 |


Расчет параметров резьбового соединения
|
|
|
|
Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, в инструментах и др. От их качества зависят точность, надежность и долговечность изделий. Из большой группы резьбовых соединений самыми распространёнными являются соединения с метрической резьбой, которые выполняют с крупным шагом для диаметров от 1 до 68 мм и с мелкими шагами для диаметров от 1 до 600 мм.
В настоящее время метрические резьбы нормированы следующими стандартами:
ГОСТ 9150 «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль» - определяет номинальный профиль резьбы и его элементы в зависимости от шага;
ГОСТ 8724 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» - устанавливает соотношения между диаметроми и шагом резьбы.
Резьбовое сопряжение - это многопараметрическое сопряжение, характеризуемое наружным диаметром резьбы d (D), внутренним диаметром резьбы d1 (D1), средним диаметром резьбы d2 (D2), шагом резьбы P и углом профиля α.
Взаимозаменяемость резьбовых соединений обеспечивается зазором или натягом по среднему диаметру. Допуск на средний диаметр резьбы установлен суммарным, т. к. он учитывает погрешность собственного среднего диаметра резьбы, погрешности шага и погрешность половины угла профиля. Система допусков и посадок для метрической резьбы диаметром от 1 до 600 мм основана на международном стандарте ИСО МС 965/1, по которому выделяют три группы посадок резьбовых соединений.
1. ГОСТ 16093 «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором». Согласно этому стандарту допуски на параметры резьбы зависят от степени точности, при этом предусмотрено пять основных отклонений для наружной резьбы: h, g, f, e, d, и четыре для внутренней: H, G, F, E. Поле допуска параметра резьбы образуется сочетанием основного отклонения и величины допуска.
|
|
|
2. ГОСТ 4608 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом» распространяется на метрические резьбы диаметром от 5 до 45 мм и шагом от 0,8 до 3 мм. Посадки с натягом предусмотрены только в системе отверстия. Для среднего диаметра внутренней резьбы установлено одно поле допуска – 2Н, а для наружной резьбы – три поля допуска: 2r, 3p(2) и 3n(3). В скобках указано количество групп сортировки при сборке деталей.
3. ГОСТ 24834 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки» распространяется на резьбу с профилем по ГОСТ 9150 и устанавливает диаметры, шаги, допуски и предельные отклонения для переходных посадок при одновременном применении дополнительного элемента заклинивания.
Рекомендуются для наружной резьбы четыре отклонения по среднему диаметру: 4jh, 4j, 4jk, 2m и одно по наружному диаметру: 6g; для внутренней резьбы – три поля допуска по среднему диаметру: 3H, 4H, 5H и одно – по внутреннему диаметру - 6H.
Метрические резьбы с натягом и переходными посадками предназначаются для резьбовых соединений, образованных ввертыванием стальных шпилек в резьбовые отверстия в деталях из различных материалов.
Допуски среднего диаметра резьбы, сортируемых на группы не включают диаметральных компенсаций отклонений шага и угла профиля. Допуски среднего диаметра резьбы деталей, не сортируемых на группы, являются суммарными.
В курсовой работе необходимо:
на сборочном чертеже выбрать одно резьбовое соединение и определить номинальный наружный диаметр резьбы;
по справочным данным определить номинальные параметры (d (D), d1 (D1), d2 (D2), P и α) выбранной резьбы, выполнить эскиз профиля резьбы и указать на нем номинальные параметры;
|
|
|
обосновать выбор длины свинчивания резьбы;
выбрать посадку резьбового соединения, предельные отклонения параметров и построить схемы расположения полей допусков. Выбор посадки обосновать;
рассчитать предельные размеры параметров резьбовых деталей, их допуски и предельные значения зазоров по среднему диаметру;
привести условное обозначение резьбовой посадки и резьбовых деталей на чертежах.
