 |


Технологические требования для ручной дуговой сварки покрытыми электродами.
|
|
|
|
Технологические требования к ИП для сварки
Характеристика электрической дуги как нагрузки источников питания и шлаковой ванны.
Jд =1…2000 А
Uд = 10…60 В (250В плазменная резка)
U 

|
 |
Характеристика шлаковой ванны как нагрузки источников питания.
J =300…10000 А
U = 10…70 В

 U
U
 |
J
Соответственно, в цепи передачи энергии к обрабатываемому изделию они являются вторичными источниками электроэнергии. Нагрузкой источника питания или установки (далее будет применяться сокращенное обозначение – ИП)может быть электрическая дуга, плазменно-дуговой разряд или электрошлаковая ванна.
Основные характеристики электродугового разряда определяются статическими (С) и динамическими (Д) вольтамперными характеристиками (ВАХ). СВАХ не учитывает быстропротекающих процессов (например, периодическую смену полярности при переменном токе).
ИП должны соответствовать трем общим требованиям.
1. Стабильное возбуждение процесса и его протекание,
2. Возможность регулирования режима,
3. Эффективное преобразование энергии.
Эти требования основываются на технологических особенностях процессов сварки плавлением и экономических требованиях. Приоритет имеют технологические требования, так как от них зависит качество работы. Экономичность эксплуатации требует высокого КПД и коэффициента мощности оборудования.
Дополнительное требование при автоматической сварке во многих случаях – стабилизация режима при колебаниях напряжения силовой сети.
Сеть – ИП – дуга - св. шов
Так как в силовой сети есть другие источники потребления энергии, то при их включении и выключении меняется падение напряжения в проводах силовой сети, что вызывает изменение входного напряжения ИП. Оно передается в цепь питания электрической дуги, если ИП не обеспечивает стабилизацию режима. При этом меняется ток и напряжение дуги и, соответственно, глубина проплавления Н и ширина шва В.
|
|
|
 Стабилизированные ИП, с быстродействующими системами регулирования выполняются на силовых тиристорах или транзисторах.
Стабилизированные ИП, с быстродействующими системами регулирования выполняются на силовых тиристорах или транзисторах.
Для автономных ИП - сварочных агрегатов стабилизируют число оборотов двигателя внутреннего сгорания при изменении его нагрузки.
Регулирование.
Для единичного и мелкосерийного производства как показывает практика экономически целесообразно использовать универсальные ИП или ИП с большим диапазоном регулирования режимов, хотя они и дороже.
Для крупносерийного и массового производства при одном способе сварки в узком диапазоне изменения режима универсальные ИП или ИП с большим диапазоном регулирования не нужны.
При работе ИП на режиме, близком к номинальному, обеспечивается максимальные КПД и cosφ, соответственно минимальна плата за электроэнергию. Поэтому для крупносерийного и массового производства нужно выбирать ИП с минимальным запасом по номинальному току.
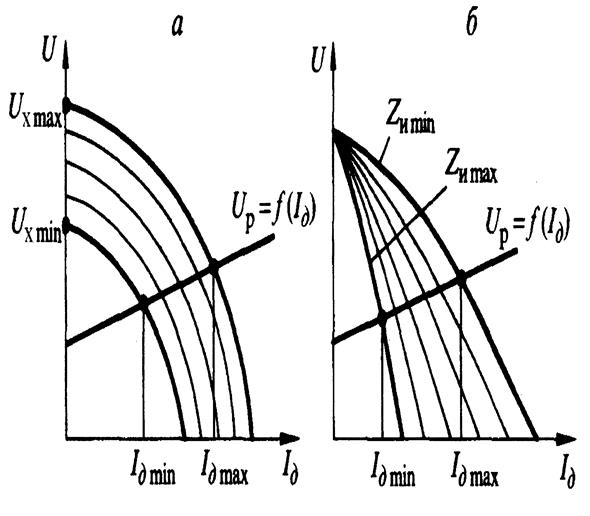
Настройка сварочного тока изменением напряжения холостого хода (а) и сопротивления (б) источника
Зажигание дугового разряда
Применяется контактное и бесконтактное.
