 |


Полярографический преобразователь для исследования состава раствора.
|
|
|
|
Позволяет определить состав раствора. Через раствор пропускается ток. Под действием тока происходит электролиз (т.е. выделение вещества из раствора), причем разные химические элементы выделяются при разных напряжениях, и, следовательно, токах.
Полярограмма (ВАХ):

Точки по оси U дают результат качественного анализа (каждому химическому элементу соответствует свой потенциал). Высота по оси I дает количественный анализ.
j1 – потенциал первого химического элемента,
j  2 – потенциал второго химического элемента,
2 – потенциал второго химического элемента,
j3 – потенциал третьего химического элемента.
Интеллектуальные устройства
Термин «интеллектуальный» для первичных устройств введен для устройств, содержащий микропроцессор. Это добавляет новые функциональные возможности. Интеллектуальный датчик может давать более точные показания, работать с большой разновидностью разных типов чувствительных элементов, а также составлять одно или несколько измерений в одно измерение, производить настройку на другой диапазон измерений (полуавтоматическая калибровка), осуществлять функции внутренней самодиагностики, что упрощает техническое обслуживание, сокращает объем обработки сигналов системой управления и приводит к тому, что набор приборов заменяют приборами одной модели.
Для того, чтобы заработали эти дополнительные функции интеллектуальному устройству требуется ручной коммуникатор (панель настройки). Прибор и коммуникатор к нему могут быть разнесены на большое расстояние друг от друга с помощью цифровой связи по двум проводам с помощью протокола HART, который позволяет передавать аналоговый и цифровой сигналы.
Использование цифровой связи для считывания измеряемого параметра позволяет одному прибору обрабатывать более одного измерения. Например, расходомер позволяет в одном сообщении считывать весовой расход, температуру, плотность жидкости процесса и суммарный весовой расход.
|
|
|
Считывание измеряемого параметра в цифровой форме сохраняет точность за счет устранения ЦАП и АЦП преобразований сигнала 4-20 мА. Однако, «мертвое» время, затрачиваемое на передачу сообщения, добавляет задержку к измерению, которое влияет на управление в быстродействующем контуре. Протокол HART построен по принципу главный = подчиненный. Это означает, что первичное устройство только отвечает на запросы. К одной линий моноканала можно подсоединить до 15 подчиненных устройств. Разряды цифрового сигнала передаются на частотах 1200 Гц «1» и 2200 Гц –«0». Частотные сигналы накладываются на нижний уровень аналогового сигнала 2-20 мА. Поскольку среднее значение частотного сигнала равно нулю, цифровая связь на влияет на токовый сигнал.
Каждое сообщение содержит адрес источника и назначения, а также имеет контрольную сумму для обнаружения любого искажения сообщения.

Стандартизация
Стандартизация (законодательная метрология) – установление и применение правил с целью упорядочения деятельности в определенной области на пользу и при участии всех заинтересованных сторон в частности для достижения всеобщей оптимальной экономии при соблюдении условий эксплуатации и требований безопасности. Стандартизация основывается на объединенных достижениях науки, техники и передового опыта и определяет основу не только настоящего, но и будущего развития и должна осуществляться неразрывно с прогрессом.

•
•
•
где ИСО –Международная организация по стандартизации;
МЭК- Международная электротехническая комиссия;
ЭОКК- Европейская организация по контролю качества;
|
|
|
МБМВ – Международное бюро мер и весов;
МОЗМ – Международная организация законодательной метрологии.
 | ||||
 | ||||
 |
В условиях рыночной экономики решающее значение приобретаетконкурентоспособность продукции (изделия, услуги, процесса). Чтобы был спрос на то или иное изделие, оно должно обладать определенными потребительскими свойствами: исправно работать в соответствии со своим функциональным назначением, быть приемлемым по цене удовлетворять требованиям безопасности, экологии, эстетики и пр.
Совокупность свойств продукции, обусловливающих ее пригодность у довлетворять определенные потребности в соответствии с ее назначением, называют качеством.
Международный опыт показывает, что достигнуть высокого уровня качества можно лишь при условии проведения системы научных технических и организационных мероприятий по управлению качеством продукции на всех стадиях ее жизненного цикла. Но для того чтобы управлять качеством, прежде всего, необходимо уметь это качество оценить, а в идеальном случае — измерить.

