 |


Наложение изоляции КЭЛ 90 (120) Кабельная Экструзионная Линия
|
|
|
|
Кабельная экструзионная линия предназначена для наложения пластмасовой изоляции и защитных оболочек из полиэтилена и поливинилхлоридного пластиката. Кабельная экструзионная линия состоит из:
Экструдер.
Экструдер предназначен для гомогенизации и пластификации полимерного материала. Максимальная производительность экструдера поПВХ пластикату 260кг/ч.
Привод.
Привод состоит из двигателя постоянного тока мощностью 110кВт принудительного охлаждения и редуктор с передаточным отношением i=16 регулируемые обороты до 80 об/мин
Цилиндр и шнек.
Цилиндр изготовлен из полиметаллической заготовки. Он разделен на шесть зон терморегулирования с общей мощностью 42кВт. Зона питания охлаждается водой. Охлаждение цилиндра принудительно воздушное. Шнек выработан из высококачественной легированной стали и азотирован.
Электрооборудование.
Электроаппаратный шкаф содержит все необходимые приборы контроля и управления. Помимо шести зон нагрева экструдера предусмотрены дополнительные три зоны, для подключения нагрева хомута, головки и матрицы. Установлен компьютер, позволяющий устанавливать необходимую температуру по зонам нагрева.
Загрузочный бункер
Загрузочный бункер предназначен для обеспечения непрерывной подачи материала в экструдер. Бункер оснащен нагревательными элементами с вентилятором для сушки и предварительного подогрева материала уровня материала смотровым окном для контроля уровня материала, задвижкой в нижней части для прекращения подачи материала в случае необходимости и разгрузочным патрубком.
Отдающее устройство
Предназначена для отдачи кабеля с барабана диаметром щеки от 400 до 630мм. Наиболее распространены независимые отдающее устройство с вращающимся барабаном. Отдающее устройство пинольного типа состоит из станины, механизма раскладки, механизмов регулирования частоты вращения и приемного барабана и скорости перемещения вилки раскладчика.
|
|
|
Ванная охлаждения.
Действующая длина ванны 20м. Ванна состоит из секций, каждая секция имеет патрубок подачи воды, сливное устройство с шаровым краном.
Приемное устройство.
Приемное устройство предназначено для установки приемной тары и правильной укладки на приемную тару изготавливаемого изделия. Приемное устройство пинольного типа состоит из станины, механизма раскладки, механизмов регулирования частоты вращения приемного барабана и скорости перемещения вилки раскладчика.
Схематичное изображение КЭЛ -90 (120) представлено на рисунке 7.9

Рисунок 7.9 – Схематическое изображение КЭЛ – 90 (120)
1 – Отдающее устройство; 2 – Тяговое устройство; 3 – Загрузочный бункер; 4 – Ванная охлаждения; 5 – Тяговое устройство; 6 – Приемное устройство.
7.3 Крутильная машина сигарного типа СТ-1+6х630
Крутильная машина сигарного типа СТ-1+6x630 фирмы Caballe предназначена для скрутки круглых уплотненных или неуплотненных жил из леди, алюминия и алюминиевого сплава, алюминиевых и медных жил с изоляцией 43 поливинилхлоридного пластиката или полиэтилена.
Принципиальная схема линии скрутки представлена на рисунке 7.10.
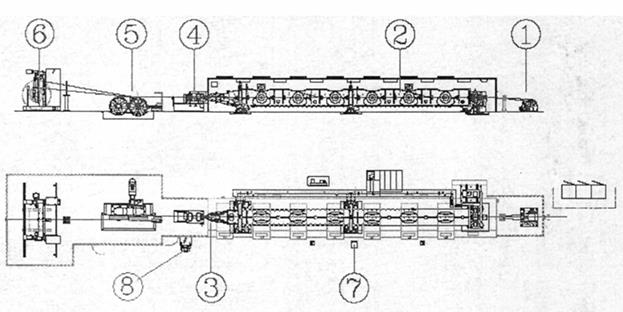
Рисунок 7.10 – Схема линии скрутки
Крутильная машина сигарного типа фирмы Caballe СТ-1+6x630 состоит из следующих основных узлов:
1 - Отдающего устройства DACT-1 хбЗО;
2 - Сигары СТ-бх630;
3 - Формирующей головки PRF/CT-6;
4 - Уплотняющей головки ССА-3 х 150;
5 - Двухколесной тяги CDD-1000/1,5;
6 - Приемника ANPT-1600/6;
7 - Линии контроля;
8 - Пульта управления.