Контактное зажигание
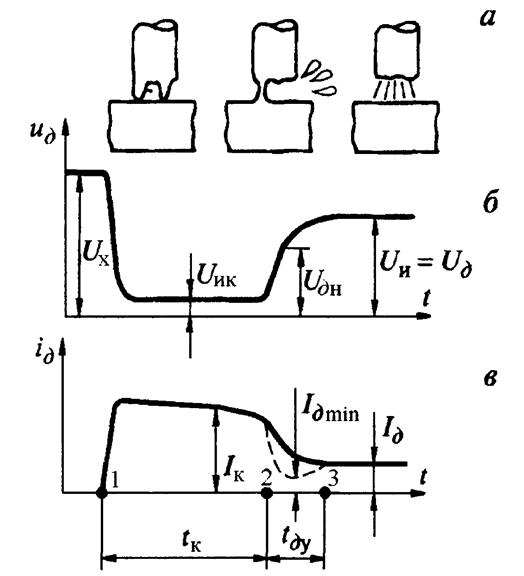
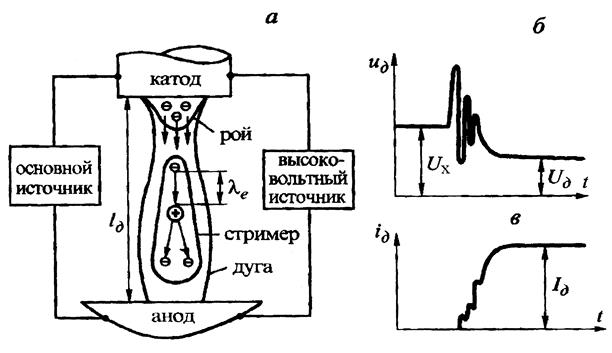
Стадии процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги разрывом цепи короткого замыкания
Контактирующие микронеровности за t=10-5-10-6 c расплавляются и испаряются, далее действием силы тяжести замыкаются другие и так далее.
 При температуре кипения большинства свариваемых материалов (для Fe 2700°С) степень ионизации атомов веществ, находящихся в межэлектродном промежутке очень мала, уровень ионизации тысячные – сотые доли процента, поэтому прохождение больших токов невозможно.
При температуре кипения большинства свариваемых материалов (для Fe 2700°С) степень ионизации атомов веществ, находящихся в межэлектродном промежутке очень мала, уровень ионизации тысячные – сотые доли процента, поэтому прохождение больших токов невозможно.
|
|
|
Для того, чтобы процесс перешел в дуговой разряд необходимо обеспечить автоэлектронную эмиссию и ударную ионизацию. Автоэлектронная эмиссия возникает при разрыве контактов при напряженности электрического поля порядка 1011 В/мм от напряжения холостого хода ИП.
Ударная ионизация осуществляется электронами, разгоняемыми электрическим полем также от напряжения холостого хода ИП. Если на дистанции свободного пробега электрона (для атмосферного давления для порядка 10-4-10-3мм) он набирает энергию достаточную для выбивания из атома еще одного электрона, то происходит увеличение проводимости. Процесс нарастает лавинообразно до некоторого установленного значения тока определяемого настройкой ИП и сопротивлением цепи.
Практика показывает, что для дуговой сварки этот процесс должен происходить за несколько десятых долей секунды.
При контактном зажигании на первой стадии процесса используется термическая ионизация, скорость которой определяется током короткого замыкания, а на второй стадии ударная ионизация - скорость которой определяется напряжением холостого хода ИП, поэтому целесообразно их увеличивать до максимально возможных значений.
Ускорить процесс зажигания можно и улучшая его динамические свойства.
Напряжением холостого хода ИП ограниченно условиями электробезопасности. Для ручной дуговой сварки максимально: ~ U20≤ 80B
—U≤ 100B
Облегчить зажигание можно, если в дуговой промежуток вводить материалы с наименьшим потенциалом ионизации, а именно щелочные металлы (Na, K) в виде соединений. Затраты энергии на ионизацию получаются в несколько раз меньше, чем на железе.
Бесконтактное зажигание
Применяется как правило, при сварке W электродами (неплавящимися) и плазменных в процессах.
Для варианта быстрого нарастания тока искровой разряд переходящий через промежуточную стадию в дуговой разряд.
