 |


Оборудование для лазерной резки
|
|
|
|
В России станки для лазерной резки производят ЗАО «ТехноЛазер» (г. Шатура, Московская область), ЗАО «Лазерные комплексы» (г. Шатура, Московская область), НПЦ «Лазеры и аппаратура ТМ» (г. Зеленоград, Московская область), ООО «ОКБ «Булат» (г. Зеленоград, Московская область), ООО «НПЦ «Альфа» (г. Москва), «Центр лазерных технологий» (г. Санкт-Петербург) предприятия Лазерного регионального Северо-Западного центра (ЛРСЗЦ, г. Санкт-Петербург – ООО «СП «Лазертех», ООО «НПП «Мобильные Лазерные Системы», ООО «Лазерный центр», АОЗТ «ЛазерИнформСервис»), а также другие компании.
Среди зарубежных производителей установок лазерной резки: компании Trumpf (Германия), Bystronic (Швейцария), ESAB (Швеция), Mazak (Япония), Koike (Япония), Hankwang (Южная Корея), Multicam (США) и др. Известным производителем углекислотных лазеров является компания PRC (США).

Фото. Станки лазерной резки Mazak: Space Gear-U44 (сверху) и Hyper Gear (снизу)
Таблица. Сведения об оборудовании для лазерной резки металла
| Марка | Мощность лазера (кВт) | Назначение | ||
| ЛК-2015, ЛК-3015, ЛК-4015 (ЗАО «Лазерные комплексы», Россия) | до 5 в зависимости от модели | Установки (станки) лазерной резки плоских изделий (листов) | ||
| Серий LMC-1200, LMC-2000, LMC-3000, LMC-6000 (ЗАО «Технолазер», Россия) | до 6 в зависимости от модели | |||
| Hankwang серий FL (может поставляться с системой для резки труб), FS (Южная Корея) | 2,5 / 3,3 / 4 / 6 | |||
| Hankwang серии HS (Южная Корея) | 2,2 / 3,3 / 4 | |||
| Mazak Hyper Gear (Япония) | 2,5 / 4 | |||
| Mazak Super Turbo-X44, Super Turbo-X Mk II (Япония) | 1,5 / 1,8 / 2,5 / 4 | |||
| Mazak Super Turbo X 48/510 Champion (Япония) | 1,3 | |||
| Koike серии Lasertex (Япония) | 1 / 2 / 3 / 4 / 5 / 6 | |||
| ESAB Alpharex | до 6 | |||
| Trumpf серий TruLaser 1000, 2000, 3000, 5000, 7000, 8000 (Германия) | до 15 в зависимости от модели | |||
| Bystronic ByVention 3015, BySprint 3015, BySprint Pro 3015, Byspeed (Швейцария) | до 6 в зависимости от модели | |||
| Mazak Space Gear-U44, Space Gear-Mk II (Япония) | 1,5 / 1,8 / 2,5 / 4 | Установки (станки) лазерной резки плоских (листов) и объемных (труб, коробов и т. д.) изделий | ||
| Trumpf серий TruLaser Cell 1000, 3000, 5000, 7000 (Германия) | до 15 в зависимости от модели | |||
| Bystronic серий Bystar, Bystar L (Швейцария) | до 6 в зависимости от модели | |||
| Установки гидроабразивной резки | ||||
Установка (станок) гидроабразивной резки обычно состоит из следующих узлов:
| ||||
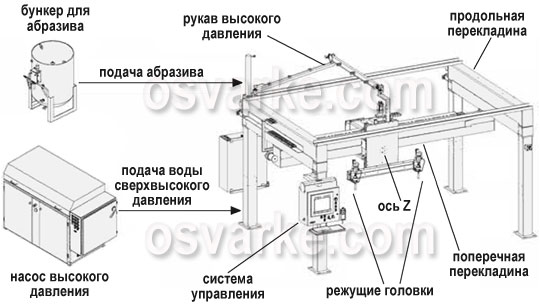
Рисунок. Установка гидроабразивной резки
|
|
|
С помощью насоса высокого давления вода сжимается до необходимого давления и затем подается в режущую головку по трубопроводам. Режущая головка обеспечивает преобразование энергии воды, сжатой под высоким давлением, в кинетическую энергию высокоскоростной водноабразивной струи и ее окончательное формирование в качестве режущего инструмента.
Система дозированной подачи абразива состоит из абразивного бункера под давлением, устройства дозирования и подачи абразива в режущую головку, снабженного минибункером, а также гибких соединительных шлангов.
