 |


Темы и Примеры решения практических работ
|
|
|
|
ВВЕДЕНИЕ
При современном развитии науки и техники большое значение для машиностроения имеет стандартизация, основанная на широком внедрении принципов взаимозаменяемости, создании и применении надежных средств технических изменений и контроля.
Освоение дисциплин, в которых изучается вопросы нормирования точности, стандартизации и взаимозаменяемости является частью профессиональной подготовки инженеров.
Знания, полученные студентами при изучении данных дисциплин, закрепляются, получают новое и более полное развитие при выполнения курсовых и дипломных проектов. Закрепление теоретических положений курса, излагаемых на лекциях, развитие навыков использования справочного материала и умение проводить инженерные расчеты при решении типовых конструкторских и технологических задач является основной целью настоящих методических указаний.
Выполнение практических работ служит комплексной проверкой подготовки и является самостоятельной работой студентов.
1. ЦЕЛИ И ЗАДАЧИ ДИСЦИПЛИНЫ, ЕЕ МЕСТО В УЧЕБНОМ ПРОЦЕССЕ
Цель преподавания дисциплины – обучение студентов организационным, научным и методическим основам метрологии; принципам нормирования точности а машиностроении; основным положениям государственной и международной систем стандартизации; основным положениям сертификации.
Задачи изучения дисциплины заключаются в освоении студентами терминов и определений в области метрологии; принципов нормирования требований к точности, условных обозначений их в технической документации, положений стандартов в этой области; терминов и определений в области сертификации.
|
|
|
.
2. ПРОГРАММА
Раздел 1. Основы метрологии
Раздел 2. Нормирование точности в машиностроении
Основные понятия о допусках и посадках. Номинальный, предельный и действительный размеры, предельные отклонения. Допуск размера и посадки. Обеспечение точности размерных цепей.
Взаимозаменяемое производство в металлообрабатывающей промышленности впервые в мире было осуществлено в 1761 г. на Тульском, а затем на Ижевском заводах при массовом изготовлении ружей.
В разных механизмах и машинах есть элементы деталей, которые должны быть обработаны особенно тщательно, и есть элементы деталей, для которых не требуется тщательного изготовления. Поэтому и возникает необходимость нормировать точность размеров, т.е. их возможных допустимых отклонений от номинального значения.
Как в каждом деле, в отношении нормирования точности размеров существует ряд понятий и определений. Эти основные понятия — термины и их определения необходимо понять, и запомнить в первую очередь при изучении этого предмета.
Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения. Другими словами за размер в общем виде по этому определению принимается расстояние между двумя точками. Необходимо на это обратить особое внимание, поскольку деталь является объемным телом. Более подробно об этом понятии мы будем говорить при рассмотрении системы допусков и посадок.
Действительный размер — размер элементов детали, установленный измерением, с допускаемой погрешностью. Надо обратить внимание, что значение размера только тогда называется действительным, когда измеряется с погрешностью, которая может быть допущена каким-либо нормативным документом. Это размер, который выявляется экспериментальным путем, т.е. измерением. Однако определение действительного размера относится к случаю, когда измерение производится с целью определения годности размеров элементов детали определенным требованиям. Когда же такие требования не установлены и измерения производятся не с целью приемки продукции, возможно использование термина измеренный размер, т.е. размер, полученный по результатам измерений. В этом случае точность измерений выбирается в зависимости от поставленной цели.
|
|
|
Истинный размер — размер, полученный в результате изготовления и значение которого нам не известно, хотя он и существует. Поэтому понятие "истинный размер" часто в определениях заменяется понятием "действительный размер", который близок к истинному в условиях поставленной цели.
Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер. Из этого определения видно, что когда необходимо изготовить деталь какого-то размера, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Их называют наибольшим предельным размером (наибольший допустимый размер элемента детали) и наименьшим предельным размером (наименьший допустимый размер элемента детали). Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Из этого определения необходимо запомнить принципиальное положение: нормировать точность размера — это значит указать два его возможных (допускаемых) предельных размера. В этом заключается исходная основа нормирования точности размера и об этом надо помнить всегда. Однако, при оформлении чертежей и в работе нормировать требования к точности изготовления непосредственным указанием двух предельных значений размера очень неудобно, хотя в странах с дюймовой системой, например в США, так и делается, а в большинстве стран используется несколько другой подход, и, хотя нормируется все равно два предельных допускаемых размера, но для этого применяются разные, можно назвать "косвенные" способы с использованием понятий о "номинальном размере" и "отклонениях".