РАСЧЁТ РАЗМЕРНОЙ ЦЕПИ
Машины и приборы обеспечивают надёжную работу при условии, что деталь занимает заданное ей положение и выполняет свои функции при эксплуатации. Цель достигается, если размеры деталей, образующих конструкцию, соответствуют друг другу и представляют замкнутый контур, называемый размерной цепью.
Размер цепи, который в результате сборки или изготовления получается последним, называется замыкающим размером, остальные - составляющими размерами.
Размеры, входящие в цепь, обозначают прописными буквами русского алфавита. Если увеличение составляющего звена при неизменных остальных требует увеличения замыкающего звена, то такое звено называют увеличивающим и обозначают стрелкой над буквой, направленной вправо (→). Если это увеличение требует уменьшения замыкающего звена, то такое звено называют уменьшающим и обозначают стрелкой над буквой, направленной влево (←).
При расчёте размерных цепей выделяют две задачи.
1. Прямая (конструкторская) задача, когда определяют номинальные размеры, допуски и предельные отклонения составляющих звеньев по заданному номинальному размеру и предельным отклонениям исходного звена.
2. Обратная (технологическая) задача, когда определяют номинальный размер, допуск и предельные отклонения замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев.
Существуют различные методы расчёта размерных цепей, обеспечивающие полную и неполную взаимозаменяемость, но в основе их всех лежат четыре основные зависимости, связывающие номинальные размеры звеньев, их допуски и предельные отклонения:
АΔ =  (5.1)
(5.1)
TАΔ =  (5.2)
(5.2)
ESАΔ =  (5.3)
(5.3)
EIАΔ =  (5.4)
(5.4)
где АΔ, TАΔ, ESАΔ и EIАΔ - номинальный размер, допуск, верхнее и нижнее отклонения замыкающего звена; n, 


 - количество, номинальные размеры, допуски, верхние и нижние предельные отклонения увеличивающих звеньев;
- количество, номинальные размеры, допуски, верхние и нижние предельные отклонения увеличивающих звеньев; 



 - количество, номинальные размеры, допуски, верхние и нижние предельные отклонения уменьшающих звеньев.
- количество, номинальные размеры, допуски, верхние и нижние предельные отклонения уменьшающих звеньев.
|
|
|
В курсовой работе необходимо построить размерную цепь и по номинальному размеру и предельным отклонениям замыкающего звена определить методом, обеспечивающим полную взаимозаменяемость, номинальные размеры и предельные отклонения всех составляющих звеньев.
Пример.
Дан замыкающий размер АΔ = 2±0,3 (номинальный размер с предельными отклонениями) – это зазор, обеспечивающий условия работы подшипникового узла при температурных деформациях (рис. 5.1). Требуется определить номинальные размеры и предельные отклонения составляющих звеньев.
Построим размерную цепь, определим увеличивающие и уменьшающие звенья. Нанесем их на сборочный чертеж (см. рис. 5.1).
Номинальные размеры составляющих звеньев определим по сборочному чертежу. При этом один из размеров может быть «увязочным» для того, чтобы соблюдалось условие (9.1). В нашем примере А1 = 16 мм, А3 = 16 мм, А4 = 100 мм (что соответствует ряду R5). Увязочный размер А2 определим из выражения (5.1):
2 = 100 – (16 + А2 + 16);
А2 = 66 мм.
Определим допуски составляющих звеньев. Наиболее простым является метод равных допусков, но его применяют в том случае, если все составляющие звенья близки по своим номинальным размерам, т. е. находятся в одном размерном интервале. В нашем случае этот метод не применим, поэтому для обеспечения полной взаимозаменяемости воспользуемся методом равноточных допусков, т. е. допуски всех составляющих размеров должны соответствовать одному квалитету.
