 |


Опиливание криволинейных поверхностей, пазов и отверстий
|
|
|
|
Опиливание криволинейных поверхностей, пазов и отверстий
Криволинейные поверхности разделяются на выпуклые и вогнутые, они могут находиться как на плоских деталях типа шаблонов, планок, копиров, так и на цилиндрических, многогранных и другой формы стержнях и валиках. Обычно опиливание таких поверхностей связано со снятием больших припусков. Прежде чем приступить к опиливанию, следует разметить заготовку, удалить излишний металл путём вырезания ножовкой, срубания зубилом или высверливания с последующим вырубанием. Выпуклые поверхности опиливают плоскими напильниками вдоль и поперёк выпуклости. При движении напильника вперёд вдоль выпуклости правая рука должна опускаться вниз, а носок напильника - подниматься вверх. При поперечном опиливании выпуклой поверхности напильнику сообщают кроме прямолинейного движения ещё и вращательное.
Основной припуск удаляют напильником с грубой насечкой, не доходя до разметочной риски на 0, 8…1, 0 мм, после чего напильником с насечкой №4 окончательно осторожно снимают оставшуюся часть припуска металла до риски или требуемого размера. Контроль опиленной заготовки производят шаблонами, угольником и штангенциркулем.
Рис. 4. Опиливание криволинейных поверхностей: а - выпуклых; б - вогнутых
Опиливание вогнутых поверхностей начинают с разметки на заготовке контура детали. Большую часть металла (припуска ) можно удалить выпиливанием ножовкой, придав впадине заготовки форму треугольника. Затем полукруглыми или круглыми напильниками спиливают излишний металл до нанесённой разметочной риски. Профиль сечения круглого или полукруглого напильника выбирают таким, чтобы его радиус был меньше, чем радиус опиливаемой поверхности. Правильность формы поверхности проверяют по шаблону на просвет, а перпендикулярность опилиной поверхности к торцу заготовки - угольником. При опиливании сочетаются два движения напильника - прямолинейное и вращательное, т. е. каждое движение напильника вперёд сопровождается небольшим поворотом его правой рукой на? оборота вправо или влево. Все приёму опиливания и проверки полученной поверхности аналогичны обработке выпуклых поверхностей.
|
|
|
Распиливание отверстий и пазов в целях придания им нужной формы является одной из разновидностей обработки внутренних прямолинейных и криволинейных поверхностей. Распиливание выполняют напильниками соответствующей формы сечения, например, круглые отверстия обрабатывают круглым и полукруглым напильниками; трёхгранные отверстия - трёхгранными, ножовочными и ромбическими напильниками и т. п. Подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, сверления по разметочным рискам отверстий и вырубки проймы (удаления излишнего металла из будущего отверстия).
10)Резка металла.
Резкой металла называется разрезание (разделение) металла на части. Резка может производится ручной и механической ножовкой, а также ножницами - ручным и механическими, рычажным, параллельными, дисковым ( круглыми ). резка металл ножовка
Для резки крупного сортового металла (круглого полосового, углового, двутаврового, коробчатого и т. п. ) применяют приводные ножовки и дисковые пилы, а также огневую резку электрическую и газовую. Листовой металл разрезают ножницами - ручными и приводными.
Резка труб вручную производится ножовкой и труборезом; механическая резка труб осуществляется на специальных станках.
Устройство ручной ножовкой и пользованию ею.
Ручная ножовка. Этот инструмент ( рис. 99) состоит из двух главных частей - ножовочного полотна и специальной оправы (державки), в которой помещается ножовочное полотно; эта оправа носит название рамка или станка. На одном конце рамка имеет хвостовик с ручной и неподвижной головкой, а на другом - подвижную головку и натяжной винт с барашковой гайкой для натяжения ножовочного полотна. В головках устроены прорезы и отверстия для закрепления полотна ножовкой.
|
|
|
Полотно для ручных ножовкой изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от толщиной от 0. 6 до 1. 25 мм.