Номинальный размер — размер, относительно которого определяются отклонения.
|
|
|
Размер, который указывается на чертеже и является номинальным размером. Номинальный размер определяется конструктором в результате расчетов габаритных размеров или на прочность, или на жесткость, или с учетом конструктивных и технологических соображений. Однако нельзя брать любое значение размера, который получился при конструировании, за номинальный.
Необходимо запомнить, что экономическая эффективность взаимозаменяемости обеспечивается тогда, когда представляется возможным обойтись небольшой номенклатурой значений размеров, без ухудшения качества. Так, если представить себе, что конструктор будет ставить на чертеже любой номинальный размер, например размер отверстий, тогда практически невозможно будет выпускать сверла централизованно на инструментальных заводах.
В связи с этим во всем мире существуют ограничения на использование значений размеров, которое сформулировано понятием предпочтительные числа и ряды предпочтительных чисел, т.е. значения, до которых должны округляться расчетные значения. Такой подход дает возможность сократить количество типоразмеров деталей и узлов, количество режущего инструмента и другой технологической и измерительной оснастки.
Ряды предпочтительных чисел во всем мире приняты одинаковые и представляют собой геометрические прогрессии со знаменателями  ,
,  ,
,  ,
,  , которые приблизительно равны 1.6; 1.25; 1.12; 1.06 (Геометрическая прогрессия—это ряд чисел, в котором каждое последующее число получается умножением предыдущего на одно и то же число—знаменатель прогрессии.) Эти ряды условно названы R5; R10; R20; R40.
, которые приблизительно равны 1.6; 1.25; 1.12; 1.06 (Геометрическая прогрессия—это ряд чисел, в котором каждое последующее число получается умножением предыдущего на одно и то же число—знаменатель прогрессии.) Эти ряды условно названы R5; R10; R20; R40.
Предпочтительные числа широко используются в стандартизации, когда необходимо установить ряд значений нормируемых параметров или свойств в определенных диапазонах. Номинальные значения линейных размеров в существующих стандартах также берутся из указанных рядов предпочтительных чисел с определенным округлением. Например, по R5 (знаменатель 1,6) берутся значения 10; 16; 25; 40; 63; 100; 250; 400; 630 и т.д.
Отклонение — алгебраическая разность между размером (предельным или действительным) и соответствующим номинальным размером. Следовательно, под отклонением следуем понимать, на сколько значение размера отличается или может отличаться от номинального при нормировании требований точности или по результатам измерений.
|
|
|
Поскольку размер может быть, в принципе, как больше, так и меньше номинального, то используются термины "верхнее" и "нижнее" отклонения при нормировании требований к точности размера.
Верхнее отклонение—алгебраическая разность между наибольшим предельным и соответствующим номинальным размером.
Нижнее отклонение—алгебраическая разность между наименьшим предельным и соответствующим номинальным размером.
В частном случае одно из отклонений может быть равно нулю, т.е. один из предельных размеров может совпадать с номинальным значением, а в общем случае ни один из предельных размеров не совпадает с номинальным.
Особенность отклонений заключается в том, что они всегда имеют знак (+) или (-). Указание в определении в отношении алгебраической разности показывает, что оба отклонения, т.е. и верхнее, и нижнее, могут иметь плюсовые значения, т.е. наибольший и наименьший предельные размеры будут больше номинального, или минусовые значения (оба меньше номинального), или верхнее отклонение иметь плюсовое, а нижнее минусовое отклонение.
Для сокращения написания верхнее отклонение обозначают ES у отверстий и es у валов, а иногда, по-старому, через ВО. Нижнее отклонение обозначают EI у отверстий, ei у валов или же через НО.
Обратите внимание, что обозначения, относящиеся к отверстию, даются (прописными) буквами, а к валу — (строчными). Такой подход сохраняется обычно и при других обозначениях, используемых при нормировании точности размеров, о чем дальше будет рассказано более подробно.
Допуск (обычно обозначается "Т")— разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Особенностью допуска является то, что он не имеет знака. Это как бы зона значений размеров, между которыми должен находиться действительный размер, т.е. размер годного элемента детали. Если мы говорим о допуске в 10 мкм, то это значит, что в партии годных могут быть детали, размеры которых в предельном случае отличаются друг от друга не более чем на 10 мкм.
