 |


Выбор приборов и устройств измерения и контроля
|
|
|
|
В лабораторном стенде для снятия необходимых характеристик требуется наличие приборов измерения и контроля:
– амперметр на два предела измерения (1,5 и 15 ампер);
– вольтметр с пределом измерения 30 вольт;
– индикатор скорости на 3000 оборотов в минуту.
2.4.1 Для изготовления амперметра двух пределов измерения, берем за основу измерительную головку микроамперметра. Включая добавочные сопротивления, как это показано на рисунке 2.4.1, получаем необходимое измерительное устройство.
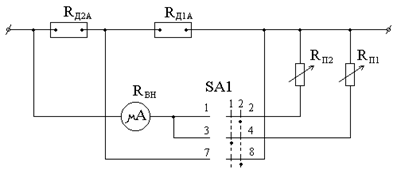
Рисунок 2.4.1
Расчет добавочных сопротивлений производится по формуле
|
где RД – величина добавочного сопротивления;
В – требуемый предел измерения;
Д – число делений микроамперметра;
RВН – внутреннее сопротивление прибора.
Рассчет предела на 15 ампер

Данное сопротивление изготовлено из манганиновой проволоки.
Рассчет предела на 1,5 ампера

Это сопротивление изготовлено из хромалевой проволоки.
Для обеспечения точности показаний, в схему включены подстроечные переменные резисторы, как это показано на рисунке 2.4.1.
2.4.2 Вольтметр и измеритель скорости были изготовлены на базе измерительной головки микроамперметра, аналогично тому, что применен для изготовления амперметра.
Включая добавочные сопротивления, как это показано на рисунке 2.4.2, получили необходимые измерительные устройства.