Отдающее устройство DACT-1х630 (рисунок 7.11) представляет собой отдатчик пинольного типа. Отдатчик надежно закреплен на полу при помощи анкерных болтов. Барабан устанавливается на две пиночи, одна из которых неподвижна, а другая подвижна, с разжатием от пневмоцилиндра и зажатием от пружины.
|
|
|
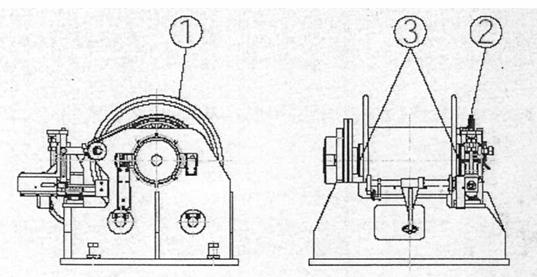
Рисунок 7.11 – Отдатчик DACT-1х630
1- барабан; 2 - механический тормоз постоянного натяжения; 3 - пиноли.
Тормоз барабана осуществляется при помощи регулируемого механического привода (цепь с набором фрикционных пластин) с пружинным регулированием, с быстроразжимным механизмом для смены катушки. Тормоз оснащен рычагом для определения текущего диаметра размотки и поддержания постоянного усилия натяжения в процессе размотки. Натяжение можно регулировать в диапазоне от 50 до 400 Н.
Сигара СТ-6х630 представлена на рисунке 7.12
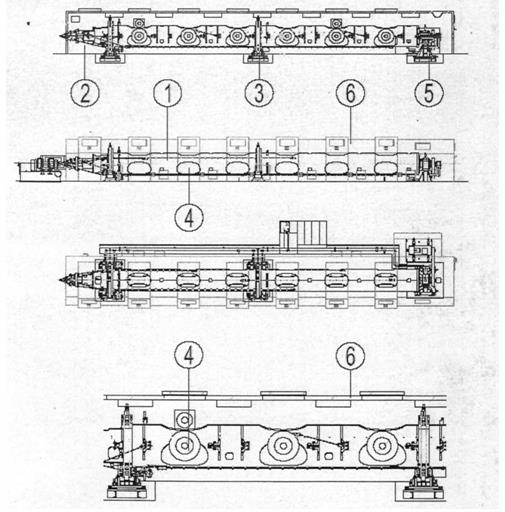
Рисунок 7.12 – Сигара СТ-6х630
1 – ротор; 2 – преформирующая головка; 3 – опоры; 4 – люлька; 5 – двигатель и коробка передач; 6 – защитное ограждение.
Сигара состоит из 2 специальных стальных роторных труб высокого качества. Трубы с окошками для контроля размотки жилы и упрощения операций заправки. На каждую роторную трубу имеется по 3 люльки. Всего в машину может быть загружено 6 барабанов. На люльках имеется датчик наклона, который настроен под углом 15°. В случае превышения этого градуса люлькой линия остановится. Подача жил осуществляется при помощи полированных калибров из карбида вольфрама и роликов. Операция позиционирования ротора под загрузку и выгрузку производится автоматически. Имеется датчик положения, который определяет останов всего ротора, обеспечивая плавильное положение всей роторной трубы, что позволяет правильно загружать и выгружать барабаны.
Люльки оборудованы системой блокировки пинолей с пневматическим поршнем. Управление системой зажатия пинолей осуществляется электрическими средствами. В случае неисправности замка линия не запустится.
В каждый главный подшипник ротора встроен датчик вибраций и температурный датчик. Температурные датчики определяют любую перегрузку и выдают команду на останов линии до превышения критической температуры в подшипниках.
В случае превышения допустимого предела вибраций срабатывает датчик вибраций и линия останавливается.