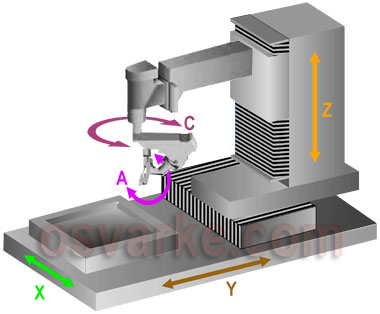
Координатный стол (с приводами перемещений) предназначен для размещения обрабатываемых изделий и позиционирования режущих головок, а ванна – для приема водноабразивной струи и отходов обработки. В установках для сложной вырезки деталей режущая головка может перемещаться по 5-ти осям: стандартным осям X (вперед-назад), Y (влево-вправо), Z (вверх-вниз), а также осям A (изменение угла наклона) и C (вращение вокруг оси Z).
Вода, сливаемая из ванны координатного стола, поступает в бак-отстойник, где очищается от шлама – использованного абразива и мелких остатков обрабатываемого материала.
|
|
|
Управление процессом резки обычно выполняется с персонального компьютера (ЭВМ).
Насосы высокого давления
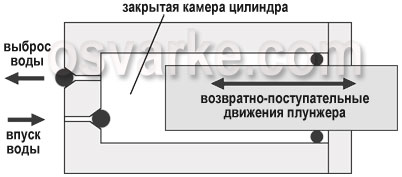
Накачивание воды сверхвысокого давления в насосе осуществляется за счет возвратно-поступательных движений плунжера – вытеснителя продолговатой цилиндрической формы. Плунжер вталкивается в закрытую камеру цилиндра для повышения давления, что приводит к сжатию воды. При достижении необходимого давления открывается выходной однонаправленный вентиль, и часть сжатой жидкости выбрасывается. Затем выходной вентиль закрывается, а плунжер начинает двигаться в обратном направлении под напором расширяющейся воды. При этом давление воды уменьшается до уровня давления на впуске, и открывается входной однонаправленный вентиль.
В зависимости от способа приведения в движение плунжера различают два вида насосов сверхвысокого давления:
- прямого действия и
- мультипликаторного («усиливающего») типа – их также называют бустерными.
Насосы прямого действия имеют более простую конструкцию.
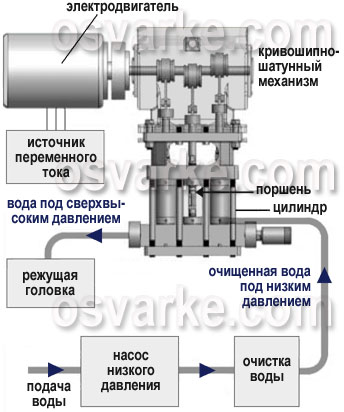
Рисунок. Применение насоса прямого действия в установке гидроабразивной резки
Питающий насос создает предварительное низкое давление воды. Затем вода очищается и поступает в насос высокого давления. Электродвигатель приводит в движение три поршня, поочередно выталкивающих воду из цилиндров.
Насосы прямого действия являются сравнительно дешевыми, позволяют плавно увеличивать давление и обладают очень высоким КПД – до 95% и выше. Однако давление воды, создаваемое такими насосами, обычно не превышает 3800 атмосфер.
Более высокое давление воды (до 4150 или 6000 бар) способны создавать насосы мультипликаторного (бустерного) типа.
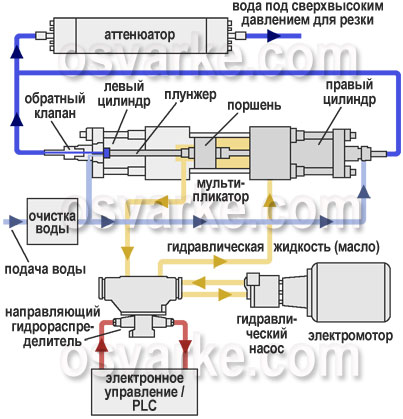
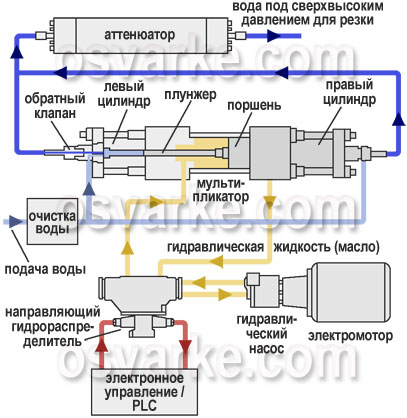
Рисунки. Выталкивание воды сверхвысокого давления поочередно из левого (верхний рисунок) и правого (нижний рисунок) цилиндров в насосе мультипликаторного типа
Поршень приводится в движение то в одну, то в другую сторону маслом, подающимся под первичным давлением (как правило, порядка 207 атмосфер), которое создается гидравлическим насосом. Площадь каждого из оснований поршня может быть в 20 раз больше площади рабочей поверхности каждого из плунжеров. В результате давление воды, выталкиваемой плунжерами поочередно из камер обоих цилиндров, в 20 раз выше первичного давления масла. Пока вода выбрасывается из одной камеры высокого давления, в противоположную камеру поступает вода под низким давлением и т. п.
|
|
|
Аттенюатор (аккумулятор) сглаживает пульсации давления воды и обеспечивает ее непрерывный поток для процесса резки.