Если время зажигания составляет десятые доли секунды. Для пробоя зазора требуется напряжение минимум несколько тысяч В (порядка 1-2 кВ на мм). В этом случае ионизация происходит за счет ударного механизма, так как начинается при комнатной температуре, а не при температуре кипения материала, как в предыдущем случае, энергия разгона электронов должна быть на 2 порядка выше. Т.к. выбивание электронов процесс квантовый, т.е. имеется пороговый уровень возбуждения и выхода электронов, соответственно имеется и пороговое напряжение при котором возможно развитие этого процесса.
|
|
|
Для обеспечения электробезопасности высокого напряжения его подают в виде высокочастотных импульсов, частота как правило не менее сотни кГц.
Защита от поражения высоковольтным напряжением обеспечивается прохождением высокочастотного разряда по поверхности кожи человека не затрагивая нервные окончания. Устройство обеспечивает высокочастотное напряжение – осциллятор.
|
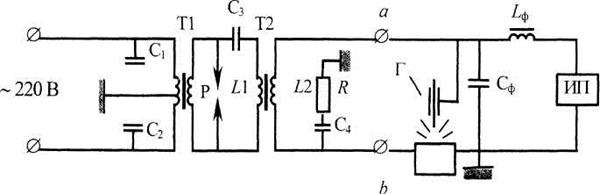
Схема осциллятора:
Т1 - повышающий трансформатор,
Т2 - высокочастотный трансформатор,
L фСф - фильтр для защиты сварочного источника питания от высокого напряжения трансформатора,
L 1 СЗ Р - колебательный контур,
С1 С2 - фильтр для запиты питающей сети от высокочастотных помех, создаваемых осциллятором,
Г - аргоно-дуговая горелка
Устойчивость горения дуги в системе
«источник-дуга»
Система «источник-дуга» при малом возмущении по длине дуги

хL≥>R
В большинстве случаев систему ИП-дуга можно рассматривать как
В динамике система будет устойчива, если после возмущения она возвратится в исходную точку. Если рассматривается устойчивость в малом, т.е. при малых отклонениях от положения равновесия нелинейные фунуции ИП и дуги без особых погрешностей можно заменить линейными.


Кустойчивости

 ;
;  ;
;  ;
;
 ;
;  при t=0 I=ΔJ, C= ΔJ
при t=0 I=ΔJ, C= ΔJ
цепь с индуктивностью.
Для того, чтобы система была устойчивой при отклонениях, с ростом времени ток должен убывать (t→D i→0) это можно обеспечить, когда показатель exp «-», т.к. по определению индуктивность может быть только «+», то Ку должен быть больше 0 (L>0 → Ку>0). 
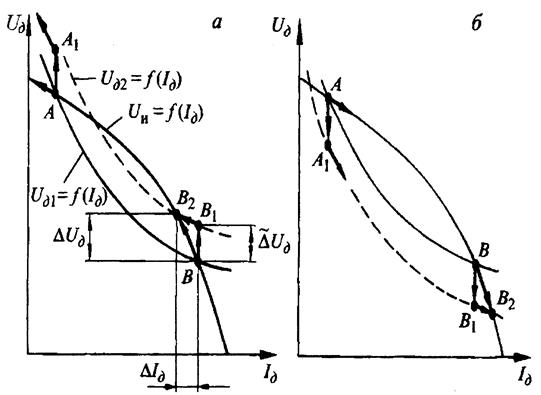
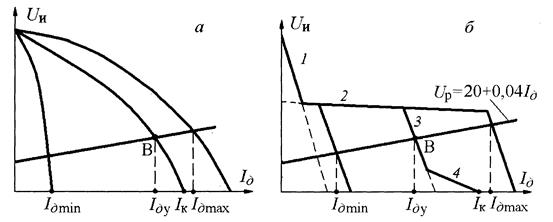
Реакция системы на малое возмущение в точке А и в точке В.
|
|
|
Система «источник—дуга» принципиально устойчива, если в результате отработки малых возмущений она приходит в установившееся состояние, характеризующееся равенством подаваемой и потребляемой энергии и малыми отклонениями тока и напряжения от исходного состояния.