Полотно для ручных ножовок изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от 0. 6 до 1. 25 мм.
Работа ножовкой. Приступая к резке ножовкой, встают перед тисками вполоборота (по отношению к губкам тисков или к оси обрабатываемого предмета). Левую ногу выставляют несколько вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ножовку берут в правую руку так, чтобы ручка упиралась в ладонь, а большой палец находился на ручке сверху; остальными четырьмя пальцами поддерживают ручку снизу, левой рукой берутся за передний конец рамки ножовки.
Ножовкой работают со скоростью от 30 до 60 ходов в минуту (имеются в виду двойные ходы - вперед и назад). Твердые металлы разрезают с меньшей скоростью, мягкие - с большей.
Резка ножовкой круглого материала
Резка круглого материала. Ручной ножовкой можно резать круглый материал диаметром до 100-115 мм. В слесарной практике допускается ручная резка металлов только до 60-70 мм; металл более крупных диаметров передают для резки на отрезные станки; лишь в исключительных случаях режут ручной ножовкой круглый материал диаметром 70 мм.
Если при разрезании заготовок не требуется получить чистые торцы, допускается ради экономии времени надрезать металл с нескольких сторон, не доходя до середины, и затем отломить заготовку.
Резка труб. Прежде всего подбирают ножовочное полотно с мелкими зубьями, затем изготавливают шаблон из тонкой жести в виде прямоугольной пластинки, изогнутой по трубе. После этого от конца трубы отмеривают требуемую длину заготовки и делают метку, затем подводят шаблон к метке и по кромке шаблона чертилкой прочерчивают на окружности трубы риску. Для разрезание труб применяют еще труборезы, у которых режущим инструментом служат стальные диски. Трубы средних диаметров разрезают труборезами с одним и тремя режущими дисками.
|
|
|
Трубы большого диаметра разрезают цепным труборезом или труборезом с хомутом. Эти труборезы многодисковые, и работа ими производится качанием рукоятки с небольшим размахом. При разрезе труб труборезом применяются специальный трубный прижим - приспособление состоящие из рамы с откидывающейся верхней частью, в которой помещается сухарь с уступами, позволяющими зажимать трубы различных диаметров.
Резка металла ножницами
Ножницы применяются как для ручной, так и для машиной резки металлов. Угол заострения ( В ) у ножниц колеблется от 65 до 80 градусов в зависимости от твердости 70-75 градусов для твердых металлов 80-85 градусов. Для уменьшения трения ножей ножниц при работе на лезвиях создается задний угол а, равный 1. 5 - 3 градуса Ножи ножниц изготавливаются из углеродистой стали У7; их режущая часть закаливается.
Резка ручными ножницами. Наиболее употребительные размеры ножниц 250-320 мм. ( по общей длине ножниц). Ручные ножницы делятся на правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, а у левых - с левой стороны. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому резка листового металла по прямой линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами.
Ручными ножницами можно резать листовую сталь толщиной до 0. 7 мм, кровельное железо - толщиной до 1 мм, листы меди и латуни -толщиной до 1. 5 мм.
При разрезании металла ножницы раскрывают не полностью, а лишь настолько, чтобы они могли захватить лист. При полном раскрытии ножницы не режут, а выталкивают лист. При резке ножницами круглых дисков последние поворачивают против часовой стрелки, при этом ножницы не должны закрывать линии разреза
|
|
|
Резка стуловыми ножницами. У этих ножниц одна из половин имеет рукоятку с отогнутым вниз заостренным концом; этим концом ножницы закрепляют в деревянном брусе. Вторая половина - с прямой рукояткой служит для работы рукой. Стуловые ножницы устойчивы при резке и дают большую свободу рукам работающего. Ими разрезают листы толщиной 2-3 мм.
