 |


Расчет приспособления на точность
|
|
|
|
Для выполнения точностных расчетов составим схему базирования (рис. 2), на котором покажем элементы, определяющие положение и направление движения инструмента, кондукторную втулку.
Исходные данные для точностного расчета приспособления:
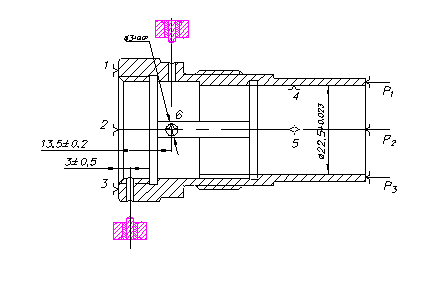
Рисунок 2 Схема базирования детали на операции сверления 2-х отверстий Æ2,05+0,09
Данная схема базирования лишает заготовку 6 степеней свободы. Это обеспечивает полную неподвижность заготовки при обработке.
Произведем расчет точности приспособления в соответствии с существующей методикой.
Определим погрешность базирования - ed
деталь базируется по Æ22,5  и торцу
и торцу
ed = 0,023+0,020 = 0,043 мм - максимальный зазор между оправкой и установочной базой заготовки
назначим погрешность закрепления - eз = 0,050 мм [6] табл. 4.13
рассчитаем погрешность настройки инструмента - Dн:

,014 мм - нижнее отклонение диаметра сверла Æ2,05h8
,016 мм - верхнее отклонение отверстия диаметра постоянной кондукторной втулки Æ2,05F7
S = 0,014 + 0,016 = 0,030 мм. - максимальный зазор между сверлом и кондукторной втулкой (рис. 3)

= 12 мм - высота кондукторной втулки= 6 мм - зазор между втулкой и поверхностью для отверстия Д1 и а=7,4 мм - для Д2= 4,75 мм - глубина сверления для отверстия Д1 и b=5,75 мм - для Д2
Тогда:
для отверстия Д1 -  0,042 мм
0,042 мм
для отверстия Д2 -  0,048 мм
0,048 мм
 0,029 мм-зазор между кондукторной и переходной втулкой в отверстиях Æ6,3 H7/g6
0,029 мм-зазор между кондукторной и переходной втулкой в отверстиях Æ6,3 H7/g6 
 0,005 мм - эксцентриситет между наружной и внутренней поверхностями кондукторной втулки
0,005 мм - эксцентриситет между наружной и внутренней поверхностями кондукторной втулки
Тогда:
для отверстия Д1 -  0,051 мм
0,051 мм
для отверстия Д2 -  0,056 мм
0,056 мм
выберем экономическую точность w и рассчитаем погрешность обработки-Dобр:
Dобр = m×w, где
m=0,5 при точности 8 квалитета и выше.
|
|
|
Средняя экономически достижимая точность при сверлении - 11 квалитет,
т.е. w = 0,090 мм.
Dобр = 0,090×0,5 = 0,045 мм.
рассчитаем суммарную погрешность положения заготовки - eпр, обусловленную неточностью приспособления:
 , где
, где
x = 0,8-0,85 - коэффициент, принимаемый во внимание, когда погрешность базирования равна не нулю;
d = 0,4 мм - допуск на р-р от оси обрабатываемого отверстия Д1 до торца - 13,5±0,2 мм.
d = 1,0 мм - допуск на р-р от оси обрабатываемого отверстия Д2 до торца - 3±0,5 мм.
Тогда
 0,298 мм - для отверстия Д1
0,298 мм - для отверстия Д1
 0,897 мм - для отверстия Д2
0,897 мм - для отверстия Д2
определим составляющие погрешности, обусловленные неточностью приспособления - dу, dи
dу =0,020 мм - погрешность установки приспособления на станке из-за неточности изготовления посадочных мест [10] стр. 500
dи = 0 мм - погрешность износа деталей приспособления
рассчитаем допуск размера собранного приспособления - Sdi по формуле:

Тогда
для отверстия Д1 -  мм
мм
для отверстия Д2 -  мм
мм
Т.о., чтобы выдержать размеры детали, на сборочном чертеже приспособления следует проставить более точные допуски на размеры от торца до осей кондукторных втулок, а именно: 13,5±0,15 мм и 3±0,45 мм.
Список литературы
1. Справочник контролера машиностроительного завода. Допуски посадки, линейные измерения/ Под ред. А.И. Якушева - 3-е изд., перераб. И доп. - Машиностроение 1980. - 52 с.
2. Гжиров Р.И. Краткий справочник конструктора: Справочник - Л: Машиностроение, Ленингр. отд-ние, 1984. - 464 с., ил.
. Справочник технолога машиностроителя. В 2-х т. Т. 2/ под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. 496 с., ил.
. Белоусов А.Л. Проектирование станочных приспособлений: Учебное пособие для учащихся техникумов. - 3-е изд., перераб. и доп. - М.: Высшая школа, 1980. - 240 с., ил.
. Методические указания к выполнению контрольной работы по проектированию станочных приспособлений для студентов специальностей: 7.090202, 7.090203, 7.090204 для всех форм обучения / сост. Г.С. Чумаков, отв. за выпуск А.У. Захаркин Сумы 1997 г. - с. 34.
|
|
|
6. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [Учеб. пособие для машиностроит. спец. вузов]. - 4-е изд., перераб. и доп. - мн.: Выш. школа, 1983. - 256 с., ил.
6. Справочник технолога - машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. - 496 с., ил.
. Горошкин А.К., ²Приспособления для металлорежущих станков², справочник - 7 изд., перераб. и дополн. - М.: ²Машиностроение², 1979 г.
. В.А. Ванин, А.Н. Преображенский, В.Х. Фидаров «Приспособления для металлорежущих станков» Тамбов, Издательство ТГТУ 2008 г.
|
|
|
