 |


Описание средств измерений
|
|
|
|
ВИДЫ измерений
Методические указания
к выполнению лабораторных работ
Архангельск
Рассмотрены и рекомендованы к изданию методической
комиссией химико-технологического факультета
Архангельского государственного технического университета
25 октября 2005 г.
Составители:
Т.М. Владимирова, ассис.;
А.Е. Коптелов, доц., канд. техн. наук
Рецензент
Л.Н. Кузнецова, доц., канд. хим. наук
УДК 389.004
Владимирова Т.М. Виды измерений: методические указания к выполнению лабораторных работ Т.М. Владимирова, А.Е. Коптелов. - Архангельск: Изд-во АГТУ, 2006. –36 с.
Подготовлены кафедрой стандартизации, метрологии и сертификации.
В методических указаниях приведены схемы и описания средств измерений и лабораторных установок, изложены основные теоретические положения изучаемых разделов, методика выполнения работ и обработки результатов.
Предназначены для студентов всех специальностей, изучающих дисциплину "Метрология, стандартизация и сертификация".
Ил.13. Табл.14. Библиогр. 8 назв.
| ãАрхангельский государственный технический университет, 2006 ã Т.М. Владимирова, А.Е. Коптелов, 2006 |
ВВедение
Различают средства линейных и угловых измерений общего назначения и узкоспециализированные, предназначенные для решения частных измерительных задач. К механическим средствам измерения длины общего назначения относятся штангенприборы, штриховые и концевые меры длины, микрометрические приборы и измерительные головки.
Штриховыми мерами длины называются меры, у которых размер, выраженный в единицах длины, определяется расстоянием между осями двух соответствующих штрихов. Штриховыми мерами являются измерительные линейки, рулетки, брусковые штриховые меры.
|
|
|
Брусковые штриховые меры длины представляют собой металлические или стеклянные бруски различного сечения, с нанесенными на них штрихами или шкалами. Эти меры применяются как для непосредственного измерения линейных размеров, так и в качестве шкал приборов и станков. Размеры брусковых штриховых мер длины стандартизованы. Промышленностью выпускаются средства измерения номинальной длиной 60…2000 мм. Допускаемые отклонения от номинальной длины нормируются шестью классами точности, обозначаемыми условно цифрами от 0 до 5. Наименьшая цена деления брусковых мер длины 0,01 мм.
Плоскопараллельные концевые меры длины (ПКМД) воспроизводят единицу длины одного фиксированного размера и выполняются в виде прямоугольного параллелепипеда из стали или твердого сплава с двумя взаимно параллельными измерительными поверхностями. Расстояние между измерительными поверхностями определено с высокой точностью и известно (рис. 1.)
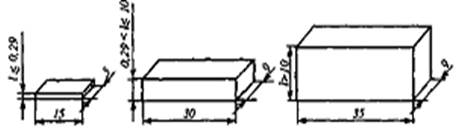
Рис.1. Плоскопараллельные концевые меры длины
Измерительные поверхности отличаются от других поверхностей меры малой шероховатостью, благодаря чему ПКМД обладают свойством притираемости, т.е. способностью измерительной поверхности одной меры плотно сцепляться с измерительной поверхностью другой меры. Притираемость обусловлена силами молекулярного взаимодействия поверхностей.
ПКМД выпускаются в наборах с числом мер разного номинала от 10 до 112. Номинальные значения мер стандартизованы, поэтому притираемость мер позволяем собрать из них блок необходимой длины (от 0,1 до 1000 мм).
В зависимости от точности изготовления ПКМД относят к классам точности 00; 01; 0; 1; 2; 3.
Перед притиркой, выбранные для составления блока меры очищают от смазки, промывают бензином и вытирают насухо чистой салфеткой. После этого прикасаться руками к измерительной поверхности нельзя. Подготовленные таким образом меры притирают путем прикладывания или надвигания одной меры на другую. Для удобства пользования мерами, к наборам ПКМД поставляются наборы принадлежностей.
|
|
|
Лабораторная работа № 1. ШТАНГЕНИНСТРУМЕНТ
Цель работы - изучить устройство и работу штангенинструмента (штангенциркуля). Оценить погрешность измерения прибора и точность результатов измерения.
Общие положения
Штангенинструмент широко применяется для измерения линейных размеров, как наружных, так и внутренних с точностью 0,1; 0,05 или 0,02 мм, а так же при разметке заготовок в процессе изготовления деталей. К этому типу инструмента относятся штангенциркули, рейсмасы, глубиномеры и зубомеры. Отличительным признаком всех штангенинструментов является наличие в них двух шкал - основной и нониусной. Основная шкала наносится на штангу инструмента и имеет, как правило, цену деления 1 мм (реже 0,5 мм) и предназначена для отсчета размеров с точностью до 1 мм (или до 0,5 мм). Нониусная шкала устанавливается на подвижной рамке инструмента и позволяет снимать размеры с точностью 0,1, 0,05 или 0,02 мм в зависимости от конструкции шкалы.
При измерении штангенинструментами используют метод совпадений. Метод измерений - это способ решения измерительной задачи, характеризуемый его теоретическим обоснованием и разработкой основных приемов применения средств измерений (СИ). В основе метод совпадений лежит способность глаза человека фиксировать совпадение штрихов двух шкал. Глаз достаточно легко улавливает расхождение штрихов в 0,1 мм. Расхождение 0,05 мм улавливается гораздо труднее; 0,02 мм находится на грани возможности глаза, а разницу в 0,01 мм глаз уловить не в состоянии. Вот почему инструмент с отсчетом 0,02 мм применяется довольно редко, а с отсчетом 0,01 мм не изготовляется совсем.
Описание средств измерений
Штангенциркуль (рис.2) – раздвижной измерительный инструмент для линейных измерений. Он состоит из штанги 1 с неподвижными губками 2 и 9 и подвижной рамки 7 с губками 3 и 8. На штанге 1 нанесены деления (штрихи) на расстоянии 1 мм, на рамке 7 нанесены штрихи дополнительной шкалы – нониуса. В штангенциркуле с точностью отсчета до 0.1 мм нониус имеет 10 равных делений на расстоянии 9 мм (цена одного деления нониуса 9: 10 = 0,9 мм).
|
|
|