Смазка подшипников подается автоматически при помощи гидравлической станции. Любое нарушение циркуляции масла в распределителях приводит к автоматическому останову машины.
|
|
|
Тормоз барабана осуществляется при помощи регулируемого механического привода (цепь с набором фрикционных пластин) с пружинным регулированием, с быстроразжимным механизмом для смены катушки.
В конце крутильной машины размещена преформирующая головка, использующаяся для придания проволоке нужного S-образного изгиба. Преформирующая головка состоит из пластин, на каждой из которых размещены по три ролика. Первый и третий ролик могут перемещаться в продольном направлении. Центральный может регулироваться в радиальном направлении. Регулировки необходимы для снижения внутренних напряжений в проволоке при скрутке и для обеспечения оптимального прилегания при скрутке жил различного диаметра.
Технические характеристики линии
Линейная скорость, м/мин до 150
Максимальная частота вращения сигары, об/мин 900
Время ускорения, с 180
Время на штатный останов, с 30
Время на аварийный останов, с 10
Диаметр скручиваемой алюминиевой и медной проволоки, мм от 1,25 до 4,50
Количество скручиваемых проволок, шт 7
Максимальное сечение скрутки, мм2 95
Максимальное сечение при уплотнении, мм 95
Максимальный диаметр скрученной токопроводящей жилы, мм 15
Шаг скрутки проволок в жилу, мм от 50 до 300
Диаметр щеки отдающих барабанов, мм 630
Диаметр щеки приемного барабана, мм от 1000 до 1600
Электропитание
Основной источник питания 3x380 В (±10%)
Цепи управления. 1 х220 В переменного тока
Нейтраль требуется
Заземление требуется
Частота, Гц 50 (±1)
Пневматическая система
Минимальное давление в системе подачи сжатого воздуха, бар 12
Технологический расчет
Изолирование
1. Марка экструзионной линии
МЕ-1-90
2. Марка кабеля
АПвВГ
3. Конструкция жилы
3х70
4. Материал изоляции
ПВХ марки И-40
5. Номинальная и максимальная толщина изоляции
δиз.ном=0.6мм
δиз.min=0.6-10%=0.6-0.06=0.54мм
6. Номинальный и минимальный диаметр изоляции
|
|
|
Dиз.ном.=1.37+2*0.6=2.56
Dиз.min=1.37+2*0.54=2.45
7. Сечение жилы
S=70мм2
8. Размеры формующего инструмента
С малым обжатием.
8.1 Дорн.
dg=Dтпж+0.1=1.37 + 0.1=1.47≈1.5 мм
8.1.2.Длина цилиндрической части дорна.
ℓ g=5мм
8.1.3.Угол конуса дорна.
α=30°
8.2.Матрица.
8.2.1.Диаметр отверстия матрицы.
Dм=Dзаг =2.57 ≈ 2.60 мм
8.2.2.Длина цилиндрической части матрици.
ℓ m=2
8.2.3.Угол конуса матрицы.
β=30+10=40°
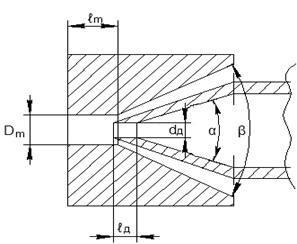
Рисунок 8.1
dд- внутренний диаметр дорна; Dм- Внутренний диаметр матрицы; ℓм-длина калибрующей части матрицы; ℓд-длина калибрующей части дорна; α-угол дорна; α=30°; β=угол матрицы
9. Температурный режим работы экструдера при наложении Поливинилхлоридной изоляции типа И [1. Табл 6.6]
| Температура | Температура массы на выходе из головки | |||||
| Цилиндр по зонам | ||||||
| 1-я | 2-я | 3-я | 4-я | головка | матрица | |
10. Температурный режим охлаждения
Параметры охлаждения ванн экструзионных агрегатов для наложения поливинилхлоридной изоляции. Изолированная жила охлаждения в ванне проточной водой.
11. Расход материала на 1км изделия.