Рисунок 2.4.2
Расчет добавочных сопротивлений производится по формуле 2.4.1


Эти сопротивления набраны из резисторов типа ОМЛТ, укаанных в приложении 1.
Для обеспечения точности показаний, в схему включены подстроечные переменные резисторы, как это показано на рисунке 2.4.2.
|
|
|
2.4.3 Величина момента, развиваемого двигателем, фиксируется с помощью проградуированной шкалы и стрелки.
3 РАЗРАБОТКА И ИЗГОТОВЛЕНИЕ ПЕЧАТНОЙ ПЛАТЫ ШИРОТНО-ИМПУЛЬСНОГО ПРЕОБРАЗОВАТЕЛЯ
Под изготовлением печатной платы подразумевается ряд действий, посредством которых, при наличии электрической принципиальной схемы необходимого устройства (или его части), выбранных элементах схемы и известных источниках питания, получаем печатную плату этого устройства (или его части), работающая в соответствии с расчетными параметрами. Изготовление печатной платы было произведено в соответствии со следующим планом.
1. Разработка схем электрических принципиальных.
2. Трассировка плат (прокладка электропроводящих дорожек, соединяющих навесные элементы платы).
Для трассировки был использован автоматический трассировщик печатных плат PCAD 8.51. Разработанную схему набираем в редакторе схем программы PCAD 8.51 с указанием заранее рассчитанных типов и номиналов навесных элементов и подводимого питания. Результатом работы автотрассировщика являются чертежи лицевых и обратных сторон двухсторонних печатных плат с произведенной разводкой дорожек.
Подготовка подложки плат.
В соответствии с размерами будущих печатных плат (выясняется по чертежам, полученным автотрассировщиком), изготовляются заготовки из текстолита фольгированного двухстороннего. Эти заготовки тщательно обрабатываются мелкой наждачной бумагой. При этом преследуются две цели. Во-первых, необходимо снять окислы с медной фольги, покрывающей стеклотекстолит и во-вторых это делается для того, чтобы нанести микроцарапины на поверхность этой фольги. Зачем это нужно, будет понятно из дальнейшего описания.
4. Следующим шагом является изготовление штампов, по которым будут изготовлены платы.
Данная технология подразумевает использование одноразовых бумажных штампов. Они изготавливаются следующим образом. Готовые чертежи плат с произведенной разводкой печатаются лазерным принтером на плотной глянцевой бумаге, имеющей некоторую прозрачность (для возможности совмещения лицевых и обратных сторон). При этом необходимо учесть, что лицевые стороны должны быть распечатаны в зеркальном отображении. Распечатка должна производиться именно на лазерном принтере. У такого типа принтеров используется тонер, который имеет свойства размягчаться при высокой температуре. При падении температуры он спекается и в таком состоянии может долго сопротивляться агрессивным средам. Эти его свойства используются в данной технологии изготовления печатных плат. Затем распечатки тщательно совмещают на просвет и скрепляют с двух-трех сторон.
|
|
|
5. Подготовка заготовки для травления.
Помещаем в скрепленные штампы стеклотекстолитовую заготовку платы, протертую медицинским спиртом, и проводим термическую обработку полученного пакета. Это делается для того, чтобы тонер на штампах размягчился и перешел на поверхность медной фольги, покрывающей стеклотекстолит. Такую обработку удобно производить утюгом, положив пакет на гладкую поверхность. При этом бумага плотно склеивается с фольгой спекшимся тонером. Этот пакет кладут в воду на 20-30 минут. По прошествии этого времени бумага размякает и свободно отстает от фольги, оставив на ней четкий рисунок дорожек, контактных площадок и надписей будущих плат.
6. Травление.
Травление это удаление лишней фольги с заготовки химическим способом. При этом используется реакция замещения
FeCl3+Cu®CuСl3+Fe
Продукты химической реакции осадком выпадают на дно ванны, в которой производится травление и в результате мы имеем плату, на которой медная фольга осталась только на тех участках, где она покрыта тонером лазерного принтера. Этот тонер смывается растворителем и мы получаем готовую печатную плату.
4 МЕХАНИЧЕСКАЯ ЧАСТЬ СТЕНДА
Механическая часть стенда представлена в приложении 1.
Исследуемый двигатель 17 типа PIVT 6 – 25 / 3 A. Нагрузочный генератор 7 типа СЛ 525.
Электрические машины закреплены на корпусе лабораторного стенда с помощью стоек 4,12,17,19. При этом нагрузочный генератор установлен на стойках таким образом, что его статор может свободно поворачиваться. Это достигнуто следующим образом: к корпусу нагрузочного генератора крепятся фланцы 2,9. На фланцы надеты подшипники 6,10. В свою очередь на подшипники надеты крышки 5,11, которые крепятся к стойкам.
|
|
|
Испытуемый двигатель и нагрузочный генератор соединены между собой с помощью двух полумуфт 13,15. Полумуфты разъединены между собой резиновой прокладкой 14.
Статор и ротор нагрузочного генератора могут фиксироваться между собой с помощью винта.
В качестве противовеса при измерениях момента использован груз 19, прикрепленный к корпусу нагрузочного генератора с помощью хомута 8.
Величина момента фиксируется проградуированной шкалой 3 и стрелкой 1, закрепленной на фланце.
Корпус лабораторного стенда представляет собой параллелепипед со стеклотекстолитовым основанием.
Электрические машины, измерительные приборы и элементы управления расположены на лицевой стороне стенда.
Внутренняя часть корпуса содержит электрические приборы защиты, электрические платы, соединительные провода.
5 ТЕХНИКО-ЭКОНОМИЧЕСКИЙ РАСЧЕТ
5.1 Расчет капитальных затрат
Расчет материальных затрат состоит из расчета затрат на приобретение сырья и основных материалов, комплектующих изделий, а также из расчета заработной платы производственных рабочих, непосредственно связанных с технологическим процессом изготовления изделия.
Расчеты затрат на приобретение сырья, основных материалов, комплектующих изделий, а также стоимость электромонтажных работ сведены в таблице – 5.1.
|

где Спм – стоимость материалов из таблицы - 5.1, Спм =639,5 рублей;
Кмат – транспортные и складские расходы, Кмат =35 %;
К – коэффициент перевода восстановительной стоимости в ценах на 01.01.2000 г., К=6,776.
|
|
|