Резка рычажными ножницами. Рычажные и ручные ножницы предназначены для разрезания листового металла, тонких прутков и профильного материала, и рычажные маховые ножницы, применяемые для прямых разрезов листового металла толщиной до 2 мм. (для стали) на полосы. На столе маховых ножниц установлен один нож, на самом рычаге - второй. На конце рычага помещен уравновешивающий груз.
Резка листового металла на маховых производит один человек. Лист укладывают на столе так, чтобы линия реза (при резке с разметкой) совпадала с лезвием нижнего ножа. Прижав лист верхней планкой, сильным движением опускают рычаг с верхним ножом. Затем рычаг «дожимают», пока требуемая часть листа не будет отрезана.
При резке без разметки ширину полос регулируют передвижной направляющей линейкой.
Резка дисковыми (круглыми) ножницами. Дисковые (круглые) ножницы, применяемые для резки листового металла с неограниченной длиной реза, а также для криволинейной резки. Режущим инструментом являются ножи-диски, расположенные один над другим и вращающиеся при работе в разные стороны.
Для резки прямолинейных фигур (круги, отверстия) ножи и их резки криволинейных фигур (круги, отверстия) ножи и их оси располагают под углом друг к другу. Подавать лист в диски не нужно; диски, вращаясь, сами затягивают лист.