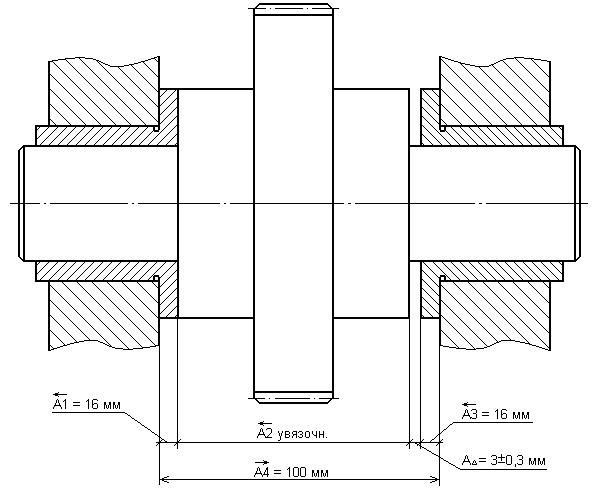
Рис. 5.1. Сборочная размерная цепь
Согласно принципу построения системы допусков и посадок, для типовых соединений деталей машин одному квалитету соответствует постоянное количество единиц допусков – а = const [4], которое определяет точность размера. Величину допуска рассчитывают по формуле
TA = ai, (5.5)
где i является мерой точности и для размеров от 1 до 500 мм определяется зависимостью
|
|
|
i = 0,45  + 0,001 А.
+ 0,001 А.
Подставляя (5.5) в (5.2) получим
TАΔ = 
Для составляющих звеньев от 1 до 500 мм значение i можно выбрать из таблицы, приведенной в [5]:
i А1 = i А3 = 1,08 мкм, i А4 = 2,51 мкм, i А2 = 1,86 мкм. Тогда

Ближайшие стандартное значение a соответствуют 11-му квалитету JT11(a = 100).
Допуски этих размеров найдём из таблицы допусков [4]:
ТА1 = ТА3 = 110 мкм, ТА4 = 220 мкм.
Допуск «увязочного» звена определим из уравнения (5.2):
600 = 220 + (110 + ТА + 110), ТА = 160 мкм,
что точнее 11-го квалитета, но технологически легко достигается обычным точением.
Предельные отклонения составляющих звеньев, кроме «увязочного», рекомендуется назначать для охватывающих размеров как для основных отверстий: EJ = 0, ES = +TA; для охватываемых как для основных валов: es = 0, ei = -TA; для прочих размеров расположение поля допуска симметричное, т. е. ±ТА/2.
Так, для А1 и А3 es = 0, ei = -110 мкм; для А4 ES = +220 мкм, EJ = 0.
Нижнее предельное отклонение «увязочного» звена ei А2 определим из уравнения (5.3):
+300 = +220 – (-110 + ei А2 – 110),
ei А2 = +140 мкм.
Верхнее предельное отклонение «увязочного» звена es А2 определим из уравнения (5.4):
-300 = 0 – (0 + es А2 – 0),
es А2 = 300 мкм.
Правильность решения подтверждает проверка:
ТА2 = es А2 – ei А2,
160 = +300 – (+140) = 160 мкм.
Окончательные значения размеров запишем в табл. 5.1.
Таблица 5.1
Параметры звеньев размерной цепи
| Параметры размеров | А1 | А2 | А3 | А4 | АΔ |
| А, мм ТА, мкм ES, мкм EJ, мкм | -110 | +300 +140 | -110 | +220 | +300 -300 |
| Обозначения размеров | 
| 
|
| 
| 2 ± 0,3 |
6. ОБОСНОВАНИЕ ТРЕБОВАНИЙ К ОТКЛОНЕНИЯМ ФОРМЫ, РАСПОЛОЖЕНИЯ И ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Отклонения формы, расположения, шероховатость поверхности так же, как и отклонение собственно самого размера, входят в общую классификацию отклонений геометрических параметров [7], где они представлены членами ряда Фурье.
Термины и определения основных видов отклонений, форм и расположения представлены ГОСТ 24642. В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей.
