 |


Экзаменационный билет № 10
|
|
|
|
1. Порядок подготовки поверхности металла под резку.
Подготовка поверхности металла под сварку. Подготовка деталей под сварку заключается в правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячейгибке.
Правку металла выполняют на станках или вручную. Листовой и полосовый металл правят на различных листо-правйльных вальцах. Ручную правку металла, как правило, выполняют на чугунных или стальных правильных плитах ударами кувалды или ручным винтовым прессом. Угловую сталь правят на правильных вальцах (прессах). Двутавры и швеллеры правят на приводных или ручных правильных прессах.
Разметка — это такая операция, которая определяет конфигурацию будущей детали.
Механическую резку применяют для прямолинейного реза листов, иногда и для криволинейного реза листов при использовании для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезаются кислородной и плазменно-дуговой резкой. По механизации эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться кислородно-флюсовая или пламенно-дуговая резка.
Форма подготовки кромок металла под сварку зависит от толщины листов. Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, окалины, влаги и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых, включений, что ведет к снижению прочности и плотности сварного соединения.
Требования к сборке металлических деталей перед сваркой. Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей, рукояткам фиксирующих и зажимных устройств, а также местам прихваток и сварки. Эти приспособления должны быть. также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме этого, сборочно-сварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки:
|
|
|
наименьшее число поворотов при наложении прихваток и сварных швов;
свободный доступ для проверки размеров изделий и их легкий съем после изготовления;
безопасность сборочно-сварочных работ. Любая сборочная операция не должна затруднять выполнение следующей операции. Поступающие на сборку детали должны быть тщательно проверены. Проверке подлежат все геометрические размеры детали и подготовленная форма кромок под сварку.
Сборку сварных конструкций, как правило, осуществляют либо по разметке, либо при помощи шаблонов, упоров, фиксаторов или специальных приспособлений-кондукторов, облегчающих сборочные операции. Подготовку и сборку изделий под сварку выполняют с соблюдением следующих основных обязательных правил:
притупление кромок и зазоры между ними должны быть равномерными по всей длине;
кромки элементов, подлежащих сварке, и прилегающие к ним места шириной 25 — 30 мм от торца кромки должны быть высушены, очищены от грата после резки, масла, ржавчины и прочих загрязнений;
во избежание деформаций прихватку следует выполнять качественными электродами через интервал не более 500 мм ори длине одной прихватки 50 — 80 мм;
для обеспечения нормального и качественного формирования шва нужно в начале и в конце изделия прихватывать планки.
Приемы удержания металла при наложении корневого слоя шва. При выполнении корневого слоя шва основной трудностью является удержание расплавленного металла в сварочной ванне. Для предупреждения вытекания расплавленного металла из сварочной ванны применяют стальные, медные, керамические или асбестовые подкладки, устанавливаемые под корень шва; различного рода вставки между стыкуемыми кромками; обходятся без сквозного проплавления с последующей подрубкой и подваркой корня шва с противоположной стороны; флюсовые, флюсо-медные и газовые подушки, устанавливаемые под корень шва; при стыковой сварке — соединения «в замок»; специальные электроды, сварка которыми производится сверху вниз; импульсную дугу.
|
|
|
Подкладки позволяют увеличивать величину сварочного тока, способствуя сквозному проплавлению свариваемых кромок и обеспечивая при этом 100%-ный провар свариваемых деталей, а также задерживают и не позволяют расплавленному металлу вытекать из сварочной ванны и предупреждают образование прожогов. Для предупреждения вытекания расплавленного металла из сварочной ванны подкладки должны плотно прилегать к свариваемым кромкам.
Установление различного рода вставок между стыкуемыми кромками способствует удержанию металла в сварочной ванне и 100 %-ному проплавлению свариваемых кромок в корне шва.
Иногда по заранее продуманной технологии не делают сквозного проплавления свариваемых кромок, а затем с обратной стороны делают канавку пневмозубилом или шлифмашинкой и накладывают подварочный шов, обеспечивая при этом 100%-ный провар свариваемых кромок в корне шва.
Расплавленный металл сварочной ванны в корне шва удерживают применением различных подушек. Флюсовые и флюсо-медные подушки применяют при сварке под флюсом. Газовую подушку используют при ручной дуговой сварке, ручной и автоматической аргонодуговой сварке с использованием в качестве поддувочного газа аргона, азота или углекислого газа. Сущность газовой подушки состоит в том, что под расплавленный металл сварочной ванны подается один из выше упомянутых газов с избыточным давлением 0,5 —2кПа.