Лекция №17
Сертификация
Квалиметрия изучает вопросы оценивания качества. Само по себе обобщенное свойство, называемое качеством, не является физической величиной и в строгом метрологическом понимании не может быть измерено, поскольку не существует узаконенной меры этого свойства. Тем не менее, на основе аналогий с измерениями физическихвеличин в квалиметрии получены практические рекомендациипо оцениванию качества, в том числе и количественному.
Определить, или измерить одну величину, можно лишь сравнив ее с другой, известной величиной, принятой на единицу сравнения – меру. В метрологии такими мерами являются единицы физических величин. Аналогом физических величин в квалиметриислужат показатели качества. Следовательно, чтобы оценить качество, нужно сравнить показатели качества продукции с показателями качества однородной продукции, принятой за образец. На основе сравнения можно сделать заключение о том, показатели качества, какого из объектов сравнения выше, а это уже результат оценивании по шкале порядка. Если же удастся определить, на сколько выше или ниже, или во сколько раз выше или ниже, то качество будет оценено по шкале интервалов или по шкале отношений. Отсюда ясно, что в квалиметрии на первый план выступает проблема оценивания показателей качества.
|
|
|
Понятия «физическая величина» и «показатель качества» близки, но не тождественны. Физическая величина отражает объективные свойства природы, а показатель качества — общественную потребность в конкретных условиях. Так, масса — физическая величина, а масса изделия показатель его транспортабельности; освещенность — физическая величина, а освещенность на рабочем месте — эргономический показатель.
Качество представляет собой сложное, многомерное свойство продукции, обобщенную характеристику множества ее потребительских свойств. Для целей же оценивания оно представляется упрощенной моделью, учитывающей лишь небольшое число определяющих качеств компонент. По мере необходимости модель качества может совершенствоваться, в рассмотрение могут включаться новые свойства продукции, все более полно характеризующие качество. Не исключен и обратный путь — упрощения модели.
Так, моделью торта может быть выбрана модель, включающая четыре его свойства: вкус, структуру, цвет и форму. Но можно упростить модель до предела, оставив лишь две компоненты качества — вкус и форму. Понятно, что оценивание качества торта по четырем показателям качества более полно характеризует качество изделия. Рассмотрев свойства и правила формирования показателей качества. В зависимости от того, относятся ли показатели качества к категории физических величин, или к величинам нефизического характера (экономическим, гуманитарным, социальным и т.п.), показатели качества выражаются в единицах физических величин, либо в единицах назначаемых по соглашению (например, в баллах, по бальной шкале).
Показатели качества делятся на единичные и комплексные. Единичные показатели относятся к одному из свойств, определяющих качество; комплексные формируются из нескольких единичных показателей.
|
|
|
К единичным показателям качества относятся:
- показатели назначения - свойства продукции, определяющие основные функции, для выполнения которых она предназначена. Три подгруппы: функциональной и технической эффективности, конструктивные показатели, показатели состава и структуры.
- показатели надежности - безотказность, долговечность, ремонтопригодность и сохраняемость, время непрерывной работы до отказа.
- показатели экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов - для средств измерений это экономичность потребления энергии и трудовых ресурсов - по этим показателям сравнивают только взаимозаменяемые средства измерений.
- эргономические показатели, - характеризуют систему человек - средство измерений, уровень шума, освещенности, температуры. Для средств измерений - соответствующие меры возможностям человека по восприятию информации.
- эстетические показатели - характеризуют эстетические свойства изделий - информационную выразительность, рациональность формы, совершенство производственного исполнения.
- показатели технологичности - удельная трудоемкость, энергоемкость, трудоемкость ремонта - достижения минимальных затрат при производстве, эксплуатации и ремонте.
- показатели транспортабельности - трудоемкость подготовки к транспортированию, габариты в упаковке, масса.
- показатели стандартизации и унификации - насыщенность средства стандартными и унифицированными составными частями. Создание ИИС на базе стандартных блоков и узлов для решения любых измерительных задач, стандартные интерфейсы, единые методы нормирования метрологических характеристик.
- патентно-правовые показатели - патентная защита и патентная чистота, степень обновления технических решений, возможность беспрепятственной реализации в стране и за рубежом.
- экологические показатели - уровень вредных воздействий на окружающую среду, содержание вредных примесей в выбросах вредных частиц, газов, излучений.
- показатели безопасности - минимальная прочность изоляции токоведущих частей, заземление, световая индикация сетевого выключателя.
Комплексные показатели качества могут быть сформированы из единичных на основании известных функциональных зависимостей между ними, а могут представлять собой комбинацию из единичных принятую по соглашению. Так, выбрав в качестве единичных показателей качества радиоаппаратуры напряжение питания U ипотребляемый ток, можно получить комплексный показатель — потребляемую мощность Р, используя функциональную зависимость Р = UI.
|
|
|
Примером комплексного показателя качества, принятого по соглашению, является коэффициент готовности аппаратуры, определяемый по формуле:

