резания как критерий оценки обрабатываемости применяют наиболее часто, так как скорость резания оказывает весьма существенное влияние на производительность, а следовательно, и на себестоимость обработки. Считается, что лучшую обрабатываемость имеет тот металл, который при прочих равных условиях, допускает более высокую скорость резания. На токарных станках обрабатывают такие конструкционные материалы, как чугун, сталь, цветные металлы и их сплавы, пластмассы.

Фрезерный станок
Фрезерная технология – одна из самых сложных среди других видов металлообработки. Во время работы фрезу нужно перемещать в разных направлениях, согласно определенным схемам.

На качество изделия влияют скорость ее вращения и изменение параметров резки. Процесс фрезерования цикличный – нагрузка чередуется с последующей паузой. В зависимости от видов фрезерных операций, подбирается соответствующее оборудование.
Все станки имеют одинаковый принцип работы, но отличаются между собой дополнительными элементами и функциональностью. Например, в некоторых моделях есть дополнительная долбежная головка, делительный аппарат и устройство для нарезания гребенки.
Основная конструкция состоит из несущей станины, рабочего стола, перемещающегося шпинделя с салазками и цанги с патроном, куда закрепляется фреза. Она бывает разной формы и размера, в зависимости от того, какую деталь нужно обработать.
Горизонтальный фр
|
|
|