Таблица 5.1 – Локальная смета на приобретение и монтаж лабораторного стенда «Исследование высокомоментного
двигателя»
Сметная стоимость 1620,7 рублей
В том числе:
оборудование 867,2 рублей
монтажные работы: 482,9 рублей
сметная заработная плата: 270,57 рублей
Стоимость оборудования в ценах 1994 года
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Стеклотексто-лит СТЭФ-1 | м2 | 0,24 | 200 | — | — | — | 48 | — | — | — |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резка стек-лотекстолита | — | 2 | — | 1,2 | 8,193 | 9,832 | — | 2,4 | 8,193 | 19,7 |
| Провод МГШВ | м | 10 | 2 | — | — | — | 20 | — | — | — |
| Заготовка монтажных проводов | — | 50 | — | 0,2 | 8,193 | 1,639 | — | 10 | 8,193 | 81,93 |
| Сталь листовая | кг | 4,5 | 15 | — | — | — | 67,5 | — | — | — |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Изготовление лицевых панелей | — | 1 | — | 3 | 8,193 | 24,58 | — | 3 | 8,193 | 24,58 |
| Сверление отверстий | — | 115 | — | 0,02 | 8,193 | 0,164 | — | 2,3 | 8,193 | 18,8 |
| Уголок 20x20 | — | 28 | 18 | — | — | — | 504 | — | — | — |
| Винты ЛАТ 3x6 | — | 115 | 0,2 | — | — | — | 23 | — | — | — |
| Травление плат | — | 2 | 45 | 0,42 | 8,193 | 3,44 | 90 | 0,84 | 8,193 | 6,9 |
| Диод Д7А | — | 41 | 2 | 0,06 | 8,193 | 0,492 | 82 | 0,18 | 8,193 | 20,15 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Диод КД212А | — | 8 | 4,5 | 0,06 | 8,193 | 0,492 | 36 | 0,18 | 8,193 | 3,93 |
| Стабилитрон 2С515А | — | 6 | 2 | 0,06 | 8,193 | 0,492 | 12 | 0,06 | 8,193 | 2,95 |
| Оптронный повторитель К262КП1Б | — | 4 | 9,1 | 0,1 | 8,193 | 0,819 | 36,4 | 0,3 | 8,193 | 3,27 |
| Микросхема К140УД7 | — | 2 | 20 | 0,42 | 8,193 | 3,44 | 40 | 0,84 | 8,193 | 6,88 |
| Микросхема К157УД2 | — | 2 | 5 | 0,42 | 8,193 | 3,44 | 10 | 1,26 | 8,193 | 6,88 |
|
|
|
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Конденсатор К50-5-0,5 | — | 3 | 0,5 | 0,06 | 8,193 | 0,492 | 1,5 | 0,54 | 8,193 | 1,476 |
| Конденсатор К50-5-36 | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,06 | 8,193 | 1,968 |
| Конденсатор К50-5-2 | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,06 | 8,193 | 1,968 |
| Конденсатор К50-5-0,15 | — | 5 | 0,5 | 0,06 | 8,193 | 0,492 | 2,5 | 0,06 | 8,193 | 2,46 |
| Резистор ОМЛТ-0,125-300 Ом | — | 4 | 0,1 | 0,06 | 8,193 | 0,492 | 4,4 | 0,06 | 8,193 | 1,968 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-30 Ом | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,36 | 8,193 | 1,968 |
| Резистор ОМЛТ-0,25-10 Ом | — | 4 | 0,1 | 0,06 | 8,193 | 0,492 | 0,4 | 0,9 | 8,193 | 1,968 |
| Резистор ОМЛТ-0,125-100 Ом | — | 12 | 0,5 | 0,06 | 8,193 | 0,492 | 6 | 0,06 | 8,193 | 5,9 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-200 Ом | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,54 | 8,193 | 3,27 |
| Резистор ОМЛТ-0,125-100 кОм | — | 7 | 0,5 | 0,06 | 8,193 | 0,492 | 3,5 | 0,36 | 8,193 | 3,44 |
| Резистор ОМЛТ-0,125-5,1 кОм | — | 3 | 0,5 | 0,06 | 8,193 | 0,492 | 1,5 | 0,06 | 8,193 | 1,476 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,25-10 кОм | — | 5 | 0,5 | 0,06 | 8,193 | 0,492 | 2,5 | 0,36 | 8,193 | 2,46 |
| Резистор ОМЛТ-0,125-20 кОм | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 1,08 | 8,193 | 3,27 |
| Резистор ОМЛТ-0,125-1 кОм | — | 1 | 0,5 | 0,06 | 8,193 | 0,492 | 0,5 | 0,36 | 8,193 | 0,492 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-2 кОм | — | 2 | 0,5 | 0,06 | 8,193 | 0,492 | 1 | 0,06 | 8,193 | 0,984 |
| Резистор СПО-2-300 Ом | — | 3 | 6 | 0,06 | 8,193 | 0,492 | 18 | 0,18 | 8,193 | 1,476 |
| Резистор СПО-2-3 кОм | — | 1 | 6 | 0,06 | 8,193 | 0,492 | 6 | 0,06 | 8,193 | 0,492 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Тиристор КУ201Е | — | 4 | 3 | 0,1 | 8,193 | 0,819 | 12 | 0,3 | 8,193 | 3,27 |
| Транзистор КТ315В | — | 11 | 2 | 0,1 | 8,193 | 0,819 | 22 | 0,3 | 8,193 | 9,01 |
| Транзистор КТ361Б | — | 1 | 2 | 0,1 | 8,193 | 0,819 | 2 | 1,2 | 8,193 | 0,82 |
| Транзистор КТ815А | — | 4 | 4 | 0,1 | 8,193 | 0,819 | 16 | 0,3 | 8,193 | 3,28 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Транзистор КТ819АМ | — | 4 | 18 | 0,1 | 8,193 | 0,819 | 72 | 0,8 | 8,193 | 3,28 |
| Трансформа-тор ТПП246 | — | 1 | 30 | 0,2 | 8,193 | 1,64 | 30 | 0,2 | 8,193 | 1,64 |
| Микроампер-метр | — | 3 | 30 | 0,33 | 8,193 | 2,7 | 90 | 0,33 | 8,193 | 8,1 |
Расходы на доставку и хранение покупных комплектующих изделий составляют 20 процентов от их стоимости. Стоимость комплектующих изделий с учетом расходов на доставку и хранение расчитываются по формуле
|