Резка металла приводными ножовками
Приводная ножовка представляет собой металлорежущий станок, состоящий из станины, стола на котором зажимается в тисках обрабатываемый материал, тисков которые можно передвигать вдоль стола и поворачивать вокруг их оси ( что даёт возможность разрезать материал под разными углами в пределах 45 градусов), рамы с укрепленным в ней ножовочным полотном и других частей. Ножовка приводится в действия от электродвигателя.
Резка приводной ножовке производится с охлаждением маслом, водой или мыльной эмульсией. Охлаждающая жидкость поступает из особого резервуара через трубку на режущую часть ножовки в месте реза.
11)Сверление и обработка отверстий разверткой, зенкерование, хонингование.
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
|
|
|
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д. ) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т. д. ).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
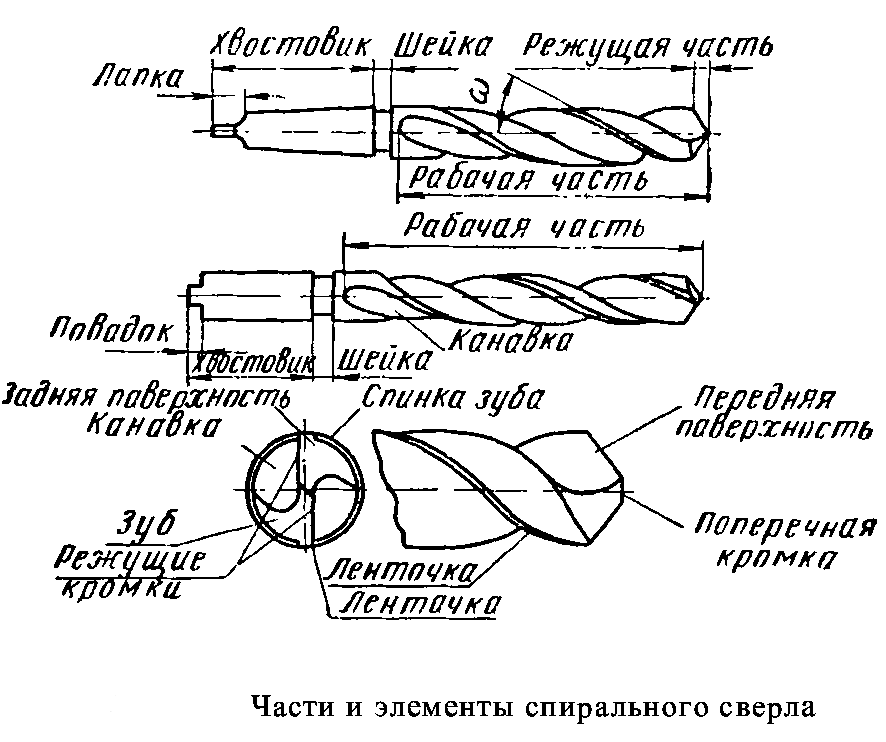
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0, 25–0, 5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
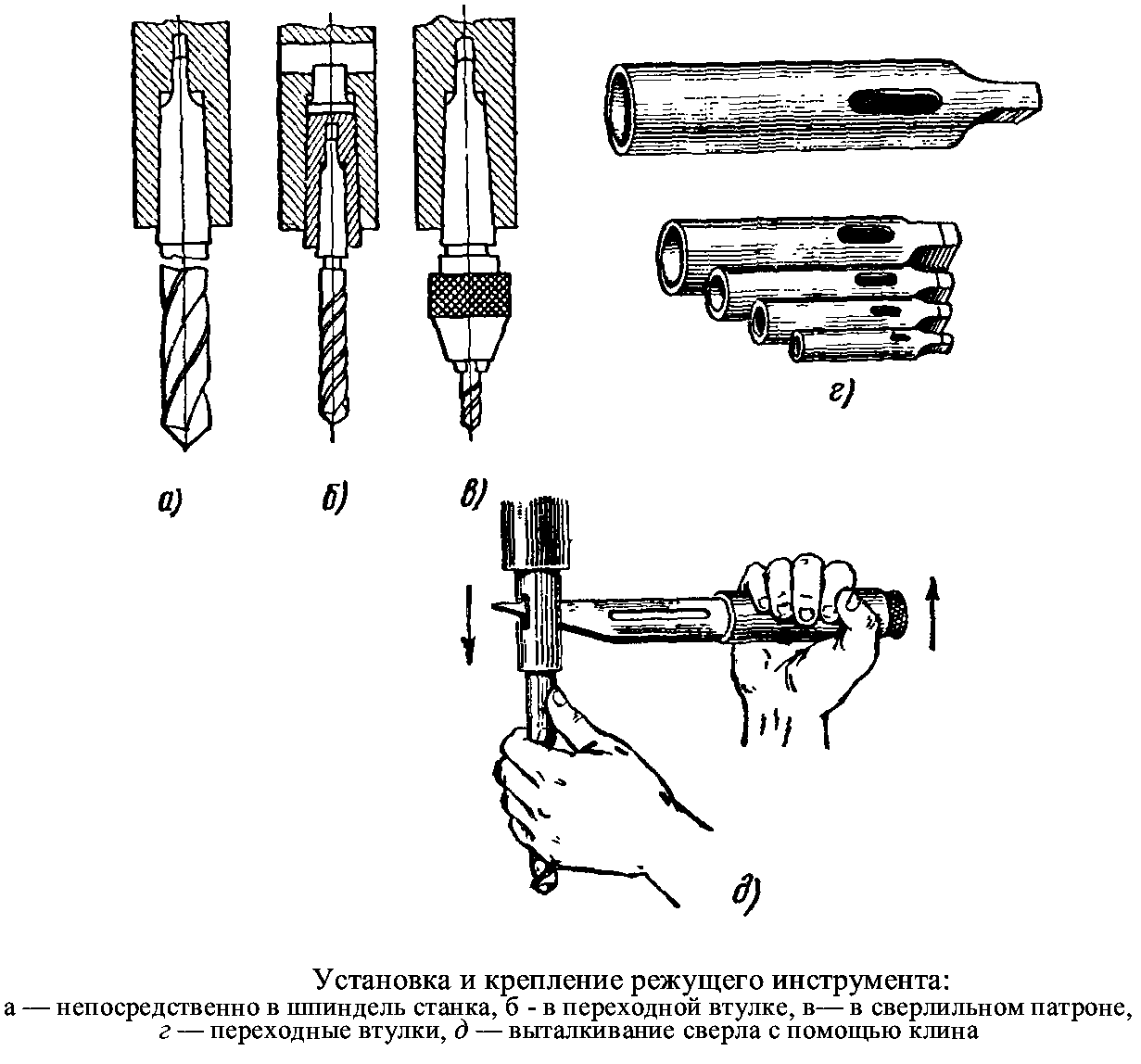
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
В процессе работы режущая кромка сверла притупляется, поэтому сверла периодически затачивают.