Согласно ГОСТ 24643, для каждого вида допуска формы и расположения установлено 16 степеней точности [4].
В зависимости от соотношения между допуском размера и допусками формы или расположения установлены уровни относительной геометрической точности: А - нормальная (допуски формы или расположения составляют примерно 60% допуска размера); В – повышенная (допуски формы или расположения составляют примерно 40% допуска размера); С – высокая относительная геометрическая точность (допуски формы или расположения составляют примерно 25% допуска размера). Допуски формы цилиндрических поверхностей, соответствующие А, В, С, составляют примерно 30, 20 и 12% допуска размера, так как допуск формы ограничивает отклонение радиуса, а допуск размера – отклонение диаметра поверхности.
|
|
|
Уровни относительной геометрической точности устанавливают в тех случаях, когда по функциональным или технологическим причинам отклонения формы и расположения должны быть меньше допусков размеров, например, допуски формы и расположения посадочных мест вала и корпуса в сопряжениях с подшипниками качения или со ступицей зубчатого колеса. В общем случае допуски формы и расположения ограничивают допуском на размер.
При выполнении рабочего чертежа вала в курсовой работе можно пользоваться рекомендациями, приведенными в табл. 6.1.
Таблица 6.1
Рекомендации по назначению допусков размеров, формы и расположения поверхностей
| Классы и точности подшипников | |||||
| Квалитет диаметров поверхностей под посадку подшипников | вала | ||||
| отверстия | |||||
| Допуск цилиндричности шеек вала в проц. от допуска на соответствующий диаметр. Округлить до степеней точности по ГОСТ 24643 | под подшипники | 25% | 25% | 12% | 12% |
| под зубчатое колесо | 30% | 20% | |||
| под полумуфту | 30% | ||||
| Степень точности радиального биения шеек вала относительно общей оси | под подшипники | ||||
| под зубчатое колесо | |||||
| под манжету и полумуфту | |||||
| Степень точности торцевого биения заплечиков | под подшипник | ||||
| под зубчатое колесо | 9-7 | 7-5 |
Шероховатостью поверхности согласно ГОСТ 25142 называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины l. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25 мм [4].
Шероховатость поверхности изделия независимо от материала и способа изготовления можно оценивать количественно одним или несколькими параметрами: средним арифметическим отклонением профиля R a, высотой неровностей профиля по десяти точкам Rz, наибольшей высотой неровностей профиля Rmax, средним шагом неровностей Sm, средним шагом местных выступов профиля Sn, относительной опорной длиной профиля tP. Параметр R a является предпочтительным, соотношения между R a, Rz, Rmax и l даны в таблице [4].
Числовые значения высотных и шаговых параметров шероховатости установлены ГОСТ 2789 и даны в таблицах [4].
Для обеспечения условий взаимозаменяемости назначение шероховатости сопряжённых поверхностей может производиться в зависимости от точности сопряжения (выбранной посадки) и точности обработки (выбранного квалитета) [4]. Прямой связи между точностью и шероховатостью поверхности нет. Вместе с тем при выборе шероховатости поверхности следует учитывать, что значение Rz должно составлять часть допуска размера (для квалитетов 5–10 Rz ≤ 0,25Т; для квалитетов грубее 10 Rz ≤ 0,125Т).
Если в конструкциях сопряжений, согласно требованиям и эксплуатационным качествам деталей, необходимо ограничить отклонения формы Δф или отклонения расположения Δр по сравнению с допуском на размер Т, то соответственно должна быть ограничена и шероховатость поверхности Rz ≈ (0,2–0,5)Δф, Rz ≈ (0,2–0,5)Δр.
Конкретные рекомендации по назначению численных значений шероховатости поверхностей некоторых деталей машин приведены в таблицах [4].
Библиографический список
1. Димов Ю. В. Метрология, стандартизация и сертификация: учебник для вузов / Ю.В. Димов. - 2-е изд. - М.: Питер, 2004. - 432 с.: ил.