где СПК – стоимость покупных комплектующих изделий из таблицы 5.1, СПК = 531,2 рублей.
Кком – транспортно-складские расходы, Кком=20 процентов;
К – коеффициент перевода восстановительной стоимости в ценах на 01.01.2000 г., К=6,776.
|

Трудоемкость регулировочно-наладочных работ ТНР определяется как 40 процентов от суммарной трудоемкости остальных работ
|

где ТПР – трудоемкость подготовительных работ из таблицы 5.1, ТПР = 18,54 часов;
|


Затраты на регулировочно-наладочные работы
|

где Е – часовая тарифная ставка лаборанта пятого разряда, Е=8,193 рублей.

Итоговая заработная плата будет складываться из заработной платы рабочих за подготовительные, монтажные и наладочные работы с учетом коэффициента заработной платы.
Расчетный коэффициент заработной платы
|

где К1 – районный коэффициент, К1 =1,3;
К2 – коэффициент, учитывающий работу на высоте, К2 =1;
К3 – дальневосточный коэффициент, К3 =1,25;
К4 – надбавка за выслугу лет, К4 =1,1;
К5 – премиальный коэффициент, К5 =1,25;
КНР – коэффициент накладных расходов, КНР =1,85.

Итоговая заработная плата
|

где ЗПП – заработная плата рабочих зп подготовленный период из таблицы – 5.1, ЗПП =151,9 рублей;
ЗПН - заработная плата за монтажные работы из таблицы – 5.1, ЗПН =110,42 рублей.

Расчет заработной платы произведен по методике, изложенной в [15].
Общие капитальные затраты
|


5.2 Определение эксплуатационных затрат при работе стенда
Амортизационные отчисления
|

где К – капитальные затраты, принимаемые равными себестоимости изделия, К = 1170,7 рублей;
На – норма амортизации, выбираем по [15] приложение 9 пункт 6, На = 0,045.

Затраты на оплату за потребленную электроэнергию рассчитываются по формуле
|

где P2 – потребляемая активная мощность, P2 = 0,1 кВт;
КМ – коэффициент учета загрузки по мощности, КМ = 0,7;
КТ - коэффициент учета загрузки по времени, КТ = 0,8;
КП - коэффициент учета потерь электроэнергии в сети, КП=1,05;
ЦЭ – стоимость одного киловатт-часа электроэнергии по данным ДВГТУ, ЦЭ = 0,7 рублей за киловатт-час;
ТЭ – эффективный фонд времени работы электропривода в планируемом периоде (за год)
|

где Д – число дней работы в год, Д = 32×2 = 64 дня;
n – сменность работы электропривода, n = 1;
t – средняя продолжительность смены, t = 4 часа;
b – планируемые потери рабочего времени на ремонт и обслуживание электропривода, b = 0,039 (3,9 процента).


|

где СРС – затраты на ремонт единицы ремонотной сложности, СРС = 271 рублей;
å R – сумма ремонтных сложностей.
|

где К1 – коэффициент производства схемы, К1 = 1;
åRУ1 – суммарная ремонтосложность плат на микросхемах.
|

где КЗ – коэффициент типа платы, КЗ = 1;
n1 – количество микросхем, n1 = 9.

|

где n2 – число дискретных элементов, n2 = 31.

