 |


Особенности тех. Процесса для штамповки на КГШП. Поковки второй группы.
|
|
|
|
Технология изготовления поковок II группы
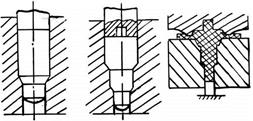
Переходы выдавливания:
0. Осадка заготовки.
1. Прямое выдавливание верхнего отростка (а).
2. Поворот заготовки на 180° и прямое выдавливание ступенчатого отростка (б).
3. Открытая штамповка (в).
4. Обрезка облоя.
При выдавливании ступенчатых элементов возможно образование кольцевых дефектов по границам застойных зон. Поэтому важно, чтобы сопряжения между ступенями были плавными и состояли из наклонных элементов и дуг окружности. Резкие формы при необходимости могут быть получены дополнительной штамповкой.
На первый взгляд простейшим способом изготовления поковок является смешанное выдавливание с одновременным получением верхней и нижней ступеней. Однако с увеличением степени деформации появляется опасность образования надрывов по границе застойной зоны, возраставшая с уменьшением радиуса закругления, у основания выступа. Увеличение радиуса или введение наклонного элемента способствует ликвидации застойной зоны, но одновременно ослабляет кромку пуансона, снижает его стойкость. Прямое выдавливание верхнего отростка позволяет избежать этого дефекта. Выдавливание производится при благоприятной степени деформации и плавных очертаниях входной воронки матрицы, обеспечивающих отсутствие застойных зон. После поворота заготовки отростком вверх выдавливаются остальные ступени поковки.
Операция окончательной штамповки выполняется в ручье открытого типа, так как при закрытой штамповке пуансон не был бы достаточно прочным и стойким, вследствие быстрого прогрева его тонких стенок. Введение дополнительной операции прямого выдавливания отростка несколько снижает производительность процесса, но значительно повышает стойкость инструмента и снижает брак.
|
|
|
Штамповка на молотах. Предварительный (черновой ручей).
Штамповка на молоте в каждом ручье штампа осуществляется не за один, а за несколько ударов. На молоте металл заготовки легче заполняет полости ручьев верхней половины штампа, чем нижней. Это объясняется тем, что металл заготовки находится в контакте с верхней половиной штампа весьма короткое время и меньше охлаждается. В связи с этим более высокие части, например ребра поковки, располагают в верхней половине штампа.
Плоскость разъема штампов выбирают так, чтобы ручьи имели наименьшую глубину и наибольшую ширину, что способствует лучшему заполнению ручьев штампа металлом и уменьшает их износ. Поскольку молотовые штампы не имеют выталкивателей, для более легкого извлечения поковки в ручье штампа делают достаточно большие штамповочные уклоны — внешние не более 7° и внутренние 10°. Разница в их величине объясняется тем, что внешние поверхности поковки при охлаждении легко отходят от стенок ручья, а внутренние охватывают его выступы.
Вследствие ударного характера приложения нагрузки при штамповке на молоте в штампах не делают направляющих колонок из-за опасности их поломки и травмирования людей. При штамповке на молоте за несколько ударов окалина легко удаляется из штампа струей сжатого воздуха и последний удар наносится по заготовке, практически не имеющей окалины. В связи с этим используют пламенный нагрев заготовок как более экономичный по сравнению с другими видами нагрева.
Штамповка на молотах осуществляется как в открытых, так и закрытых штампах. Штамповку простых по форме поковок выполняют в одно-ручьевых штампах, сложных - в многоручьевых. Поковки типа шестерен, крестовин и т. п. изготовляют осадкой заготовки в торец с последующей штамповкой в чистовом ручье, поковки типа шатунов, рычагов и т. п. изготовляют с предварительной протяжкой, подкаткой, гибкой и последующей штамповкой в черновом и чистовом ручьях. Такие поковки в зависимости от массы Получают из штучных заготовок, рассчитанных на изготовление одной или двух поковок. Мелкие поковки штампуют от прутка.
|
|
|
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
|
|
|