2. Никифоров А. Д. Взаимозаменяемость, стандартизация и технические измерения: учеб. пособие / А. Д. Никифоров. - 2-е изд., стереотип. - М.: Высш. шк., 2002. - 510 с.
3. Анухин В. И. Допуски и посадки: учеб. пособие для вузов / В. И. Анухин. - 3-е изд. - СПб.: Питер, 2005. - 206 с.
4. Допуски и посадки: Справочник. В 2 ч. Ч. 1/ В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. – Л.: Машиностроение, 1982. – 534с.
5. Допуски и посадки: Справочник. В 2 ч. Ч.2/ В.Д. Мягков, М.А. Палей. А.Б. Романов, В.А. Брагинский. – Л.: Машиностроение, 1983. – 448с.
6. Романов А. Б. Таблицы и альбом по допускам и посадкам: справ. пособие / А. Б. Романов, В. Н. Федоров, А. И. Кузнецов. - СПб.: Политехника, 2005. - 88 с.
7. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов. — 6-е изд., перераб. и дополн. — М.: Машиностроение, 1986. — 352 с.

|
Варианты заданий по рис. 1
| Номер варианта | Подшипники качения | Зубчатые колеса и передачи | Основы стандартизации | ||||||||
| Номера подшипников | Радиальная нагрузка на подшипник, кН | Перегрузка, % | Модуль, мм | Число зубьев зубчатых колес | Ширина зуб. колеса, мм | Номер стандарта | |||||
| На шлицевом валу | На гладком валу | Z1 | Z2 | Z3 | Z4 | ||||||
| 5-204 | 5-307 | до 150 | 2,5 | ГОСТ 5915 | |||||||
| 5-204 | 5-307 | до 300 | 2,5 | ГОСТ 6402 | |||||||
| 5-205 | 5-308 | до 150 | 3,0 | ГОСТ 3128 | |||||||
| 5-205 | 5-308 | до 300 | 3,0 | ГОСТ 23360 | |||||||
| 5-206 | 5-309 | до 150 | 3,5 | ГОСТ 1139 | |||||||
| 5-206 | 5-309 | до 300 | 3,5 | ГОСТ 18511 | |||||||
| 5-207 | до 150 | 4,0 | ГОСТ 18512 | ||||||||
| 5-207 | до 300 | 4,0 | ГОСТ 7798 | ||||||||
| до 150 | 4,5 | ГОСТ 8338 | |||||||||
| до 300 | 4,5 | ГОСТ 12080 |
| Номер варианта | Переходная посадка | Посадка с натягом | Шлицевое соединение | Характер шпоночного соединения | Замыкающий размер размерной цепи, мм | ||||
| Радиальное биение, мкм | Коэф. запаса точности | Функциональный натяг, мкм | Серия | Точность центрирования | Нагрузка | ||||
| нб. | нм. | ||||||||
| Легкая | Высокая | Спокойная | Нормальное | ДD=0+0,7 | |||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | ГD=0+0,9 | ||||
| 1,2 | Средняя | Нормальная | Ударная | Плотное | ДD=0+0,8 | ||||
| Тяжелая | Невысокая | Реверсивная | Нормальное | ГD=0+1,0 | |||||
| Средняя | Нормальная | Ударная | Свободное | ДD=0+0,9 | |||||
| 1,6 | Тяжелая | Невысокая | Реверсивная | Плотное | ГD=0+1,2 | ||||