Насосы мультипликаторного типа конструктивно сложнее и требуют охлаждения.

Фото. Насос Jet Edge iP60-100 с двумя мультипликаторами (слева) и система из двух насосов OMAX P4055V прямого действия (справа), используемые в станках гидроабразивной резки
Дополнительные устройства
Система водоподготовки. Предназначена в основном для смягчения воды и ее очистки от нежелательных примесей (содержащих железо, кремний, марганец и т. п.), способствующих сокращению срока службы водяного сопла и уплотнителей для высокого давления. Кроме того, может обеспечивать резервный запас воды, необходимые температуру и давление воды, подаваемой в насос высокого давления, а также может использоваться для охлаждения мультипликаторного насоса.
Система защиты от столкновений. Применяется для исключения возможности столкновения режущей головки с заготовкой при неровности поверхности. Смесительная трубка ограждается защитным кольцом, соединенным с датчиком удара. При фиксировании столкновения движение резака прекращается, и он сохраняет свою работоспособность после удаления препятствия.
При управляемой оси Z возможно использование системы контроля высоты режущей головки, позволяющей постоянно поддерживать очень близкое расстояние между режущей головкой и поверхностью заготовки, что значительно повышает скорость и точность обработки.
Оптический локатор. Состоит из миниатюрной водостойкой видеокамеры, способной точно определять координаты любых точек на поверхности обрабатываемого изделия, и программы для пересчета координат точек после переустановки или перемещении изделия. В результате данная система записывает в память расположение детали и позволяет в дальнейшем продолжить рез по тому же контуру как передвинутой произвольным образом заготовки с габаритами, значительно превышающими размеры координатного стола, так и временно отложенной заготовки.
|
|
|
Система управления уровнем воды в ванне. Предназначена для поднятия уровня воды при резке и его опускания до исходного уровня по окончании процесса обработки. При этом существенно уменьшается уровень шума, разбрызгивания режущей струи и выброса в воздух абразивной пыли. Для эффективной резки под водой ее слой над заготовкой должен быть очень тонким. Так, при толщине укрывающего слоя 1мм мощность струи снижается уже примерно на 5%.
Также возможно применение системы удаления шлама, лазерного указателя для позиционирования резака, системы удаленного наблюдения за установкой, сверлильной головки и других дополнительных компонентов.
Расходные материалы
В таблице ниже приведены средние значения ресурса расходных материалов при резке стали на установках BarsJet (разработка – НПО «БАРС», производство – ООО «Дельта-Интех», Челябинская область, пос. Казанцево). Фактические значения зависят от режимов работы станка, прежде всего от рабочего давления насоса. Так, при обработке стекла эксплуатационный ресурс будет больше, чем при обработке стали или титана.
Таблица. Средние значения ресурса расходных материалов, полученные из статистики эксплуатации установок BarsJet (с насосом мультипликаторного типа Thueringer и режущей головкой Thueringer) при гидроабразивной резке стали (данные компании ООО «ТехноАльянсГрупп», г. Москва)
| Комплектующие | Среднее значение ресурса эксплуатации (часы) |
| Водяное сопло | |
| Смесительная трубка | |
| Решетка на координатный стол | |
| Комплект уплотнений для мультипликатора | |
| Смазка для кареток | |
| Трубка подачи абразивного материала | |
| Клапан «грибок» (минибункер) | |
| Водяной фильтроэлемент для режущей головки | |
| Сборка входного и выходного клапана мультипликатора | |
| Комплект уплотнений для гидравлической части мультипликатора | |
| Комплект уплотнений для клапана сброса | |
| Комплект уплотнений для режущей головки | |
| Смесительная камера (режущая головка) | |
| Гидравлическая жидкость (масло) British Petroleum Energol HLP-HM 46, 208 л | |
| Водяные фильтроэлементы (1, 5 и 20 мкм) | по мере загрязнения |
| Гранулированная соль для системы умягчения воды | по мере расходования |
| Смазка Turmopast | по мере расходования |
| Абразивный песок | по мере расходования (наибольшие затраты) |
|
|
|