Понятие допуска очень важное и используется в качестве критерия требований к точности изготовления элементов деталей не только в отношении точности размера, но и точности, относящейся к искажению формы и относительного расположения одного или нескольких элементов деталей. Чем меньше допуск, тем точнее будет изготовлен элемент детали. Чем больше допуск, тем грубее элемент детали.
|
|
|
Но в то же время, чем меньше допуск, тем труднее, сложнее и отсюда дороже изготовление элемента деталей; чем допуски больше, тем проще и дешевле изготовить элемент детали. Вот и имеется в определенной мере противоречие между разработчиками и изготовителями. Разработчики хотят, чтобы допуски были малыми (точнее будет изделие), а изготовители хотят, чтобы допуски были большими (легче изготавливать).
Поэтому выбор допуска должен быть обоснован. Во всех случаях, где это возможно, следует использовать большие допуски, так как это экономически выгодно для производства, но только в тех пределах, чтобы это влияло на качество выпускаемой продукции.
Очень часто наравне с термином "допуск" и вместо него употребляют термин "поле допуска", поскольку, как было сказано выше, допуск—это зона (поле), в пределах которого находятся размеры годной детали. Более подробно о допуске и поле допуска сказано в следующем параграфе.
Графическое изображение размеров и отклонений
Образования графического представления предельных размеров можно проследить следующим образом.
Условно представим себе три концентрические окружности (рис. 1, а), одна из которых определяет значение номинального размера, а две другие—значения предельных размеров: наибольшего и наименьшего. Естественно, что окружности, изображающие предельные размеры, отстоят от номинальной на значение верхнего и нижнего отклонений.
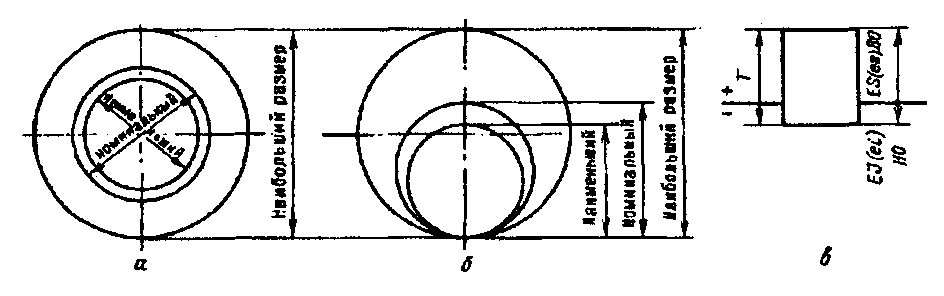
Рис. 1. Образование графического изображения предельных значений размеров и отклонений
А теперь представим себе, что все окружности сместились вниз в вертикальном направлении до совмещения их в одной точке. Теперь относительно горизонтальной линии, проходящей через их общую точку, можно указать графически значения номинального и предельных размеров (рис. 1, б) и оба отклонения. Но такое графическое изображение совсем неудобно, так как содержит лишнюю информацию, а главное невозможно совместить масштабы номинального и предельных размеров, поскольку, если сам размер составляет десятки и сотни миллиметров, то отклонения—всегда доли миллиметров. Тогда для наглядности графического изображения поступают следующим образом. Значение номинального размера опускается из графического изображения, а положение номинального размера (без указания его значения в масштабе) заменяется положением горизонтальной линии, от которой теперь уже в масштабе наносятся границы предельных размеров, т.е. отклонения (рис. 1, в). Таким образом, при графическом изображении можно увидеть все отклонения и предельные размеры, и при этом используются термины "нулевая линия" и "поле допуска".
Нулевая линия (рис. 2) —линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Обычно нулевая линия располагается горизонтально и плюсовые отклонения от номинала откладываются вверх, а минусовые—вниз.
На рис. 2 указаны отклонения и границы, которые соответствуют предельным нормируемым размерам элемента детали. Между верхним и нижним отклонениями расположено поле допуска.
