 |


Измерение размеров детали методом сравнения с мерой
|
|
|
|
Цель работы. Изучение конструкции индикаторной скобы и индикаторного нутромера и приобретение навыков работы с ними.
Метод сравнения с мерой заключается в сравнении измеряемой величины с величиной, воспроизводимой мерой. Метод сравнения с мерой, в котором результирующий эффект воздействия измеряемой величины и меры на прибор сравнения доводят до нуля называют нулевым методом. Если результат измерения получают алгебраическим суммированием значения меры и показания средства сравнения, то метод сравнения называют дифференциальным методом.
В данной работе измерения выполняются дифференциальным методом. В качестве приборов сравнения используются индикаторная скоба и индикаторный нутромер. Основными элементами конструкции этих средств измерений являются преобразовательные и отсчетные устройства в виде индикаторов и измерительных головок.
Индикаторы и измерительные головки п редназначены для измерения линейных размеров и контроля отклонений от заданной геометрической формы. Индикаторы изготавливают следующих типов (рис. 5.1-5.3): ИЧ - индикаторы часового типа. Перемещение измерительного стержня в индикаторах этого типа происходит параллельно шкале индикатора и осуществляется при помощи зубчатых пар. Индикаторы типа ИЧ выполняются 0 и 1 классов точности с ушком для крепления и без него; ИРТ - индикаторы часового типа торцевые. Перемещение измерительного стержня происходит перпендикулярно шкале индикатора; ИРБ - индикаторы рычажно-зубчатые. Шкала индикатора расположена параллельно оси измерительного рычага; МИГ - индикаторы многооборотные рычажно-зубчатые. Вместо индикаторов могут применяться измерительные головки типа ИГ (рис.5.3в). 

|
|
|
Рис. 5.1.Индикаторы ИЧ Рис. 5.2. Индикаторы ИРТ



А б в
Рис. 5.3. Индикаторы: а – ИРБ; б - МИГ 0 – 1мм (ц.д. 0,001 мм); 2ИГ (ц.д. 0,002 мм)
а) 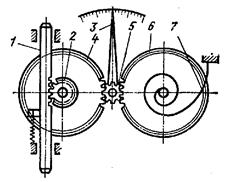 б)
б) 
Рис.5.4. Индикатор часового типа: а) – схема устройства;
б) – общий вид
В индикаторе часового типа (рис. 5.4) измерительный сигнал в виде линейного перемещения измерительного наконечника 1 преобразуется во вращательное движение стрелки 3. На измерительном стержне 1 нарезана зубчатая рейка, которая находится в зацеплении с зубчатым колесом 2. Линейное перемещение измерительного наконечника приводит к повороту зубчатого колеса 2 и связанных с ним зубчатых колес 4, 5 и 6. При этом поворачивается стрелка 3, жестко соединенная с зубчатым колесом 5. Спиральная пружина 7, один конец которой закреплен на зубчатом колесе 6 и закручивается вместе с ним, а другой конец закреплен на корпусе индикатора, обеспечивает устранение зазоров в передаче. Индикатор имеет две шкалы: большую – для отсчета долей миллиметра, и малую – для отсчета целых миллиметров. Цена деления большой шкалы 0,01 мм, малой 1 мм. Один оборот стрелки 3 соответствует перемещению измерительного наконечника на 1 мм.
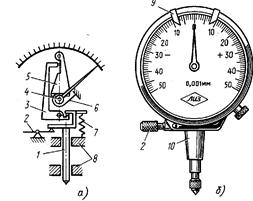
Рис.5.5. Рычажно-зубчатая измерительная головка: а) – схема устройства; б) – общий вид
Рычажно-зубчатые измерительные головки (рис.5.5.) отличаются от индикаторов часового типа тем, что у них, наряду с зубчатой передачей, движение от измерительного наконечника к стрелке передается рычажной передачей, что позволяет уменьшить передаточное отношение механизма и тем самым повысить точность измерений. При перемещении измерительного стержня 1 в направляющих втулках 8 поворачивается рычаг 3, который воздействует на рычаг 5, имеющий на большом плече зубчатый сектор, входящий в зацепление с зубчатым колесом 4. На оси колеса 4 установлены стрелка и втулка, связанная со спиральной пружиной 6, выбирающей зазоры. Измерительное усилие создается пружиной 7. Рычаг 2 (арретир) позволяет поднимать измерительный стержень. Цена деления измерительных головок 0,001 мм и 0,002 мм. Диапазон измерений 0,050 мм и 0,1мм для головок 1ИГ и 2ИГ и 1 мм и 2 мм – для многооборотных рычажно-зубчатых индикаторов 1 МИГ и 2 МИГ.
|
|
|
Индикаторы и головки применяются как в измерительной стойке, так и в различных контрольных и измерительных приборах и приспособлениях с присоединительным диаметром 8 мм для линейных измерений методом непосредственной оценки или методом сравнения с мерой.
Индикаторные скобы изготавливаются двух типов: СР - скобы рычажные со встроенным в корпус отсчетным устройством рычажно-зубчатого типа; СИ - скобы индикаторные (оснащены индикаторами часового типа и имеют переставную пятку, что увеличивает пределы измерений, рис.5.6).