где Т о – наработка на отказ; Т В – среднее время восстановления.
Другой пример интегрального показателя К:

M – среднее число изделий, проконтролированных за период эксплуатации,
С 1 – затраты на приобретение и ввод в действие,
С 2 – условно годовые затраты на эксплуатацию,
С 3 – средняя стоимость ремонта,
Т сл – средний срок службы в годах,
Т р – среднее время между ремонтами в годах,
a – вероятность забраковки годного изделия,
b – вероятность принятия бракованного изделия,
Сa – средний ущерб от забракованного годного изделия,
С b– средний ущерб от ошибочного принятия бракованного изделия.
Полученные на основе единичных показателей, комплексные показатели качества можно продолжать объединять в комплексные показатели более высокого уровня. Таким образом, структура показателей качества является многоуровневой. При переходе к показателям более высокого уровня, модель качества продукции становится все более грубой, пока не сведется к описанию качества одним единственным показателем — обобщенным показателем.
Комплексные показатели качества могут быть сформированы применительно к определенной группе свойств продукции. Такие показатели называются групповыми. Так, для промышленной продукции групповыми показателями качества, являются показатели назначения, надежности, безопасности и др.
Разновидностью комплексного показателя, позволяющего оценить качество с экономических позиций, является интегральный показатель качества. Его определяют как отношение суммарного полезного эффекта от использования продукции к величине затрат на ее создание и эксплуатацию. Примером интегрального показателя качества автомобиля могут служить удельные затраты на 1 км пробега

