 |


3.5. Классификация электродов. Таблица 3.7. 3.6. Маркировка электродов. 3.7. Электроды для ручной дуговой сварки чугуна и цветных металлов
|
|
|
|
3. 5. Классификация электродов
Электроды для ручной дуговой сварки по ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварке и наплавки. Классификация, размеры и общие требования" классифицируются по следующим признакам:
1. По металлу, для сварки которого они предназначены:
а) для сварки углеродистых и низколегированных конструкционных сталей (условное обозначение - " У" );
б) для сварки легированных конструкционных сталей -" Л";
в) для сварки теплоустойчивых сталей -" Т";
г) для сварки высоколегированных сталей с особыми свойствами -" В";
д) для наплавки поверхностных слоев с особыми свойствами -" Н".
2. По толщине покрытия в зависимости от отношения полного диаметра " D" к диаметру стержня " d" покрытие электрода разделяются на следующие виды:
1) D/d ≤ 1, 2 – с тонким покрытием, - " М"
2) 1, 2 ≤ D/d ≤ 1, 45 - со средним покрытием, - " С"
3) 1, 45≤ D/d ≤ 1, 8 - с толстым покрытием, - " Д"
4) D/d≥ 1, 8 - с особо толстым покрытием, - " Г"
3. По качеству электродного покрытия в зависимости от содержания серы и фосфора в наплавленном металле (табл. 3. 7).
Таблица 3. 7
Предельное содержание серы и фосфора в наплавляемом металле, %
| Тип электрода | Сера | Фосфор | ||||
| Группа электродов | ||||||
| Э38 Э42 Э46 Э50 | 0, 045 | 0, 040 | 0, 035 | 0, 050 | 0, 045 | 0, 040 |
| Э42А Э46А Э50А Э55 Э60 | 0, 035 | 0, 030 | 0, 025 | 0, 040 | 0, 035 | 0, 030 |
| Э70 Э85 Э100 Э125 Э150 | 0, 035 | |||||
4. По виду покрытия:
а) с кислым покрытием - " А";
б) с основным покрытием - " Б";
в) с целлюлозным покрытием - " Ц";
г) с рутиловым покрытием - " Р";
д) с покрытием смешанного типа – двойное обозначение (например, АЦ)
|
|
|
5. По допустимым пространственным положениям.
а) для всех положений - " 1";
б) для всех положений, кроме вертикального сверху вниз - " 2";
в) для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - " 3"
г) для нижнего и нижнего в лодочку - " 4".
6. По роду и полярности тока, а также номинальному напряжению холостого хода (таблица 6. 14).
Таблица 3. 8.
Обозначение электродов по применяемому току и напряжению
| Рекомендуемая полярность | Номинальное напряжение холостого хода Uхх, В | Цифровое обозначение |
| обратная | - | |
| любая прямая обратная | 50±5 50±5 50±5 | |
| любая прямая обратная | 70±10 70±10 70±10 | |
| любая прямая обратная | 90±5 90±5 90±5 |
3. 6. Маркировка электродов
Полное условное обозначение электродов должно содержать следующие данные (рис. 3. 2):
1 - тип;
2 - марка;
3 - диаметр;
4 - назначение;
5 - обозначение толщины покрытия;
6 - группа электродов;
7 - группа индексов, указывающих характеристики наплавленного металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75;
8 - обозначение вида покрытия;
9 - обозначение допустимых пространственных положений сварки или наплавки;
10 - обозначение рода тока, полярности и номинального напряжения холостого тока;
11 - обозначение стандарта ГОСТ 9466-75;
12 - обозначение стандарта на типы электродов.
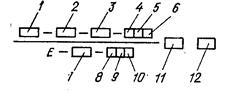
Рис. 3. 2. Условное обозначение электродов
Например, для электродов типа Э46 А (ГОСТ 9467-75), марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низкоуглеродистых сталей «У», с толстым покрытием «Д», 2-й группы с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности полное обозначение будет иметь следующий вид:
|
|
|

3. 7. Электроды для ручной дуговой сварки чугуна и цветных металлов
В таблицах 3. 9 и 3. 10 даны характеристики электродов для сварки чугуна, цветных металлов и их сплавов.
Таблица 3. 9
Характеристика электродов для сварки и наплавки чугуна
| Марка электрода | Материал сердечника | Ток и полярность | Положение сварки | Коэффициент наплавки, 
|
| ОМЧ-1 | Прутки марки ПЧ3 | Постоянный, обратная полярность | нижнее | 15, 2 |
| МНЧ-1 | НМЖМц28-2, 5-1, 5 МНМц40-1, 5 | Нижнее, вертикальное и полупотолочное | - | |
| МНЧ-2 | НМЖМц28-2, 5-1, 5 | Нижнее, вертикальное и полупотолочное | 11-12 | |
| ОЗЧ-1 | Медная проволока (ГОСТ 2112-79) | Нижнее, вертикальное и полупотолочное | - | |
| ОЗЧ-2 | Медная проволока (ГОСТ 2112-79) | Нижнее и вертикальное | 13-14 | |
| АНЧ-1 | СВ-04Х19Н9в оболочке из меди М2 или М3 | Нижнее и вертикальное | 13-14 | |
| ЦЧ-4 | Св-08 и СВ-08А | Нижнее | - | |
| ЦЧ-3А | Св-08Н50 | нижнее | - |
|
|
|