Поле допуска—поле, ограниченное наибольшим и наименьшим предельными размерами, определяемое значением допуска и его положением относительно номинального размера. Практически поле допуска заключено между двумя линиями, соответствующими верхнему (ES и es) и нижнему (EI и ei) отклонениям относительно нулевой линии. Необходимо обратить внимание на ряд особенностей с нормированием требований к точности размеров, которые очень хорошо можно видеть при графическом изображении на рис. 2 как частных случаях расположения отклонений.
1. Ни один из предельных размеров, приведенных на рисунке 2,а не совпадает с номинальным размером. И, более того, если сделать деталь, например, в виде отверстия, равного номинальному размеру, но с требованиями, соответствующими нижнему на рис. 2,а полю допуска, то оказывается, что такая деталь будет браком и при этом браком неисправимым (по требованиям, изображенным на рисунке, оба предельных размера должны быть меньше номинального).

Рис. 2. Графическое изображение размеров и отклонений
2. Поля допусков могут располагаться по разному относительно нулевой линии (т.е. отклонения от номинала могут быть самые разнообразные). В частном случае может быть так, что одно отклонение будет иметь знак плюс, а другое — минус, или одно из отклонений (верхнее или нижнее) равно нулю. В последнем случае один из предельных размеров (наибольший или наименьший) совпадает с номинальным размером (рис. 2, 6).
3. Верхние и нижние отклонения выполняют определенную функцию. Одно из них, в зависимости от расположения поля допуска, характеризует, на какое минимальное значение могут (допускается) отклоняться размеры годного элемента детали от номинального размера, другое отклонение характеризует возможное наибольшее допустимое отклонение размера элемента детали от номинального размера. Обычно при нормировании точности выделяют одно отклонение, которым характеризуют положение поля допуска относительно номинального размера. Это отклонение получило название—основное отклонение.
Основное отклонение—одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. В системах нормирования точности размеров практически во всех странах мира, основным отклонением является отклонение, ближайшее к нулевой линии, т.е. отклонение, которое характеризует возможное минимальное отклонение размера от номинального размера. На рис. 2 у полей допусков, расположенных над нулевой линией основными отклонениями являются нижние отклонения, а расположенные под нулевой линией—верхние отклонения.
4. В отношении границ предельных размеров, ограниченных верхним и нижним отклонениями, используется еще понятие предел максимума материала и предел минимума материала.
Предел максимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем (масса) материала, т.е. наибольшему предельному допускаемому размеру вала и наименьшему предельному допускаемому размеру отверстия. Раньше для обозначения этих предельных размеров использовался термин "проходной предел", пользоваться которым теперь не рекомендуется.
По-другому этот предел можно представить себе как границу значения размера, нарушение которой приводит к появлению исправимого брака (если при изготовлении вал оказался больше допустимого значения, или отверстие меньше допустимого, то их можно исправить дополнительной обработкой).
Предел минимума материала — термин, относящийся к тому из предельных допускаемых размеров, которому соответствует наименьший объем (масса) материала, т.е. наименьшему предельно допустимому размеру вала и наибольшему допустимому размеру отверстия. Раньше для обозначения этого предела применялся термин "непроходной предел". Другими словами, это предел, который соответствует границе неисправимого брака.
5. Из графического изображения видно, что требования к точности размеров, т.е. указание двух предельных допускаемых размеров, может быть осуществлено несколькими способами. Можно указать непосредственно два предельных размера (рис. 3, а), между которыми должны находиться размеры годных деталей, можно дать номинальный размер (рис. 3, б) и два отклонения от него (верхнее и нижнее), а можно дать значение номинального размера, основное отклонение от него (верхнее или нижнее, ближайшее к номинальному размеру) и допуск на размер (тогда второе отклонение получается добавлением значения допуска к основному отклонению) (рис. 3, в).

а) б) в)
Рис. 3. Способы указания двух предельных размеров
Общие понятия о системах допусков и посадок
Из предыдущего материала Вы должны были усвоить, что получить необходимую посадку при соединении элементов деталей можно при разных соотношениях отклонений их размеров от номинального размера. Поэтому с развитием техники, развитием торговли, кооперации между отдельными заводами и отраслями стало необходимым навести какой-то порядок в отношении единого подход к нормированию требований к точности валов и отверстий с тем, чтобы) в полной мере можно было обеспечить взаимозаменяемость со всеми ее достоинствами.
Решение вопроса о едином подходе к нормированию требований к размерам деталей выразилось в создании системы допусков и посадок.