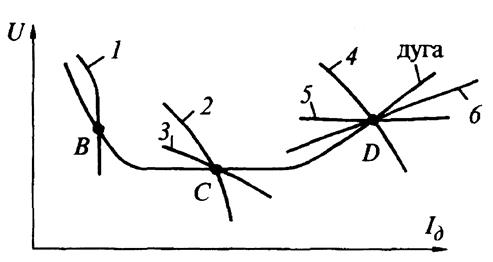
При использовании дуги на падающем участке ее характеристики в точке В, где дифференциальное сопротивление дуги отрицательно (рд < 0), характеристика источника 1 должна быть еще более крутопадающей для получения положительного значения коэффициента устойчивости ky.
При использовании дуги на жестком участке ее характеристики (рд= 0) в точке С характеристика источника может быть и крутой 2, и пологой 3, но непременно падающей (ри < 0).
Если дуга имеет возрастающую характеристику в точке D (рд > 0), то для обеспечения устойчивости источник может иметь падающую 4 (ри < 0), жесткую 5 (ри = 0) и даже пологовозрастающую 6 (ри > 0) характеристику, если ее наклом меньше. Наибольшим запасом устойчивости в точке D обладает, естественно, система с источником, имеющим характеристику 4, поскольку при этом ky максимальный.
Технологические требования для ручной дуговой сварки покрытыми электродами.
Поскольку проходящий ток нагревает стержень и, соответственно, обмазку, плотность тока ограничивается в данном случае максимальной температурой нагрева обмазки (400°С). поскольку связующее обмазки – жидкое стекло или канцелярский клей при нагреве теряет воду и становится хрупким. В условиях неравномерного нагрева стержня и обмотки из-за разных коэффициентов линейного расширения обмазка трескается и осыпается. Поэтому при ручной сварке покрытыми электродами можно использовать падающую и часть жесткого участка ВАХ дуги.
Из общего условия устойчивости следует, что характеристика ИП на падающем участке ВАХ дуги должна быть крутопадающей, а на жестком любая падающая. Поэтому для обеспечения устойчивости регулирования применяется ИП с крутопадающей или вертикально падающей ВСХ на рабочем участке. Т.е. характеристика ИП должна быть крутопадающей, чем у дуги.
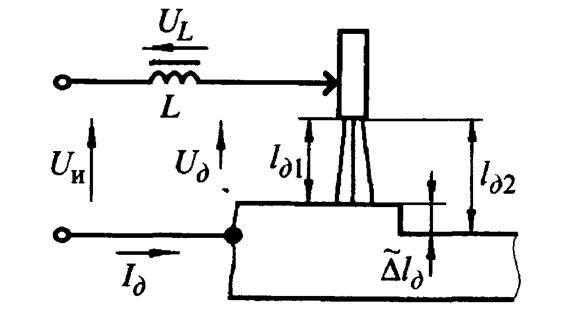
Для ручной сварки характерны большие колебания длины дуги.
 ;
; 
 ;
;
Ку ∆J=-Eст ∆l
∆J=-(Eст /Ку)∆l
C точки зрения поддержания постоянства выделения существующей в столбе дуги целесообразно, чтобы ток не менялся при изменении длины дуги, т.е. требуется ВСХ ИП близкая к вертикально падающей на рабочем участке. Это справедливо при небольших колебаниях дуги, поскольку в длинных дугах меняется физика разряда, падает скорость плазменных потоков и, соответственно, газодинамическая устойчивость, меняется температура по длине столба дуги. Поэтому в длинных дугах обрыв происходит не из-за нарастания устойчивости системы: источник питания - дуга, а из-за магнитогидродинамической неустойчивости.
|
|
|
Тем не менее для подавляющего большинства дуговых разрядов используемых при сварке и наплавке, где длина дуги составляет не более 10мм, вертикально падающая характеристика ИП наиболее рациональна при колебаниях дуги.
Поэтому для обеспечения, так называемой, эластичности дуги, т.е. возможности растягивать ее на большую длину, наилучшим вариантом является вертикальнопадающая характеристика. Процесс начинается коротким замыканием, поэтому требования к ИП смотри выше. Из условий обеспечения максимального тока короткого замыкания вытекает требование характеристики типа пологопадающей, в зоне низких напряжений на межэлектронном промежутке.
 Такие характеристики можно получить при быстродействующем регуляторе ИП. Практически, в настоящее время это реализуется в тиристорных и транзисторных ИП.
Такие характеристики можно получить при быстродействующем регуляторе ИП. Практически, в настоящее время это реализуется в тиристорных и транзисторных ИП.