где Зс и Зэ – соответственно, себестоимость и затраты на эксплуатацию автомобиля до капитального ремонта; L – пробег автомобиля до капитального ремонта.
Для определения значений показателей качества могут быть использованы инструментальные и экспертные методы.
Инструментальные методы применяются в ограниченных случаях, когда показатели качества представляют собой физические величины и существуют измерительные инструменты (средства измерения), обладающие нормированными метрологическими характеристиками. Инструментальные определения показателей качества сводятся, таким образом, к решению обычных измерительных задач метрологии.
Экспертные методы оценивания показателей качества применяют тогда, когда использование технических средств измерения, невозможно или экономически не оправдано. Экспертные методы используют, например, для оценивания эргономических и эстетических показателей, в спорте, в гуманитарных областях наук. Используются все виды измерительных шкал, вплоть до шкалы отношений.
Разновидностями экспертного метода являются органолептический и социологический методы.
Органолептический метод оценивания основан на определении свойств объекта с помощью органов чувств человека: зрения, слуха, осязания, обоняния и вкуса. Например, оценка качества чая дегустаторами.
Социологические методы строятся на массовых опросах населения или его групп, когда каждый индивидуум выступает в роли эксперта.
Сертификация продукции
Устанавливая требования на продукцию, стандарты и технические условия вынуждают изготовителя добиваться достижения необходимых потребительских свойств и качества продукции, чтобы обеспечить ее конкурентоспособность и сбыт. При этом, в условиях рыночной экономики, изготовитель, с одной стороны, и потребитель, с другой, особо заинтересованы в официальном подтверждении высокого уровня качества продукции.
Еще в далеком прошлом таким подтверждением являлось, например, клеймо мастера на изделии. В роли свидетельства качества могло выступать просто заявление продавца, если этот продавец обладал высокой и безупречной репутацией.
В настоящее время такого рода деятельность по подтверждению качества продукции получила название сертификация (от французского слова certificat — документ, удостоверяющий качество). В соответствии с рекомендациями ИСО «сертификация соответствия представляет собой действие, удостоверяющее посредством сертификата соответствия или знака соответствия, что изделие (услуга) соответствует определенным стандартам или другому нормативно-техническому документу». Установлено три варианта свидетельствования о соответствии: заявление о соответствии, аттестация соответствия и сертификация соответствия.
Заявление о соответствии — заявление поставщика под его полную ответственность, вне рамок сертификационной системы, что продукция, технологический процесс, услуга соответствует определенному стандарту или другому нормативно-техническому документу.
Аттестация соответствия — заявление испытательной лаборатории третьей стороны (независимой стороны), что определенный образец находится в соответствии с определенными стандартами или другими документами, устанавливающими требования к продукции. Из этого определения следует, что аттестация соответствия не подтверждает соответствия всей серийно выпускаемой продукции требованиям нормативно-технической документации, а относится лишь к конкретному образцу, представленному для испытаний. Аттестация соответствия также выполняется вне рамок сертификационной системы.
Сертификация соответствия — гарантия третьей стороны того, что с определенной достоверностью продукция, технологический процесс, услуга соответствуют стандартам или другим требованиям. Сертификация соответствия предусматривает проведение объективных испытаний продукции, не подверженных влиянию ни изготовителя, ни потребителя. Сертификация соответствия проводится в рамках систем сертификации, которые могут быть созданы на трех уровнях: национальном, региональном и международном.
По статусу системы сертификации могут быть обязательными или факультативными. Обязательные системы сертификации действуют на законодательной основе (например, сертификация чистоты драгоценных металлов). Системы сертификации, имеющие характер факультативных, основываются на их авторитете. Не являясь обязательными, они, тем не менее, оказывают большое влияние на качество продукции, вызывают доверие потребителя к поставщику, повышают конкурентоспособность продукции.
В зависимости от объема и содержания сертификационных работ различают несколько вариантов систем сертификации. В каждом из вариантов предусмотрено выполнение определенных аттестационных и контрольных функций, при положительных результатах которых может быть выдан соответствующий сертификат качества. Так, например, один из вариантов системы сертификации предусматривает аттестацию предприятия-изготовителя продукции, проведение типовых испытаний образцов продукции в испытательных центрах, а в последующем — испытания образцов, взятых из торговли и образцов, взятых с производства.
Следует иметь в виду, что все системы сертификации базируются на испытаниях, т.е. практически на измерениях и измерительном контроле. Поэтому основным структурным элементом всех систем сертификации являются испытательные лаборатории. На рис.l приведена типовая структура системы сертификации, наглядно показывающая взаимодействие сертификационных органов, службы стандартизации и метрологической службы.