M =  (Dтпж + δиз)*δиз*n*
(Dтпж + δиз)*δиз*n*  *Kф*ℓ
*Kф*ℓ
Где:
dт.п.ж=1.37мм
и-плотность ПВХ
и=1.3 г/см3
δ- толщина изоляции
δиз=0.6мм
n-число жил
n=1
ℓ -длина
ℓ =1
Кф- Коэффициент учитывающий технологические факторы, для изоляции
Кф=1.07 [3. табл. 15]
М=3.14*(1.37+0.6)*0.6*1*1.3*1.07*1=5.16 кг/км
12. Скорость опрессовывания
V=  =
=  =
=  =645.5м/мин [1. табл. 5.2]
=645.5м/мин [1. табл. 5.2]
П- производительность пресса (кг/ч)
П=200 кг/ч
М- масса материала, расходуемого на 1 км изделия без учета отходов
13.Характеристики приемного барабана.
Dщ=600
Dш=200
ℓш=250
Р=25
14.Строительная длина на приемном барабане.


ℓср=π*Dср
ℓср=3.14*0.4=1.25 м

£=  *
*  *ℓср
*ℓср
£=  *
*  *1.25 =8332.6 м =8333 м
*1.25 =8332.6 м =8333 м

Рисунок 8.2
Dщ –Диаметр щеки; dш- Диаметр шейки; h – Высота намотки; Р - Свободное место до края; ℓш –Длина шейки; dизд – Диаметр изделия.
Карта эскизов на изолирование.
| АПвВГ | Марка кабеля | |||
| Конструкция и номинальное сечение | ||||
| 3х70 | Конструкция т.п.ж. | |||
| 2.56 | Диаметр по изоляции (мм) | |||
| 0.54 | min | Толщина изоляции | ||
| 0.6 | nom | |||
| 2.45 | min | Диаметр по изоляции | ||
| 2.56 | nom | |||
| 1.5 | Диаметр дорна | Технологический инструмент | ||
1  8 8
| Длина рабочей части | Матрица | ||
| 2.6 | Диаметр | |||
| 645.5 | Линейная скорость м/мин | |||
| Длина охлождённой ванны | ||||
| Производительность пресса по ПЭ кг/час | ||||
| 5.16 | Норма расхода полиэтилена | |||
| Диаметр щеки приёмного барабана | ||||
| Длина на приёмном барабане. | ||||
Общая скрутка
1.Марка кабеля.
АПвВГ
2.Конструкция кабеля.
3х70
3.Марка машины.
СТ-1+6х630
4.Определяем диаметр по скрутки изолированным жилам.
|
|
|
Dос = К*Dиз
Где:
К=4.41 т.к. 4 форма скрутки 2 повива
Dос=4.41*1.37=6.04 мм
5.Определяем шаг скрутки токопроводящей жилы теоретический.
hт=m*Dос
m=20
hт=20*6.04=120.8 мм
hф=121мм
V=90 м/мин
Карта эскизов на скрутку.
| АПвВГ | Марка кабеля | |
| Номинальное сечение | ||
| 2.57 | Диаметр по изоляции | |
| 0.54 | min | Толщина изоляции |
| 0.6 | nom | |
| Линейная скорость м/мин |
Ошлангование
1. Марка экструзионной линии
МЕ-1-120
2. Марка изделия
АПвВГ
3. Конструкция кабеля
3х70
4. Материал изоляции
ПВХ марки О-40
5. Номинальная и максимальная толщина изоляции
δобл.ном=1.5мм
δобл.min=1.5-10%=1.3мм
6. Номинальный и минимальный диаметр изоляции
Dобл.ном.=15.53+2*1.5=18.53мм
Dиз.min=15.53+2*1.3=18.13мм
7. Сечение кабеля
14х1.5
8. Размеры формующего инструмента
С обжатием.
8.1 Дорн.
dg=Dбр+0.2=15.53 + 0.2=15.73мм
8.1.2.Длина цилиндрической части дорна.
ℓ g=5мм
8.1.3.Угол конуса дорна.
α=55°
8.2.Матрица.
8.2.1.Диаметр отверстия матрицы.
Dм=Dзаг =18.53 ≈ 18.55 мм
8.2.2.Длина цилиндрической части матрици.
ℓ m=3
8.2.3.Угол конуса матрици.