Системой называется множество элементов, находящихся в отношениях и связях друг с другом, которое образует определенную целостность, единство.
Любая система допусков и посадок должна включать в себя решение многих вопросов, связанных между собой. Эта система должна обеспечить установление единых допусков на разные размеры и установить положение этих допусков относительно номинального размера. Пути для решения этих проблем могут быть самые разные, в чем Вы уже убедились и убедитесь в дальнейшем.
Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков и предельных отклонений размеров элементов деталей, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения.
Необходимо иметь в виду особенность существующей системы допусков и посадок, которая заключается в том, что система создавалась на определенном этапе развития техники, когда промышленность всех стран выпускала продукцию и многие заводы имели какие-то нормативные документы, ограничивающие "свободу" выбора отклонений для элементов деталей. Следовательно, промышленность уже накопила к моменту создания системы определенный опыт нормирования, а это было и хорошо, и плохо. Хорошо то, что были выявлены какие-то закономерности, которые проверены на практике. Плохо то, что не было единого подхода, и на разных предприятиях и в разных странах устанавливались требования, хотя и весьма близкие между собой, но все же не одинаковые. А любая система требует единого решения. Расхождение в подходе к нормированию значений ощущается и в настоящее время, хотя прошло свыше 50 лет, как были созданы системы допусков и посадок. Как Вы увидите дальше, используемая практически во всем мире система допусков и посадок перегружена излишними допусками и отклонениями, которые введены в систему с тем, чтобы в определенной мере учесть интересы различных производств, где установились определенные значения, выражающие требования к точности размеров.
В связи с этим можно дать еще одно определение системы допусков и посадок как совокупности рядов допусков и посадок, закономерно построенных на основе производственного опыта, экспериментальных исследований, теоретических обобщений и оформленных в виде стандартов.
У нас в стране первые попытки по созданию общегосударственной системы допусков и посадок относятся к 1914—1915 гг., когда профессор Н.Н. Куколевский разработал систему для использования ее первую очередь для военных заказов.
В 1924—1925 гг. под руководством проф. А. Д. Гатцуна был разработан проект стандарта "Допуски для пригонок". В 1929 г. был утвержден первый ОСТ (общегосударственный стандарт) для общего применения. С этого времени у нас в стране действует система, которую обычно называют система OCT. Она используется до сих пор и будет частично использоваться и дальше, но не для нового конструирования, хотя и заменена другой системой, используемой при новых разработках. Переход предприятий с одной системы на другую трудоемок как в отношении материальных затрат, так и психологически.
Первый проект международной системы допусков и посадок был разработан в 1931 г. для размеров от 1 до 180 мм, а –в 1935 г. —до 500 мм. Этот проект был разработан международной организацией по стандартизации (ИСА). На базе этих проектов страны мира разрабатывали национальные стандарты (1932 — 1936 гг.) и внедряли их до 1940 г. Официально международная система допусков и посадок ИСА была оформлена в 1940 г. В связи с тем, что в Советском Союзе отечественная система допусков была создана раньше, а также в связи с изоляцией, в которой находилась наша страна, наша система (система ОСТ) отличалась от международной (система ИСА). В 1940 г. наша страна предполагала перейти на международную систему, но предвоенная неблагоприятная международная обстановка была неподходящей к такому переходу, так как при переходе на новую систему должны были возникнуть определенные трудности и требовались большие материальные затраты.
После второй мировой войны была создана новая международная организация по стандартизации ИСО, а в 1962 г. были разработаны рекомендации ИСО N 286 " Система допусков и посадок ИСО. Часть 1. Общие сведения. Допуски и отклонения". Эта система не отличалась от проекта ИСА 1940 г.
Необходимо отметить, что отечественная система допусков и посадок не оставалась неизменной, а неоднократно дополнялась (но не изменялась), и все эти дополнения с 1932 г. проводились путем заимствования из системы ИСА (ИСО).
Понятие о соединениях и сопряжениях. Понятие о посадках. Характеристика трех групп посадок
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает повышение их качества. В нашей стране ранее применяли системы допусков и посадок, оформленные рядом общесоюзных (ОСТ) и государственных (ГОСТ) стандартов.