Рис. 5.6.Индикаторные скобы СИ



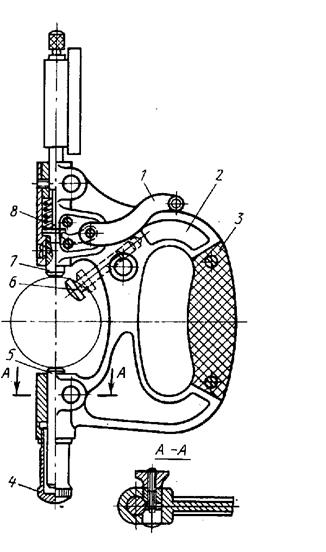
Рис. 5.7.Конструкция индикаторной скобы
Основными элементами скобы (рис.5.7) являются: арретир 1 – рычаг для перемещения измерительного стержня 7 при установке скобы на измеряемую поверхность детали или блока мер (это действие позволяет исключить боковые усилия на измерительный стержень и предотвратить износ рабочих поверхностей); скоба 2 с теплоизолирующими накладками 3; переставная пятка 5, закрытая защитным колпачком 4; регулируемый упор 6, обеспечивающий удобство при работе; пружина 8, создающая измерительное усилие совместно с пружиной индикатора. В сечении А-А показано устройство стопорения переставной пятки 5. Устройство стопорения регулируемого упора 6 аналогично.
Подготовка индикаторной скобы к работе заключается в её настройке с помощью блока плоско - параллельных концевых мер длины. Размер блока мер принимается равным номинальному размеру измеряемой поверхности, если в качестве отсчетного устройства используется индикатор часового типа, и – полусумме предельных размеров при использовании рычажно-зубчатых головок.
Последовательность настройки индикаторной скобы.
1.Составить блок плиток.
2.Отвернуть защитный колпачок 4, ослабить стопорный винт 9 и вытянуть пятку 5.
3.Поместить блок плиток между рабочими поверхностями скобы (между измерительным стержнем 7 и пяткой 5).
|
|
|
4.Толкая пятку 5 внутрь скобы, переместить её вместе с блоком плиток до соприкосновения со стержнем 7 и далее вместе со стержнем ещё на 1…2 мм, чтобы маленькая стрелка индикатора установилась вблизи цифры 1 или 2.
5.Зафиксировать пятку 5, затянув стопорный винт 9.
6.Установить защитный колпачок 4.
7.Расположить скобу вертикально (как на рис.5.7), не вынимая блок плиток, и повернуть большую шкалу индикатора, вращая ободок 10, до совпадения нуля шкалы с большой стрелкой.
8.Повернув арретир 1, вывести измерительный стержень из соприкосновения с блоком мер. Удалить блок мер. Плитки расставить по ячейкам.
При измерении диаметров регулируемый упор 6 настраивают так, чтобы при установке скобы на деталь линия центров измерительных поверхностей скобы располагалась вблизи диаметральной линии детали. Для этого следует ослабить стопор 11 и утопить упор 6 в скобу. Установить скобу на деталь: взять скобу рукой за теплоизолирующую накладку 3; большим пальцем повернуть арретир 1 и убрать, таким образом, измерительный стержень 7; поместить деталь между измерительными поверхностями; отпустить арретир. Выдвигая регулируемый упор 6, добиться требуемого положения скобы относительно детали. Зафиксировать упор стопором 11.