| 2,2 | Легкая | Высокая | Спокойная | Нормальное | ДD=0+0,8 | ||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | ГD=0+1,3 | ||||
| 1,2 | Легкая | Высокая | Спокойная | Плотное | ДD=0+0,8 | ||||
| Средняя | Нормальная | Ударная | Плотное | ГD=0+1,2 |

Варианты заданий по рис. 2
| Номер вар. | Подшипники качения | Зубчатые колеса и передачи | Основы стандартизации | ||||||||
| Номера подшипников | Радиальная нагрузка на подшипник, кН | Перегрузка, % | Модуль, мм | Число зубьев зубчатых колес | Ширина зуб. колеса, мм | ||||||
| На промежуточном валу | На выходном валу | Z1 | Z2 | Z3 | Z4 | Номер стандарта | |||||
| 5-7204 | 5-7308 | до 150 | 2,5 | ГОСТ 8752 | |||||||
| 6-7204 | 6-7308 | до 300 | 2,5 | ГОСТ 18511 | |||||||
| 5-7205 | 5-7309 | до 150 | 3,0 | ГОСТ 13940 | |||||||
| 6-7205 | 6-7309 | до 300 | 3,0 | ГОСТ 1139 | |||||||
| 6-7206 | 6-7310 | до 150 | 3,5 | ГОСТ 23360 | |||||||
| до 300 | 3,5 | ГОСТ 6402 | |||||||||
| 6-7207 | 6-7311 | до 150 | 4,0 | ГОСТ 7796 | |||||||
| до 300 | 4,0 | ГОСТ 14034 | |||||||||
| 5-7208 | 5-7312 | до 150 | 4,5 | ГОСТ 18512 | |||||||
| до 300 | 4,5 | ГОСТ 7798 |
| Номер варианта | Размеры вала электродвигателя, мм | Переходная посадка | Посадка с натягом | Шлицевое соединение | Характер шпоночного соединения | Замыкающий размер размерной цепи, мм | |||||
| Радиальное биение, мкм | Коэф. запаса точности | Функциональный натяг, мкм | Серия | Точность центрирования | Нагрузка | ||||||
| d | l | нб. | нм. | ||||||||
| Легкая | Высокая | Спокойная | Нормальное | АD=0+0,8 | |||||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||||
| Средняя | Нормальная | Ударная | Плотное | АD=0+0,7 | |||||||
| Тяжелая | Невысокая | Реверсивная | Нормальное | БD=0+1,0 | |||||||
| 1,2 | Средняя | Нормальная | Ударная | Свободное | АD=0+0,9 | ||||||
| Тяжелая | Невысокая | Реверсивная | Плотное | БD=0+1,1 | |||||||
| Легкая | Высокая | Спокойная | Нормальное | АD=0+1,2 | |||||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||||
| 2,5 | Легкая | Высокая | Спокойная | Плотное | АD=0+0,8 | ||||||
| 2,2 | Средняя | Нормальная | Ударная | Плотное | БD=0+1,2 |

Варианты заданий по рис. 3
| Номер варианта | Подшипники качения | Зубчатые колеса и передачи | Основы стандартизации | ||||||||
| Номера подшипников | Радиальная нагрузка на подшипник, кН | Перегрузка, % | Модуль, мм | Число зубьев зубчатых колес | |||||||