В самых простых тансформаторах и выпрямителях для ручной дуговой сварке не имеющих таких систем управления приемлемым компромиссом является крутопадающая ВСХ ИП: устойчивость, эластичность дуги, ток короткого замыкания больше рабочего тока.
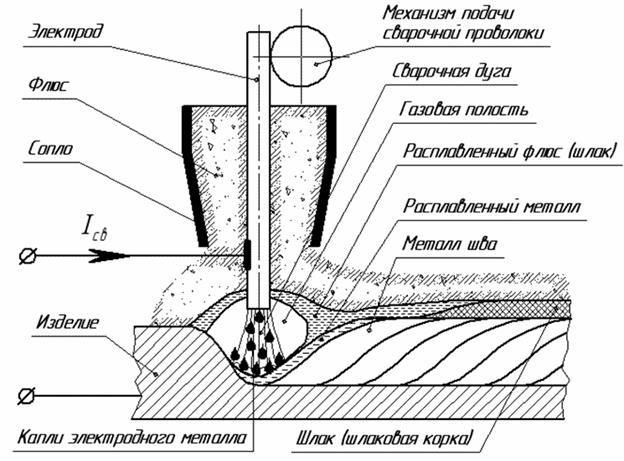
Механизированная сварка под флюсом.
Из общего условия устойчивости следует, что на возрастающем участке ВАХ дуги можно использовать любую падающую и жесткую ВСХ ИП, а на жестком участке любую падающую ВСХ ИП.
Для механизированных способов сварки технологическим требованиям является поддержания стабильного формирования шва. Необходима стабилизация не только нагрева, но и длины дуги. Для свободно горящих дуг в связи с их расширяющейся в сторону плоского электрода формы колебания длины дуги меняют и ширину шва и глубину проплавления. Стабилизацию длины дуги при постоянной скорости подачи проволоки можно обеспечить используя саморегулирование длины дуги за счет смешанной обратной связи по электрическим тепловым параметрам.
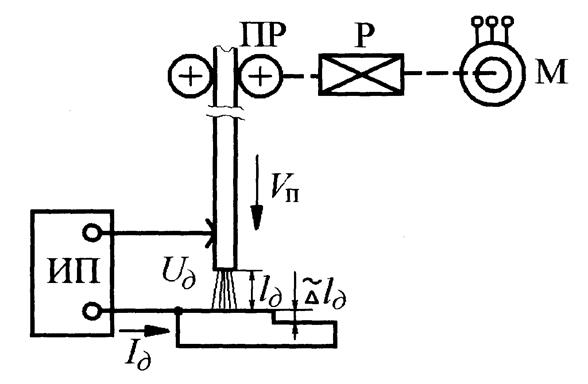
Для максимальной эффективности саморегулируемой длины дуги Ку →0. Естественно должен быть запас устойчивости системы, поэтому практически на жестком участке ВАХ дуги применяют пологопадающие ВСХ ИП, а на пологопадающем жесткие ВСХ ИП. С точки зрения максимальной производительности процесса целесообразна работа на возрастающем участке ВАХ дуги.
Указанные характеристики обеспечивают общую устойчивость системы: ИП-дуга. Рабочий дисапазон: жесткий и возрастающий участки ВАХ дуги.
При пологопадающих ВСХ ИП ток короткого замыкания в 3-6 раз больше, чем номинальный ток ИП. Поэтому необходимо обеспечить защиту ИП от длительного короткого замыкания. Защита при перегрузках менее 6- это тепловые автоматы защиты, более 6 – магнитные автоматы защиты.
Для механизированных процессов необходимо дистанционное регулирование (выкл./вкл., регулирование тока и напряжения). Дистанционное регулирование требует электронного управления ИП, поэтому это или электромагнитное управление, или тиристорное, или транзистроное. Процесс сварки под флюсом технически осуществим на проволоках диаметром не менее чем 2мм, ток дуги обычно не менее 200А. Зона закрыта от внешних воздействий колпаком из расплавленного флюса, поэтому устойчивость дуги и процесса в целом очень высокая, в большинстве случаев он осуществляется на переменном токе. Постоянный ток используется при сварке высоколигированных сталей, титановых сплавов из-за солевых флбсов содержащих фтор и хлор, и, соответственно, снижающих дуговую ионизацию процесса.
|
|
|