Рис.1 Структура системы сертификации продукции
Основными функциями органа сертификации являются: разработка порядка проведения сертификации; аттестация и аккредитование испытательных лабораторий; допуск предприятий к сертификации; выдача сертификатов соответствия или лицензий на право маркировки продукции Знаком соответствия; рассмотрение споров о качестве сертификационной продукции.
Сертификационные органы по своему статусу и структуре в разных странах различны. Многое зависит от специфики их взаимоотношений с национальными органами по стандартизации и метрологии, с государственными учреждениями и промышленностью. В Российской Федерации руководство работами по сертификации возложено на Госстандарт РФ.
На основании вышеизложенного система обеспечения качества приведена на
рис.2.
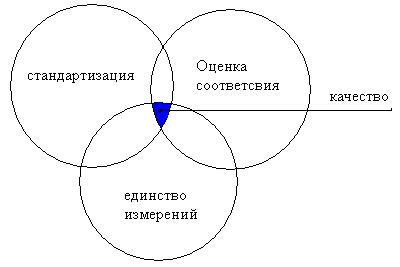
Рис.2 Система обеспечения качества
где единство измерений выражено наглядно на рис. 3

Рис.3 Государственная система обеспечения единства измерений
1-2 – ремонт, калибровка, обслуживание;
1-3 – испытания для целей утверждения типа средств измерений;
2-3 – проверка и калибровка;
С целью постоянного повышения качества изделия необходимо осуществлять процесс управления (менеджмент) качеством в процессе производства, который приведен на рис. 4:
 Рис.4 Модель процесса менеджмента (управления) качества
Рис.4 Модель процесса менеджмента (управления) качества
(стандарт ИСО 9001 версии 2000 г.)
Принципы менеджмента
1. Ориентация на потребителя.
2. Ведущая роль руководства в создании условий для успешной реализации всех принципов системного управления качеством.
3. Вовлечение работников в деятельность по управлению качеством, что снижает уровень дефектности.
4. Производство и управление качеством рассматривается как совокупность взаимосвязанных процессов.
5. Каждая система имеет вход (своих поставщиков) и выход (потребителей), что предполагает системный подход к управлению.
6. Каждый член коллектива постоянно должен стремиться улучшать качество и максимально исключать дефектность производства.
7. Исключать необоснованные волевые решения и принимать решения с учетом реальной обстановки.
8. Взаимовыгодные отношения с внешними и внутренними поставщиками.
Литература
1.Дж. Фрайден Современные датчики. Справочник. Москва: Техносфера, 2005.-592 с.
2. Раннев Г.Г. Методы и средства измерений: Учебник для вузов/ Г.Г.Раннев, А.П.Тарасенко.-М.: Издательский центр»Академия» 2003 -336 с.
3. Тартаковский Д.Ф., Ястребов А.С. Метрология, стандартизация и технические средства измерений. Учеб. для вузов. 2002г. 205с.
4. Исаев Л.К., Малинский В.Д. Обеспечение качества: стандартизация, единство измерений, оценка соответствия. 2002г. 280с.
5. Метрология и электроизмерения в телекоммуникационных системах. Уч. для вузов/ В.И. Нефедов, В.И. Хакин, Е.В. Федорова и др. Под ред. В.И. Нефедова. М. 2001. 383с.
6. Матушкин Н.Н., Суханов Е.Е. Метрология, стандартизация и сертификация. Методы и средства измерений физических величин. Пермь.2001г.
7. Клаассен К.Б. Основы измерений. Электронные методы и приборы в измерительной технике. М. 2000г. 352с.
8. Атамалян Э.Г. Приборы и методы измерения электрических величин. Учебное пособие. М.1989г. 384с.
9. Левшина Е.С., Навицкий П.В.Электрические измерения физических величин: измерительные преобразователи. Учеб. пособие.1983г. 320с.
10. Шульц Ю. Электроизмерительная техника: 1000 понятий для практиков. Пер. с нем. 1989г. 288с.
11. Электрические измерения неэлектрических величин. Под ред. Новицкого П.В. 1975г. 576с.
|
|
|