Рис.2. Штангенциркуль:
1-штанга; 2 и 9 – губки штанги; 3 и 8 – губки рамки; 4 – зажимный винт; 5 – стержень глубиномера; 6 – нониус; 7 - рамка
Стержень 5 глубиномера скользит в пазу обратной стороны штанги 1, один конец его соединен с рамкой 7. При измерении глубины устанавливают штангу торцом на плоскость детали, а стержень глубиномера перемещают до упора в дно отверстия.
Штангенглубиномеры, рейсмасы и зубомеры по устройствам основных и нониусных шкал аналогичны штангенциркулям. Эти инструменты отличаются друг от друга лишь конструкцией, так как предназначены для различных измерительных работ.
Штангенглубиномер предназначен для измерения глубин пазов, отверстий, величины выступов и т.д. При измерении глубиномер плотно прижимают основанием к поверхности детали после чего выдвигают штангу до упора в измеряемую поверхность и снимают показания отсчетного устройства.
Штангенрейсмас используется в основном для разметки заготовок перед обработкой, но может применяться и для измерения различных поверхностей, расположенных параллельно основанию прибора.
Нормальным положением наконечника считается такое, при котором расстояние от основания прибора до измерительной поверхности наконечника равно числу миллиметров, с которого начинается шкала на штанге прибора. Рамка с наконечником при этом должна находиться в самом нижнем положении. Измерение (разметку) проводят на плоской плите, на которой располагается измеряемая деталь и рейсмас.

Рис.3. Штангензубомер:
1-вертикальная шкала; 2 – стопорный хомут; 3 –микрометрическое устройство; 4 -упор; 5 -рамка;
6 – горизонтальная шкала
Штангензубомер (рис. 3) предназначен для измерения толщины зуба зубчатого колеса S на заданном расстоянии от вершины зуба h. Для измерения используются две шкалы - вертикальная 1 и горизонтальная 6. На вертикальной шкале с помощью микрометрического устройства 3 и стопорного хомута 2 откладывают величину h. После этого устанавливают зубомер с помощью упора 4 на вершину зуба и сдвигают рамку 5 до смыкания измерительных наконечников на боковых поверхностях зуба. Стопорят рамку и снимают показания толщины зуба S. Величина h рассчитывается по выражению: h = 0,7476 m, где m - модуль зубчатого колеса. Модуль колеса определяют по выражению m = d /(z + 2), где d - наружный диаметр колеса, измеренный линейкой или штангенциркулем. Полученное значение модуля округляют до ближайшего стандартного и в выражение для определения h подставляют стандартное значение модуля.
|
|
|
Основная шкала имеет цену деления m. Цена деления нониуса k. Цена деления нониуса меньше цены деления основной шкалы на величину i, называемую отсчетом (или точностью) нониуса. На практике отсчет нониуса i обычно принимают 0,1 или 0,05 мм. Для увеличения длины нониусной шкалы с целью облегчения пользования инструментом интервал деления основной шкалы принимают иногда не m, а 2 m. В общем случае интервал деления основной шкалы может составлять γ m, где γ - модуль нониусной шкалы: может принимать значения 1, 2, 3 и т. д.
В любом случае число делений нониуса n будет равно:
n = m / i.
Расстояние между штрихами нониуса:
k = γ m – i
При этих параметрах шкал длина нониусной шкалы l будет равна
l = k · n = (γ · m – i) · n.
 Рассмотрим для примера устройство шкалы нониуса с отсчетом 0,05 мм. При цене деления основной шкалы m = 1 мм, число делений нониуса n = m / i = 1/ 0,05 = 20. Если модуль нониуса γ равен двум, то расстояние между штрихами нониуса k будет равно 2 × 1 - 0,05 = 1,95 мм. Длина шкалы нониуса будет равна l =1,95x20 = 39 мм. При сомкнутых губках штангенциркуля нулевые штрихи шкалы штанги и нониуса совпадают. Принцип построения нониуса показан на рис.4.
Рассмотрим для примера устройство шкалы нониуса с отсчетом 0,05 мм. При цене деления основной шкалы m = 1 мм, число делений нониуса n = m / i = 1/ 0,05 = 20. Если модуль нониуса γ равен двум, то расстояние между штрихами нониуса k будет равно 2 × 1 - 0,05 = 1,95 мм. Длина шкалы нониуса будет равна l =1,95x20 = 39 мм. При сомкнутых губках штангенциркуля нулевые штрихи шкалы штанги и нониуса совпадают. Принцип построения нониуса показан на рис.4.
Рис.4 Устройство шкалы нониуса
|
|
|