| На первичном валу | На промежуточном валу | На выходном валу | Z1 | Z2 | Z3 | Z4 | Номер стандарта | ||||
| 5-204 | 5-206 | 5-307 | до 150 | 2,5 | ГОСТ 15521 | ||||||
| 6-204 | 6-206 | 6-307 | до 300 | 2,5 | ГОСТ 6402 | ||||||
| до 150 | 3,0 | ГОСТ 3128 | |||||||||
| 5-205 | 5-207 | 5-308 | до 300 | 3,0 | ГОСТ 23360 | ||||||
| 6-206 | 6-208 | 6-309 | до 150 | 3,5 | ГОСТ 1139 | ||||||
| 5-206 | 5-208 | 5-309 | до 300 | 3,5 | ГОСТ 18511 | ||||||
| 6-207 | 6-209 | 6-310 | до 150 | 4,0 | ГОСТ 8338 | ||||||
| до 300 | 4,0 | ГОСТ 7798 | |||||||||
| 5-208 | 5-210 | 5-311 | до 150 | 4,5 | ГОСТ 12080 | ||||||
| до 300 | 4,5 | ГОСТ 5915 |
| Номер варианта | Переходная посадка | Посадка с натягом | Шлицевое соединение | Характер шпоночного соединения | Замыкающий размер размерной цепи, мм | ||||
| Радиальное биение, мкм | Коэф. запаса точности | Функциональный натяг, мкм | Серия | Точность центрирования | Нагрузка | ||||
| нб. | нм. | ||||||||
| Легкая | Высокая | Спокойная | Нормальное | АD=0+0,8 | |||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||
| 1,2 | Средняя | Нормальная | Ударная | Плотное | АD=0+1,1 | ||||
| Тяжелая | Невысокая | Реверсивная | Нормальное | БD=0+1,0 | |||||
| Средняя | Нормальная | Ударная | Свободное | АD=0+0,9 | |||||
| 1,6 | Тяжелая | Невысокая | Реверсивная | Плотное | БD=0+0,8 | ||||
| 2,2 | Легкая | Высокая | Спокойная | Нормальное | АD=0+1,2 | ||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||
| 1,2 | Легкая | Высокая | Спокойная | Плотное | АD=0+0,9 | ||||
| Средняя | Нормальная | Ударная | Плотное | БD=0+1,3 |

|
Варианты заданий по рис. 4
| Номер варианта | Подшипники качения | Зубчатые колеса и передачи | Основы стандартизации | ||||||
| Номера подшипников | Радиальная нагрузка на подшипник, кН | Перегрузка, % | Модуль, мм | Число зубьев зубчатых колес | |||||
| На первичном валу | На сателлитах | На водиле | Z1 | Z2 | Номер стандарта | ||||
| 5-36204 | 5-1203 | 5-1000916 | до 150 | 2,5 | ГОСТ 6402 | ||||
| 6-36204 | 6-1203 | 6-1000916 | до 300 | 2,5 | ГОСТ 1139 | ||||
| 5-36205 | 5-1204 | 5-1000917 | до 150 | 3,0 | ГОСТ 23360 | ||||
| 6-36205 | 6-1204 | 6-1000917 | до 300 | 3,0 | ГОСТ 8752 | ||||
| 5-36206 | 5-1205 | 5-1000918 | до 150 | 3,5 | ГОСТ 18512 | ||||
| 6-36206 | 6-1205 | 6-1000918 | до 300 | 3,5 | ГОСТ 8338 | ||||
| 6-36207 | 6-1206 | 6-1000919 | до 150 | 4,0 | ГОСТ 13940 | ||||
| до 300 | 4,0 | ГОСТ 7798 | |||||||
