 |


Экзаменационный билет № 18
|
|
|
|
1. Резаки для ручной резки.
Резак для кислородной резки, инструмент для кислородной резки и обработки металлов. Состоит из подогревательной и режущей частей. Подогревательная часть резака аналогична сварочной горелке. В зависимости от давления горючего газа (ацетилена, пропано-бутановой смеси, природного газа) или жидкого горючего подогревательная часть может быть с инжектором (рис.) или без него (резак равного давления, внутрисоплового или внешнего смешения). Обычно струя режущего кислорода, поступающего из цилиндрического сопла или сопла с криволинейными образующими, располагается концентрично внутри подогревательного пламени. Выпускают резак для ручной и машинной резки, разделительной резки и кислородной обработки, кислородно-флюсовой, подводной резки и т. д.

Ручной резак для кислородной резки:
1 — корпус; 2 и 9 — вентили для ацетилена и кислорода; 3 — инжектор; 4 — смесительная камера; 5 — трубка горючей смеси; 6 — наконечник; 7 — трубка режущего кислорода; 8 — вентиль для режущего кислорода.
2. Сварочный трансформатор.
Билет 1 Вопрос 2
3. Требования к организации рабочего места для полуавтоматической сварки.
Тоже самое что и для дуговой.
Экзаменационный билет № 19
1. Редуктора.
Газовый реду́ктор — устройство для понижения давления газа или газовой смеси, находящейся в какой-либо ёмкости (например в баллоне, или газопроводе), до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.


Редуктор газовый пропан кислород.
а - внешний вид, б - внутреннее устройство; 1 - манометр, 2 - мембрана, 3 - регулирующий винт, 4 - пружина, 5 - толкатель, 6 - выходной штуцер, 7- редуцирующий клапан, 8 - фильтр, 9 - накидная гайка
|
|
|
2. Сварочный выпрямитель.
Билет 3 Вопрос 2
3. Первая помощь при отравлении вредными газами.
При отравлении газами (ацетилен, угарный газ, пары бензина и т.п.) пострадавшие ощущают: головную боль, "стук в висках", "звон в ушах", общую слабость, головокружение, сонливость; в тяжелых случаях может быть возбужденное состояние, нарушение дыхания, расширение зрачков.
Оказывающий помощь должен:
- вывести или вынести пострадавшего из загазованной зоны;
- расстегнуть одежду и обеспечить приток свежего воздуха;
- уложить пострадавшего, приподняв ноги (при отравлении угарным газом - строго горизонтально);
- укрыть пострадавшего одеялом, одеждой и т.п.;
- поднести к носу пострадавшего ватку, смоченную раствором нашатырного спирта;
- дать выпить большое количество жидкости;
- при остановке дыхания приступить к искусственному дыханию;
- срочно вызвать квалифицированную медицинскую помощь.
Экзаменационный билет № 20
1. Пакетная резка металлов.
Пакетная резка
В целях увеличения производительности резки стали толщиной от 2 до 12 мм применяют пакетную резку. При этом способе разрезается одновременно несколько листов, собранных в пакет. Каких-либо переделок оборудования для пакетной резки не требуется. Наилучшие результаты получаются при толщине листов 1,5 — 2 мм. Основными условиями получения реза хорошего качества являются: ровная и чистая поверхность листов, хорошая сборка и плотное сжатие листов в пакете. При пакетной резке расход кислорода больше, чем при резке одного листа, а скорость резки меньше. При резке пакета из 25 листов (толщина одного листа до 4 мм) расход кислорода удваивается.
2. Техника ручной дуговой сварки.
Техника ручной сварки
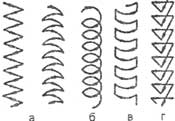
Рис. 78. Схема движения электрода: а — получение широких валиков; б и в — прогрев одной стороны валика; г — прогрев обеих сторон валика
|
|
|

Рис. 79. Положение швов в пространстве
В процессе сварки швов в нижнем положении сварщик совершает электродом три основных движения: подает электрод вниз для поддержания постоянной длины дуги по мере плавления электрода; перемещает электрод вдоль оси шва для заполнения разделки шва, а также производит концом электрода поперечные движения для получения валика шва заданной ширины. Схемы движения конца электрода представлены на рис. 78. Неправильное ведение электрода при сварке может привести к непроварам и пористости шва.
Для получения провара и хорошо сформированного шва амплитуда поперечных колебаний электрода не должна превышать двух-трех диаметров электрода. При сварке тонкого металла и первых слоев многослойного шва электрод ведут без поперечных колебаний. По положению в пространстве швы разделяют на нижние, вертикальные и потолочные (рис. 79). Наиболее удобной для выполнения является сварка в нижнем положении.
3. Основной инструмент и принадлежности для выполнения сварочных работ.
|
|
|
