 |


Технологический переход «Резать»
|
|
|
|
Резать — технологический переход, определяющий обработку следующих конструктивных элементов: Стенка, Окно, Паз и Отверстие Тип инструмента, используемого в переходе «Резать» — проволока, лазер или резец.
Задание технологического перехода
1. Нажмите кнопку «Резать»  на панели «Технологические переходы». Появится диалог «Резать».
на панели «Технологические переходы». Появится диалог «Резать».
2. Задайте параметры перехода «Резать».
3. Нажмите OK. Технологический переход «Резать» будет сформирован. В строке подсказки появится сообщение: (ТО:# Резать/***).
Параметры технологического перехода «Резать» определяются в диалоге «Резать». ADEM CAM позволяет задать схему обработки, режимы резания и другие необходимые характеристики.
10.1.1.1.1 Разделы по теме:

| Параметры |
|
| Коррекция |
|
| Инструмент |
|
| Подход/Отход |
Параметры технологического перехода «Резать»

Тип обработки
Задание схемы обработки. ADEM CAM позволяет выбрать одну из семи различных схем 2Х-обработки:
Эквидистанта — эквидистантная обработка от центра к границам конструктивного элемента.
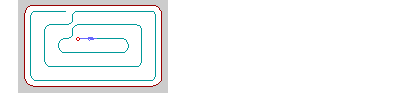
Обратная эквидистанта — эквидистантная обработка от границ конструктивного элемента к центру.

Петля эквидистантная — обработка по ленточной спирали с сохранением выбранного (встречное или попутное) направления фрезерования.

Зигзаг эквидистантный — обработка по ленточной спирали с чередованием встречного и попутного направления фрезерования.
Спираль — обработка конструктивного элемента по спирали.

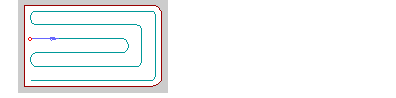
Петля — обработка во взаимно параллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
|
|
|

Зигзаг — обработка во взаимно параллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

Направление
Чтобы назначить направление резания, задайте параметры в группе Направление.

Встречное — задание встречного направления движения инструмента. Если положение металла не указано, направление движения инструмента не совпадает с направлением обхода контура.
Попутное — задание попутного направления движения инструмента, направление движения инструмента совпадает с направлением обхода контура.
Скругление
Параметры группы Скругление могут использоваться, например, для обеспечения плавности траектории движения, при задании коррекции на радиус инструмента.
R внут. — (Радиус для внутренних углов) — радиус скругления траектории движения инструмента при обработке внутренних углов конструктивного элемента.

R внеш. — (Радиус для внешних углов) — радиус скругления траектории движения инструмента при обработке внешних углов конструктивного элемента.

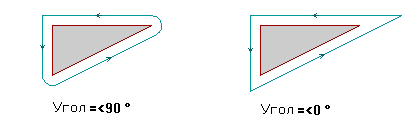
Угол — диапазон внешних углов от нуля до заданного значения, при обработке которых траектория движения инструмента будет скругляться заданным радиусом для внешних углов R внеш. Величина угла измеряется со стороны металла. Угол задается в градусах.

| |

| Чтобы задать скругление траектории движения инструмента при обработке всех внешних углов конструктивного элемента, задайте параметр Угол равным 180 градусам. |
|
| Если параметр Угол не задан (0 градусов) — траектория движения инструмента скругляться не будет. |
|
|
|
Подача
Чтобы назначить режимы резания в группе Подача задайте значение рабочей подачи и выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту.
на оборот — задание величины подачи в миллиметрах на оборот.
Подача в углах
Подача в углах — величина подачи при обработке внутренних углов конструктивного элемента. Изменение рабочей подачи необходимо: при снятии большего слоя металла в углах, чем на других участках конструктивного элемента, или при чистовой обработке. ADEM CAM анализирует величины углов конструктивных элементов и, в зависимости от них, производит включение подачи коррекции на автоматически вычисленном расстоянии.
Глубина
Гл.рез. — (Глубина резания) — толщина слоя материала, снимаемого за один проход в плоскости ХY. Если значение глубины резания равно нулю, то считается, что глубина резания не задана, будет выполнен один финишный проход вдоль контуров.

Стоп
Стоп: Расстояние, на котором в УП сформируется команда СТОП перед окончанием резания (например, для того, чтобы прихватить деталь). Если последний элемент короче заданного расстояния команда СТОП сформируется перед последним элементом. Если СТОП = 0, команда СТОП формироваться не будет.
Проходов
Проходов — (Число проходов) — заданное число проходов для обработки конструктивного элемента. Если вместе с числом проходов задана глубина резания, траектория будет содержать заданное количество проходов с шагом, равным глубине резания.
Припуск
Припуск: необработанный слой материала, оставленный на внешнем контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.