В настоящее время большинство стран мира применяет системы допусков и посадок ИСО. Системы ИСО созданы для унификации национальных систем допусков и посадок с целью облегчения международных технических связей в металлообрабатывающей промышленности. Включение международных рекомендаций ИСО в национальные стандарты создает условия для обеспечения взаимозаменяемости однотипных деталей, составных частей и изделий, изготовленных в разных странах. ЕСДП распространяется на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. Основные нормы взаимозаменяемости включают системы допусков и посадок на резьбы, зубчатые передачи, конуса и др. В настоящее время международная торговля и научно-технические связи РФ с другими государствами все более расширяются, в связи с чем в РФ внедряются системы допусков и посадок ИСО. Так, на Волжском автомобильном заводе в г. Тольятти автомобили «Жигули» выпускаются в основном с применением системы допусков и посадок ИСО. Кроме того, наша страна использует рекомендации других международных организаций, основанные на этой системе, например рекомендации МЭК — Международной электро-технической комиссии, которая является отделом ИСО.
Система допусков и посадок ИСО и ЕСДП для типовых деталей машин построены по единым принципам. Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ) (рис. 4). Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 4, а), которое обозначают Н. Посадки в системе вала—посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 4, б), который обозначают h.
Для всех посадок в системе отверстия нижнее отклонение отверстия EI == 0, т. е. нижняя граница поля допуска основного отверстия, всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es == 0, т. е. верхняя граница поля допуска вала всегда совпадает с нулевой линией. Поле допуска основного отверстия откладывают вверх, поле допуска основного вала — вниз от нулевой линии, т. е. в материал детали.
Такую систему допусков называют односторонней предельной. Характер одноименных посадок (т. е. предельные зазоры и натяги) в системе отверстия и в системе вала примерно одинаков. Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.

Рис. 4. Примеры расположения полей допусков для посадок в системе отверстия (а) и в системе вала (б)
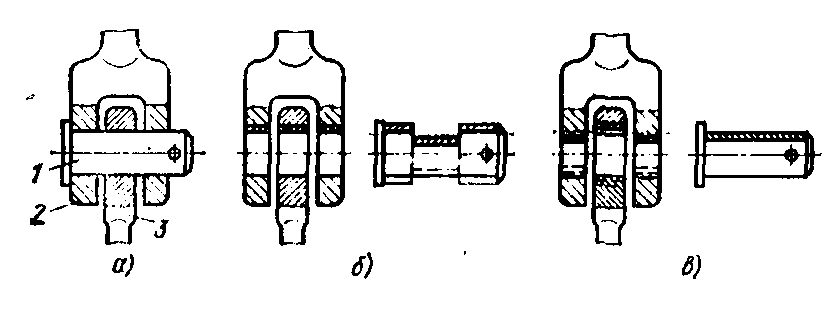
Рис. 5. Шарнирное соединение вилки с тягой (форма валика и расположение нолей допусков для наглядности показаны утрированно)
Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками и т. п.). Каждый из них применяют для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия. Уменьшение номенклатуры позволяет увеличить партии изготовляемого инструмента, применить производительное специализированное оборудование и тем самым увеличить выпуск инструмента с наименьшими затратами.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. На рис. 5, а показано соединение, имеющее подвижную посадку валика 1 с тягой 3 и неподвижную — с вилкой 2, которое целесообразно выполнять по системе пала (рис. 5, б), а не по системе отверстия (рис. 5, б). Систему пала также выгоднее применять, когда детали типа тяг, осей, валиков могут быть изготовлены из точных холоднотянутых прутков без механической обработки их наружных поверхностей. При выборе системы посадок необходимо также учитывать допуски на стандартные детали и составные части изделии. Например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготовлять по системе отверстия, а гнездо в корпусе для установки подшипника — по системе вала.
Для построения систем допусков устанавливают единицу допуска i (I), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности. На основании исследований точности механической обработки цилиндрических деталей из металла для системы ИСО и ЕСДП установлены следующие единицы допуска:
для размеров до 500 мм
i =0,45  + 0,001D; (1)
+ 0,001D; (1)
для размеров свыше 500 до 10 000 мм
I = 0,004D + 2,1, (2)
где D — среднее геометрическое крайних размеров каждого интервала, мм; i (I) — единица допуска, мкм.
Второй член в уравнении (1) учитывает погрешность измерения.
Допуск для любого квалитета
Т = аi, (3)
где а — число единиц допуска, зависящее от квалитета и не зависящее от номинального размера.