β=55+10=65°
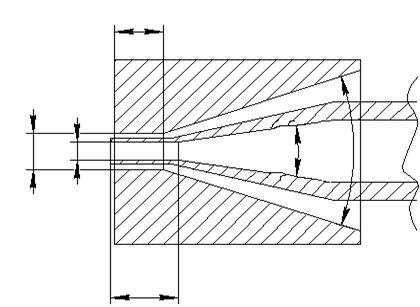
Рисунок 8.3
dд- внутренний диаметр дорна; Dм- Внутренний диаметр матрицы; ℓ м-длина калибрующей части матрицы; ℓ д-длина калибрующей части дорна; α-угол дорна; β=угол матрицы
9. Температурный режим работы экструдера при наложении Поливинилхлоридной изоляции типа 0 [1. Табл 6.6]
| Температура | Температура массы на выходе из головки | |||||
| Цилиндр по зонам | ||||||
| 1-я | 2-я | 3-я | 4-я | головка | матрица | |
10. Температурный режим охлаждения
Параметры охлаждения ванн экструзионных агрегатов для наложения поливинилхлоридной оболочки. Изолированная жила охлаждения в ванне проточной водой.
11. Расход материала на 1км изделия.
M = (Dбр + δобл)*δобл* *Kф*ℓ
Где:
Dбр =15.53мм
и-плотность ПВХ
и=1.2 г/см3
δ-толщина изоляции
δиз=1.5мм
ℓ -длина
ℓ =1
Кф- Коэффициент учитывающий технологические факторы, для изоляции
Кф=1.07
М=3.14*(15.53+1.5)*1.5*1.2*1.07*1=105кг/км
12. Скорость опрессовывания
V= =  =
=  = 476.4м/мин
= 476.4м/мин
П- производительность пресса (кг/ч)
П=300 кг/ч
М- масса материала, расходуемого на 1 км изделия без учета отходов
13.Характеристики приемного барабана.
Dщ=1200
Dш=650
ℓш=500
Р=100
14.Строительная длина на приемном барабане.

ℓср=π*Dср
ℓср=3.14*0.7=2.2 м

£= * *ℓср
£=  *
*  *2.2 =564.3м =565 м
*2.2 =564.3м =565 м
Карта эскизов на ошлангование.
| АПвВГ | Марка кабеля | |||
| Конструкция и номинальное сечение | ||||
| 3х70 | Конструкция т.п.ж. | |||
| 1.3 | min | Толщина изоляции | ||
| 1.5 | nom | |||
| 18.13 | min | Диаметр по изоляции | ||
| 18.53 | nom | |||
| 15.73 | Диаметр дорна | Технологический инструмент | ||
| 1 8
| Длина рабочей части | Матрица | ||
| 18.55 | Диаметр | |||
| 476.4 | Линейная скорость м/мин | |||
| Длина охлождённой ванны | ||||
| Производительность пресса по ПЭ кг/час | ||||
| Норма расхода полиэтилена | ||||
| Диаметр щеки приёмного барабана | ||||
| Длина на приёмном барабане. | ||||
Контроль качества
Виды брака при волочении
| Вид брака | Причина возникновения | Способ устроненения |
| Завышено / занижено относительное удлинение. | Завышено / занижено напряжение отжига | Отрегулировать напряжение отжига. |
| Завышен / занижен диаметр проволоки | Неправельно подобран диаметр выходной волоки, завышено / занижено напряжение отжига,не отрегулировано натяжение проволоки. | Проверить диаметр выходной волоки, отрегулировать напряжение отжига, натяжение проволоки. |
| Риски по поверхности проволоки. | Неудоволетворительное состояние канала волоки, износ / сильный износ контактных колец отжига. | Проверить качество проволоки канала волоки,отполировать /заменить контактные кольца. |
| Неравномерная/не ровная намотка проволоки | Не отрегулировано раскладывающие устройство по ширине барабана, неправильно настроены прижимные ролики, контейнер установлен не ровно, недостаточно эмульсии для смазки проволоки. | Отрегулировать раскладывающие устройство,настроить ролики статического приемника, уменьшить поток воздуха в устройстве обдува проволоки. |
| Обрыв проволоки при волочение. | Посторонные отклонения в катанке, неправильно заправлен маршрут волочения, износ бандажей,не качественная эмульсия. | . Заменить катанку, проверить маршрут, заменить изношенные бандажи, проверить жирность эмульсии. |
|
|
|