Аппроксимация
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода.
Сохранить петли
Сохранить петли — параметр необходим для контроля траектории движения инструмента, рассчитанной по схеме «Эквидистанта». Если установлен флажок Сохранить петли, то петли эквидистанты из траектории движения инструмента не удаляются.
|
|
|

Текущий инструмент
Текущий инструмент — если флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.
Коррекция

Коррекция
Параметрами радиусной коррекции являются длины взаимно перпендикулярных отрезков для включения/выключения радиусной коррекции при радиусном подходе/отходе. Взаимно перпендикулярные отрезки для включения/выключения радиусной коррекции строятся касательно и перпендикулярно дуге подхода/отхода в точке начала дуги.
Эквидистантная: Эквидистантная радиусная коррекция.
Контурная: Контурная радиусная коррекция.
Длины отрезков
Касательный: Длина касательного отрезка.
Перпендикулярный: Длина перпендикулярного отрезка

Инструмент

Тип инструмента
Различные типы технологических переходов требуют инструмент различного типа. Для перехода Резать используются следующие типы инструментов: Проволока, Лазер, Резак. Чтобы задать тип инструмента, выберите его название из открывающегося списка Тип.
Корректоры
Параметры, расположенные в группе Корректоры, позволяют Вам задавать корректоры по X, Y и Z осям, а также радиусный корректор.
| По оси X |
| Чтобы задать номер линейного корректора по оси Х, введите соответствующее значение в поле По оси X. |
| По оси Y |
| Чтобы задать номер линейного корректора по оси Y, введите соответствующее значение в поле По оси Y. |
| По оси Z |
| Чтобы задать номер линейного корректора по оси Z, введите соответствующее значение в поле По оси Z. |
| Радиусный |
| Чтобы задать номер радиусного корректора, введите соответствующее значение в поле Радиусный. Включение коррекции на радиус инструмента формируется автоматически при выполнении перехода Резатьс включенным параметром Коррекция R. |
Вылет
Все перемещения система формирует и выдает в управляющую программу для настроечной точки инструмента с учетом вылета. Величина вылета указывается со знаком “+”, если режущая кромка смещена от настроечной точки в положительном направлении соответствующей оси, в противном случае со знаком “-”.
|
|
|
| По оси X |
| Чтобы задать величину вылета инструмента по оси Х, введите соответствующее значение в поле По оси X. |
| По оси Y |
| Чтобы задать величину вылета инструмента по оси Y, введите соответствующее значение в поле По оси Y. |
| По оси Z |
| Чтобы задать величину вылета инструмента по оси Z, введите соответствующее значение в поле По оси Z. |
Диаметр и радиус
Диаметр
Чтобы задать диаметр инструмента, выберите тип параметра Диаметр и введите значение в соответствующее поле.
Радиус
Чтобы задать радиус инструмента, выберите тип параметра Радиус и введите значение в соответствующее поле диалога.
Позиция
Номер позиции инструмента. При автоматической смене, в зависимости от типа станка, параметр Позиция может определять позицию инструмента в револьверной головке, номер инструмента в магазине или номер инструментального гнезда.
Чтобы задать позицию инструмента, введите ее номер в соответствующее поле диалога.
| |
| Если параметр Позиция не будет изменен, то команда смены инструмента в управляющей программе сформирована не будет. |
Длина
Длина режущей части инструмента. Чтобы задать длину инструмента, введите ее значение в соответствующее поле диалога.
Угол
Угол наклона инструмента (проволоки) относительно плоскости конструктивного элемента.
Чтобы задать угол наклона, введите его значение в соответствующее поле диалога
Тип обработки
Этот параметр влияет на выбор инструмента из базы данных.
Из маршрута
Выбор инструмента из маршрута.
Базы
Выбор инструмента из базы данных по заданному типу обработки и диаметру инструмента.
Подход/Отход

Подход
Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
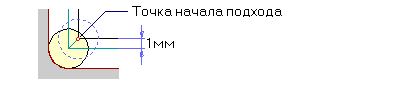
Эквидистантный - Подход к контуру по биссектрисе угла в точке подхода на расстоянии 1 мм. Если точка подхода находится внутри контура или на граничных точках незамкнутого контура, подход к контуру будет произведен по нормали к контуру в точке подхода.
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.

Радиусный - Подход к контуру по дуге заданного радиуса и центрального угла. Для задания радиусного подхода, необходимо задать радиус дуги подхода.

Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиусный).
|
|
|
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в первой точке эквидистанты. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
Отход
Выберите тип отхода из списка и задайте параметры отхода.
Выключено - Инструмент остается в точке конца обработки контура.
Эквидистантный - Отход от контура по биссектрисе угла в точке конца обработки контура на расстояние 1 мм. Если точка конца обработки находится внутри контура или на граничных точках незамкнутого контура, отход от контура производится по нормали к контуру.

Линейный - Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.

Радиусный - Отход от контура по дуге заданного радиуса и центрального угла. Для задания отхода по дуге, необходимо задать радиус дуги.

Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
|
|
|