Соединение «в замок» за счет металла одной из стыкуемых кромок позволяет избежать прожогов в корне шва.
Выполнение сварных швов в вертикальном положении сверху вниз специальными электродами, в составе покрытий которых имеются компоненты, увеличивающие в процессе сварки силу поверхностного натяжения металла, исключает прожоги в корне шва.
|
|
|
Импульсная дуга приводит к кратковременному расплавлению металла, поэтому металл корня сварного шва быстрее охлаждается и кристаллизуется. На остывающую порцию расплавленного металла накладывается новая, а так как дуга на некоторый промежуток времени прерывается и новый металл в это время -не добавляется, то и не будет прожогов
2. Конструкция сварочного выпрямителя типа ВС-300
Сварочный выпрямитель- это источник питания дуги с постоянным током.
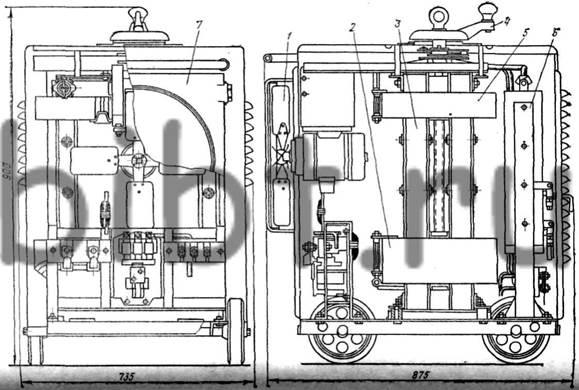
1 - вентилятор, 2 - неподвижная обмотка, 3 - магнитопровод трансформатора, 4 - рукоятка с механизмом перемещения подвижной обмотки трансформатора, 5 - подвижная обмотка трансформатора, 6 - блок селеновых выпрямителей 7 - кожух
3. Техника безопасности при газовой сварке.
Газопламенная обработка связана с использованием горючих взрывоопасных газов. Это требует строгого соблюдения следующих правил техники безопасности:Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керосин, стружка и др.
· Сварку внутри резервуаров и в плохо вентилируемых помещениях и емкостях следует вести с применением систем принудительной венти ляции и с перерывами в работе. Снаружи должен находиться второй человек, который способен оказать помощь в случае необходимости.
· При резке металлов больших толщин следует применять резаки с удлиненными трубками для уменьшения влияния высокой температуры на рабочего.
· Выполнение газопламенных работ и применение открытого огня допускается на расстоянии не менее 10м от перепускных рам и передвижных ацетиленовых генераторов и 5м от отдельно стоящих баллонов с горючими газами.
· При сварке можно применять только редукторы с исправными манометрами.
· Кислородные редукторы следует предохранять от попадания на них смазочных материалов.
· При пуске газа в редуктор нельзя стоять перед редуктором.
|
|
|
· Все соединения редуктора должны быть герметичны.
· Запрещается использование переходников, тройников для одновременного питания нескольких горелок.
Во время транспортировки баллонов с газом на них необходимо навернуть защитные колпачки для предотвращения от случайных повреждений и загрязнения. Переносить или передвигать их следует на специальных устройствах (тележках, носилках), во избежание их падения либо ударов друг о друга. Можно перемещать баллоны кантовкой, слегка наклоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны можно только при непосредственном проведении сварочных работ. На рабочем посту разрешается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные баллоны следует хранить только в вертикальном положении и закрытыми, чтобы избежать возможности их падения и механического повреждения. Пустые же баллоны разрешается хранить штабелями, но высотой не более 4 рядов. Баллоны, хранящиеся на строительных площадках, должны храниться во временном складе из огнеупорного материала.
Вентили кислородных баллонов следует предохранять от попадания на них масел, пленки которых могут самовоспламеняться при контакте со сжатым кислородом. Запрещается работать с баллонами, давление в которых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в красный цвет и эксплуатируют в соответствии с правилами обращения с баллонами со сжатым или сжиженным газом. В процессе хранения и эксплуатации нельзя подвергать баллоны с газами нагреву, так как это приводит к повышению давления в них и может привести к взрыву.
Экзаменационный билет №11
1. Керосинорез.
Резак керосинокислородный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючей жидкости керосина...низкоуглеродистых сталей с использованием в качестве горючего керосина применяются керосинорезы двух типов — с испарением и распылением горючего.

Рисунок. Схема керосинореза с испарителем
2. Основные виды сварных соединений
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: (стыковые, угловые, тавровые, нахлесточные и торцовые)

3. Вредности и опасности при сварке.
Загрязнение воздуха пылью, вредными парами и газами. При сварке образуется пыль от окисления паров металла., искры и брызги расплавленного металла и шлакадных веществ в воздухе рабочей зоны сварочных цехов..Излучение электрической, сварочный аэрозоль, искры и брызги расплавленного металла и шлака
|
|
|