| 5-36208 | 5-1207 | 5-1000920 | до 150 | 4,5 | ГОСТ 7796 | ||||
| до 300 | 4,5 | ГОСТ 14034 |
| Номер варианта | Переходная посадка | Посадка с натягом | Шлицевое соединение | Характер шпоночного соединения | Замыкающий размер размерной цепи, мм | ||||
| Радиальное биение, мкм | Коэф. запаса точности | Функциональный натяг, мкм | Серия | Точность центрирования | Нагрузка | ||||
| нб. | нм. | ||||||||
| Легкая | Высокая | Спокойная | Нормальное | АD=0+1,4 | |||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||
| 1,2 | Средняя | Нормальная | Ударная | Плотное | ВD=0+0,8 | ||||
| Тяжелая | Невысокая | Реверсивная | Нормальное | АD=0+1,2 | |||||
| 2,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,7 | ||||
| Тяжелая | Невысокая | Реверсивная | Плотное | АD=0+1,3 | |||||
| 2,2 | Легкая | Высокая | Спокойная | Нормальное | АD=0+1,4 | ||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное | БD=0+0,9 | ||||
| 1,2 | Легкая | Высокая | Спокойная | Плотное | ВD=0+0,8 | ||||
| 1,8 | Средняя | Нормальная | Ударная | Плотное | АD=0+1,2 |
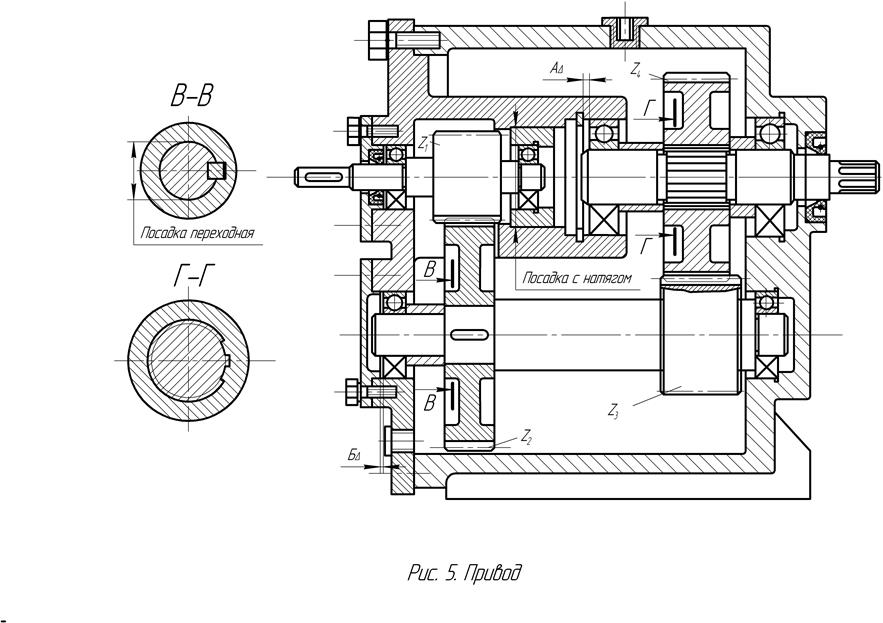
Варианты заданий по рис. 5
| Номер варианта | Подшипники качения | Зубчатые колеса и передачи | Основы стандартизации | ||||||||
| Номера подшипников | Радиальная нагрузка на подшипник, кН | Перегрузка, % | Модуль, мм | Число зубьев зубчатых колес | |||||||
| На первичном валу | На промежуточном валу | На выходном валу | Z1 | Z2 | Z3 | Z4 | Номер стандарта | ||||
| 5-204 | 5-206 | 5-307 | до 150 | 2,5 | ГОСТ 23360 | ||||||
| 6-204 | 6-206 | 6-307 | до 300 | 2,5 | ГОСТ 1139 | ||||||
| 6-205 | 6-207 | 6-308 | до 150 | 3,0 | ГОСТ 8752 | ||||||
| 5-205 | 5-207 | 5-308 | до 300 | 3,0 | ГОСТ 18511 | ||||||
| 6-206 | 6-208 | 6-309 | до 150 | 3,5 | ГОСТ 18512 | ||||||
| до 300 | 3,5 | ГОСТ 8338 | |||||||||
| 5-207 | 5-209 | 5-310 | до 150 | 4,0 | ГОСТ 7798 | ||||||
| до 300 | 4,0 | ГОСТ 13940 | |||||||||
| до 150 | 4,5 | ГОСТ 14034 | |||||||||
| 5-208 | 5-210 | 5-311 | до 300 | 4,5 | ГОСТ 7796 |
| Номер варианта | Переходная посадка | Посадка с натягом | Шлицевое соединение | Характер шпоночного соединения | Замыкающий размер размерной цепи, мм | ||||
| Радиальное биение, мкм | Коэф. запаса точности | Функциональный натяг, мкм | Серия | Точность центрирования | Нагрузка | ||||
| нб. | нм. | ||||||||
| Легкая | Высокая | Спокойная | Нормальное | АD=0+0,8 | |||||
| 1,5 | Средняя | Нормальная | Ударная | Свободное |
|
|
|