Выполнение измерений. В лабораторной работе скобой измеряется диаметр детали. Расположите деталь горизонтально. Опустите на неё скобу, следуя указаниям предыдущего абзаца, до соприкосновения регулируемого упора с деталью. Если упор отрегулирован правильно, то линия измерения будет располагаться в диаметральной плоскости детали. Совпадение линии измерения с линией диаметра должен обеспечить оператор, выполняющий измерения. Примем во внимание, что: 1) положение диаметральной линии соответствует кратчайшему расстоянию между образующими линиями цилиндра в диаметральной плоскости и, следовательно, минимальному отсчету по шкале индикатора; 2) увеличение размера сопровождается вращением большой стрелки индикатора, совпадающим с направлением вращения часовой стрелки. Для нахождения правильного положения скобы слегка повернем её в диаметральной плоскости относительно детали: если стрелка индикатора пошла в направлении вращения часовой стрелки – размер увеличивается. Медленно поворачиваем скобу относительно детали в противоположную сторону – стрелка индикатора будет двигаться в направлении, противоположном вращению часовой стрелки (размер уменьшается), в какой то момент остановится и вновь пойдет по направлению вращения часовой стрелки (размер увеличивается). Положение скобы, в котором стрелка индикатора меняет направление вращения, характеризует совпадение диаметральной линии с линией измерения. В этом положении скобы следует выполнить отсчет показания индикатора для определения значения диаметра.
|
|
|
Определение значения размера. При выполнении отсчета следует учитывать положение стрелок большой и малой шкал индикатора. Если размер детали равен размеру блока концевых мер, который использовался при настройке индикаторной скобы, то большая стрелка индикатора будет указывать на нулевое деление, а малая стрелка будет показывать значение установленное при настройке (например, 1 – см. выше). При размере детали больше размера блока концевых мер, который использовался при настройке индикаторной скобы, малая стрелка индикатора установится между начальным и следующим большим значением (рис.5.9). Если размер детали меньше размера блока концевых мер, то малая стрелка будет показывать значение меньше начального. В первом случае отсчет показания индикатора ведут по черным отметкам шкалы со знаком плюс, во втором случае отсчет ведут по красным (внутренним) отметкам шкалы индикатора со знаком минус (при отсутствии красных отметок шкалы – отметок обратного отсчета из отсчета по шкале вычитают 1 мм). При небольших отклонениях размера детали от размера блока мер отличие показания маленькой стрелки от первоначального показания будет незаметно. В этом случае о соотношении размеров судят по положению большой стрелки относительно нуля шкалы. Значение размера детали находят как сумму размера блока мер и отсчета показания большой стрелки индикатора.
Установка произведена х 42+0,06=42,06 мм х 42-0,20=41,80 мм
на размер 42 мм
Рис. 5.9. Примеры отсчет показаний индикатора скобы
Индикаторные нутромеры (рис.5.10) предназначены для измерения внутренних размеров изделий.