Сверлами производят не только сверление глухих (засверливание) и сквозных отверстий, т. е. получение этих отверстий в сплошном материале, но и рассверливание — увеличение размера (диаметра) уже полученных отверстий. Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.

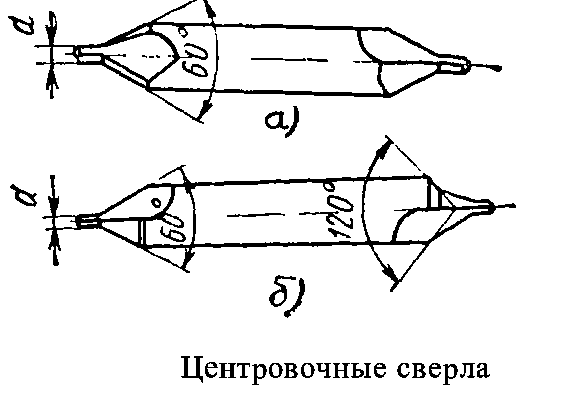
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом. Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
Зенкованием называется обработка верхней части отверстий в целях получения фасок ил цилиндрических углублений, например, под потайную головку винта или заклепки.
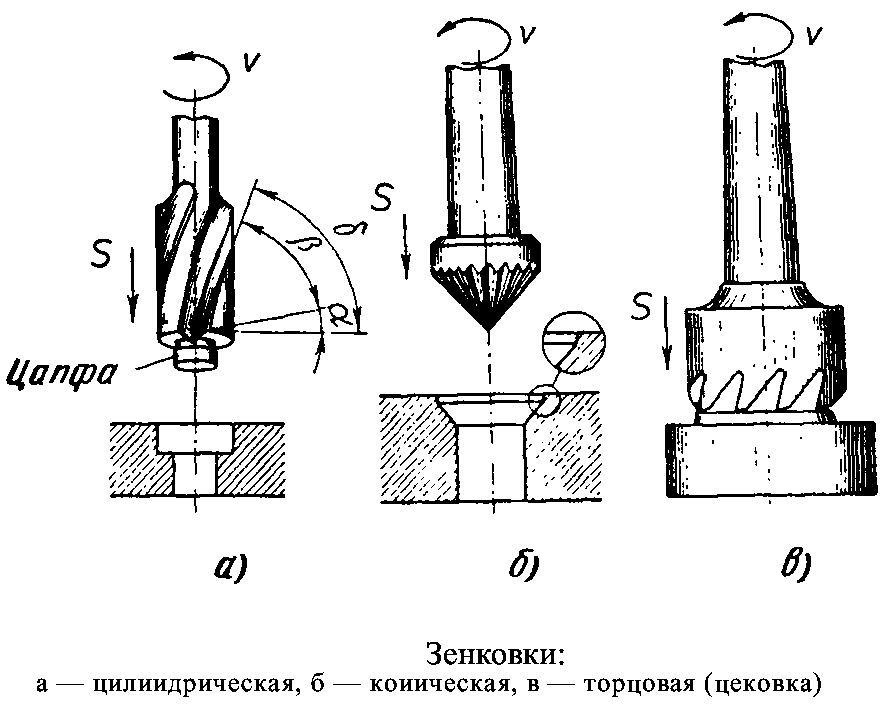
Выполняется зенкование с помощью зенковок или сверлом большего диаметра;
Зенкерование — это обработка отверстий, полученных; литьем, штамповкой или сверлением, для придания им цилиндрической формы, повышения точности и качества поверхности. Зенкерование выполняется специальными инструментами— зенкерами.
Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть. 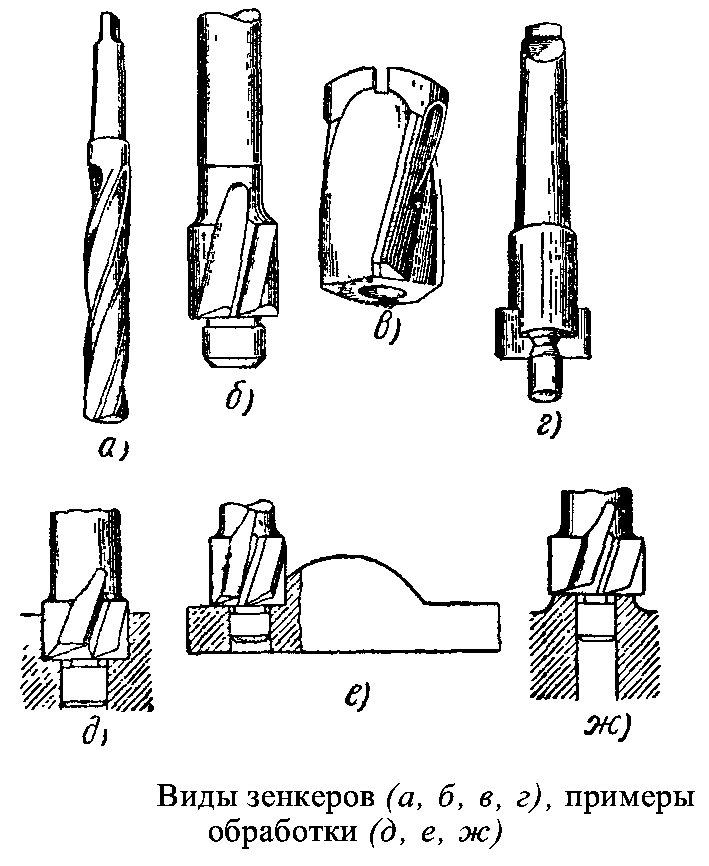
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию. В последнем случае при зенкеровании оставляют припуск на дальнейшую обработку.
Развертывание — это чистовая обработка отверстий. По своей сущности она подобна зенкерованию, но обеспечивает более высокую точность и малую шероховатость обработки поверхности отверстий.

Инструмент для развертывания отверстий – развертка. Ручные развертки на своей хвостовой части имеют квадратный конец для вращениия их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
При работе на сверлильных станках применяют различные приспособления для закрепления заготовок и режущего инструмента.
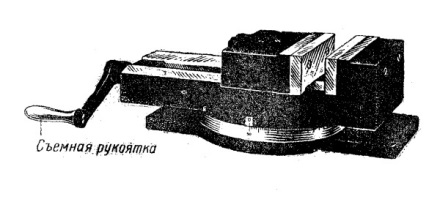
Машинные тиски — приспособление для закрепления заготовок разного профиля. Они могут иметь сменные губки для зажима деталей сложной формы.
Призмы служат для закрепления цилиндрических заготовок.
В сверлильных патронах закрепляют режущие инструменты с цилиндрическими хвостовиками.

С помощью переходных втулок устанавливают режущие инструменты, у которых размер конуса хвостовика меньше размера конуса шпинделя станка.
На сверлильных станках могут выполняться все основные операции по получению и обработке отверстий сверлением, зенкованием, зенкерованием и развертыванием.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм.

Техника безопасности при сверлении металла:
- Работай на исправном сверлильном станке (исправные защитные ограждения, заземление, надежность установки патрона на шпинделе станка).
- Надежно закрепи обрабатываемую деталь на столе сверлильного станка.
- Запрещается трогать вращающийся патрон станка.
- На время сверления одень головной убор, проследи, чтобы все пуговицы на одежде были застегнуты.
- Не держи руками заготовку во время сверления.
- В конце сверления ослабь подачу сверла.
- Опилки после сверления не убирай руками.
|
|
|