В каждом изделии детали разного назначения изготовляют с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты (степени точности для резьбовых соединений, зубчатых передач и др.) изготовления деталей и изделий. Под квалитетом (по аналогии с франц. qualite — качество) понимают совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность и предел одного квалитета зависит только от номинального размера. В ЕСДП установлено 19 квалитетов: 01, 0, 1, 2,..., 17 (самые точные квалитеты 01 и 0 введены после введения квалитета 1). Квалитет определяет допуск на изготовление, а следовательно, и соответствующие методы и средства обработки и контроля деталей машин. Формулы (1)—(3) предназначены для определения допусков квалитетов 5—17. Число единиц допуска а для этих квалитетов соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000 и 1600. Значение а для квалитетов 6 и грубее образует геометрическую прогрессию со знаменателем φ = 1,6. Это значит, что при переходе от одного квалитета к следующему, более грубому, допуски возрастают на 60 %. Через каждые пять квалитетов допуски увеличиваются в 10 раз. В квалитетах, точнее 5 допуски IT (от сокр. ISO Tolerance — допуск ИСО) определяют по формулам: IT01 = 0,3 + 0,008D; IT0 = 0,5 + 0,012D; IT1 =0,8 + 0,020D; IT3 =  ; IT2 =
; IT2 =  ; T4 =
; T4 =  , где допуск— в мкм; D — в мм.
, где допуск— в мкм; D — в мм.
Для размеров менее 1 мм допуски по квалитетам 14—17 не назначают.
Для каждого квалитета по формуле (3) построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность, определяемую соответствующим значением а.
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: до 3, свыы1е 3 до 6, свыше 6 до 10 мм,..., свыше 400 до 500 мм. Для полей, образующих посадки с большими зазорами или натягами, введены дополнительные промежуточные интервалы, что уменьшает колебание зазоров и натягов и делает посадки более определенными. Для всех размеров, объединенных в один интервал, например для размеров свыше 6 до 10 мм, значения допусков приняты одинаковыми, поскольку назначать допуск для каждого номинального размера нецелесообразно — таблицы допусков в этом случае получились бы громоздкими, а сами допуски для смежных размеров отличались бы один от другого незначительно.
В формулы (1) и (2) для определения допусков и отклонений в системе ИСО и ЕСДП подставляют среднее геометрическое крайних размеров каждого интервала:
D =  . (4)
. (4)
Для интервала до 3 мм принимают D =  .
.
Диаметры по интервалам распределены так, чтобы допуски, подсчитанные по крайним значениям в каждом интервале, отличались от допусков, подсчитанных по среднему значению диаметра в том же интервале, не более чем на 5—8 %.
Допуски и отклонения, устанавливаемые стандартами, относятся к деталям, размеры которых определены при нормальной температуре, которая во всех странах принята равной +20°С (ГОСТ 9249—59). Такая температура принята как близкая к температуре рабочих помещений машиностроительных и приборостроительных заводов. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допускаемых значений [ГОСТ 8.050—73 (СТ СЭВ 1155—78)]. Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях (например, на чугунной плите).
Погрешность измерения может возникнуть также и от местного нагрева. Например, под действием тепла руки контролера в течение 15 мин размер скобы для проверки валов диаметром 175 мм изменяется на 8 мкм, а скобы для проверки валов диаметром 280 мм — на 11 мкм. В связи с этим необходимо применять тепловую изоляцию для средств намерения (например, термоизолирующие накладки и ручки для скоб) или термоизолирующие перчатки для контролеров.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и измерительного средства, можно компенсировать введением поправки, равной погрешности, взятой с обратным знаком. Температурную погрешность Δ l приближенно определяют по формуле
 , (5)
, (5)
где l —измеряемый размер, мм; α`1 и α2 —температурные коэффициенты линейного расширения материалов детали и измерительного средства, °С-1; Δ t = t — 20 °С —разность между температурой детали t1 и нормальной температурой; Δ t2 = t2 — 20 °С — разность между температурой измерительного средства t2 и нормальной температурой.
Если температура детали и средства измерения одинакова, но не равна 20 °С, также неизбежны ошибки вследствие разности температурных коэффициентов линейного расширения детали и измерительного средства. В этом случае (т. е. при Δ t1 = Δ t2 = Δ t) погрешность
Δ l ≈ l Δ t (α1 – α2) (6)
Если
|
|
|