Рис. 5.10. Индикаторные нутромеры
На рис. 5.8 показана конструкция индикаторного нутромера для отверстий диаметром свыше 18 мм. В корпусе 12 нутромера закреплена втулка 9, в которую ввернута сменная измерительная вставка 11, застопоренная гайкой 10. С противоположной стороны корпуса находится подвижный измерительный стержень 14, перемещение которого через двухплечный рычаг 8 и стержень 7 передается измерительному стержню индикатора 1. Измерительное усилие создается совместным действием пружины индикатора и пружины 2. Стержень 7 заключен в трубку 6, на которую надета теплоизоляционная втулка 3. Подпружиненный центрирующий мостик 4 обеспечивает совпадение линии измерений с диаметральной плоскостью измеряемой поверхности детали. В свободном состоянии под действием пружин 5 мостик выдвигается до упора в винт – ограничитель.
|
|
|

Рис. 5.8. Конструкция индикаторного нутромера
Настройка индикаторного нутромера. Для настройки прибора используют установочные кольца, плоско - параллельные концевые меры длины, микрометры. Перед настройкой по номинальному размеру отверстия подбирают измерительную вставку 11, устанавливают её в корпус 12 и стопорят гайкой 10. Далее, собирают блок мер длины и закрепляют их между боковиками в державке (как на рис. 4.11). Осторожно прижимая измерительный стержень 14, совместно с мостиком 4, к одному из боковиков, вводят в пространство между боковиками вставку 11. Небольшим покачиванием нутромера между боковиками находят крайнее положение большой стрелки индикатора при движении её по направлению вращения часовой стрелки. В этом крайнем положении вращением шкалы индикатора совмещают со стрелкой нулевое деление шкалы. После этого повторным покачиванием прибора проверяют правильность установки нуля и замечают показание маленькой стрелки индикатора. Настроенный нутромер осторожно выводят из пространства между боковиками.
Выполнение измерений. Индикаторный нутромер вводят в измеряемое отверстие центрирующим мостиком 4 вперед, отжимая его так, чтобы свободно прошла измерительная вставка 11. Трубка нутромера должна располагаться вдоль оси отверстия. Небольшим покачиванием прибора в диаметральной плоскости находят наибольшее показание индикатора и считывают его.
Определение значения размера. В отличие от индикаторной скобы, для нутромера увеличение расстояния между измерительными поверхностями приводит к уменьшению показания индикатора. Если стрелка индикатора вращается в направлении вращения часовой стрелки – размер уменьшается, в противоположном направлении – размер увеличивается. При выполнении отсчета следует учитывать положение стрелок большой и малой шкал индикатора (положение при настройке и фактическое). Если размер детали равен размеру блока концевых мер, который использовался при настройке индикаторной скобы, то большая стрелка индикатора будет указывать на нулевое деление, а малая стрелка будет показывать значение, замеченное при настройке. При размере детали меньше размера блока концевых мер, который использовался при настройке индикаторной скобы, малая стрелка индикатора установится между начальным и следующим большим показанием, отсчет показания большой стрелки индикатора ведут по черным отметкам шкалы со знаком минус. Если размер детали больше размера блока концевых мер, то малая стрелка будет показывать значение меньше начального, отсчет ведут по красным отметкам шкалы индикатора со знаком плюс. При небольших отклонениях размера детали от размера блока мер отличие показания маленькой стрелки от первоначального показания будет незаметно. В этом случае (рис.5.11) о соотношении размеров судят по положению большой стрелки относительно нуля шкалы. Значение размера детали находят как сумму размера блока мер и отсчета показания большой стрелки индикатора.
Установка произведена х 68-0,06=67,94 мм х 68+0,17=68,17 мм
на размер 68 мм
Рис. 5.11. Примеру отсчета показаний индикатора нутромера
Последовательность выполнения работы
1).Определить предельные отклонения и предельные размеры детали в соответствии с требованиями чертежа.
2).Установить допускаемую погрешность измерения наружного и внутреннего размеров по таблице 4.1.
3).В таблице 4.2 и 4.3 найти пределы погрешности измерений размеров индикаторной скобой и индикаторным нутромером.
5).Уяснить устройство индикаторных приборов и назначение их конструктивных элементов, правила выполнения отсчета при измерениях.
6).Произвести настройку средств измерений с использованием плоско - параллельных концевых мер длины. Настроенный прибор предъявить преподавателю для проверки правильности настройки.
7).Выполнить измерения детали в соответствии со схемой, приведенной в журнале лабораторных работ.
8).Дать заключение о годности детали по наружному и внутреннему размерам.
Вопросы для самопроверки
1.В чем состоит отличие методов непосредственной оценки и сравнения с мерой?
2.Назовите разновидности метода сравнения с мерой.
3.Поясните принцип действия индикаторов часового типа и рычажно-зубчатых головок.
4.Как производится настройка индикаторной скобы, индикаторного нутромера?
5.Поясните назначение регулируемого упора, центрирующего мостика.
6.Как установить индикаторные приборы, чтобы линия измерений совпала с линией диаметра?
7.В каких случаях отсчет показания индикаторных приборов ведется с плюсом и с минусом?
8.Изложите порядок получения результата измерений индикаторной скобой, индикаторным нутромером.
9.Дайте сравнительную оценку измерений микрометрическими инструментами и индикаторными приборами.
Лабораторная работа 6.
|
|
|