Тогда


Для расчета затрат на заработную плату ремонтников составляется график ППР для лабораторной установки, представленный в виде таблицы-5.2.
Условно принимаем ремонтный цикл 120 месяцев.
Таблица – 5.2 График ППР
| Наименова-ние оборудова-ния | Группа ремонтной сложности | Сменность | Виды ремонта и трудоемкость | |||||||||||
| I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | |||
| Лаборатор-ный стенд «Исследо-вание высоко-моментного двигателя» | 0,49 | 1 | – | – | – | – | – | 0 | – | – | – | – | – | Ч |
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
| – | – | – | – | – | 0 | – | – | – | – | – | Ч | |||
Трудоемкость ремонтов рассчитываем по формулам
|

где n0 – количество осмотров за ремонтный цикл, n0 =12;
nР0 – норматив ремонта, nР0 = 0,15.

|

где nЧ – количество чисток за ремонтный цикл, nЧ = 12;
nРЧ – норматив ремонта, nРЧ =0,2.

Суммарная трудоемкость ремонтов
|

где a - коэффициент, учитывающий вспомогательное время на ремонтные работы, a = 1,1;
b - коэффициент, учитывающий увеличение объемов работ на неплановые работы, b = 1,1.

Среднегодовая трудоемкость ремонтов
|


Затраты на заработную плату ремонтников определяются по формуле
|

где ЗПЛ – заработная плата лаборанта без надбавок для лаборанта пятого разряда лаборатории АУТС, ЗПЛ = 8,193 рублей в час;
РСТР – страховой тариф в фонд обеспечения, РСТР=39 процентов;
РД.З – отчисления на дополнительную заработную плату, РД.З = 7 процентов.

Общая сумма эксплуатационных расходов складывается из вышеперечисленных
|


5.3 Общие затраты на стенд
Определим общие затраты на изготовление и эксплуатацию стенда
|


Основным фактором окупаемости затрат на изготовление и эксплуатацию стенда являются практические знания, полученные студентом во время работы со стендом, а также возможность использования стенда при проведении лабораторных работ по курсу «Электрические машины».
6 ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
6.1. Операции, выполняемые на стенде
В соответствии с темой дипломного проекта разрабатывается универсальный лабораторный стенд исследования высоко моментного
двигателя. Этот стенд предназначен для проведения лабораторных работ по исследованию основных характеристик высокомоментного двигателя.
6.2 Приборы и оборудование
Рабочее место человека – оператора – это место в системе человек-машина, оснащенное средствами отображения информации, органами управления и вспомогательными инструментами, где осуществляется трудовая деятельность человека, оно может быть индивидуальными и коллективным.
Рабочее место человека-оператора характеризуется рабочей средой, то есть совокупностью факторов внешней среды. К ним относятся физические, химические, биологические, информационные, социально-психологические и эстетические свойства среды, воздействующие на человека.
Комфортной рабочей средой рабочего места человека-оператора называется такое состояние внешней среды на рабочем месте, которое обеспечивает оптимальную динамику работоспособности оператора, хорошее самочувствие и сохранение его здоровья. Организация рабочего места заключается в том, что нужно выполнить ряд мероприятий, обеспечивающих рациональный и безопасныйтрудовой процесс и эффективное использование орудий и предметов труда, что повышает производительность труда и способствует снижению утомляемости работающих.
Размер зоны приложения труда зависит от характера труда и может ограничиваться площадью основным технологическим и вспомогательным оборудованием, технологической оснасткой, инструментами и приспособлениями, а также в ряде случаев пультом или щитом управления. Рациональное устройство рабочего места учитывает оптимальную его планировку, степень механизации и автоматизации, выбор рабочей позы оператора и расположения органов управления и инструментов. Оптимальная планировка обеспечивает удобство при выполнении работы, экономию сил и времени оператора, правильное использование производственных рабочих площадей, безопасные условия работы.
При расположении элементов рабочего места необходимо предусматривать средства защиты оператора от опасных и вредных факторов. Взаимное расположение элементов рабочего места должно способствовать оптимальному режиму труда и отдыха, снижению утомляемости, предупреждению ошибочных
|
|
|
12 |
