 |


Что необходимо определить при дефектации поршневых колец ДВС? Как производят замену поршневых колец?
|
|
|
|
59 Что необходимо определить при дефектации поршневых колец.
Поршневые кольца. Не будет преувеличением сказать, что больше всего беспокойства судовым механикам приносят поршневые кольца. Осматривают и обмеряют кольца во время профилактических переборок цилиндров, и, если поршень и втулка чаще всего не требуют никакого ремонта, то комплект колец после переборки редко возвращается в цилиндр в полном составе. Иногда из-за состояния колец приходится вскрывать цилиндр и вынимать поршень раньше профилактического осмотра.
После того, как кольца сняты с поршня и очищены от нагара и масла, осматривают их рабочую поверхность. Очень важно установить, всей ли рабочей поверхностью прилегает кольцо к стенкам втулки. Поверхность, не прилегающая к втулке, имеет темный цвет, и кольца с таким дефектом ни в коем случае нельзя оставлять на месте первого и второго. Какую опасность представляют такие кольца, сказано выше. Если износ такого кольца по всем параметрам не достигает предельно допустимого, его можно поставить вниз, на место последнего или предпоследнего.
Заводы-строители, в частности, «Зульцер», определяют пригодность кольца по трем параметрам: зазору в замке, зазору между кольцом и канавкой и толщине кольца. Правила толщину кольца не лимитируют.
Первым из параметров определяют зазор в замке кольца. Для этого кольцо вставляют в цилиндр и продвигают до того места, где цилиндр имеет наибольший диаметр. В этом месте выравнивают кольцо так, чтобы оно лежало в плоскости, перпендикулярной оси цилиндра, и замеряют зазор.

Рис. 66. Потеря массы поршневыми кольцами дизеля Зульцер 9RD90 при смазке маслом «Кастрол» RM/DZ
Зазоры в замках колец сравнивают с зазорами предыдущих замеров, и, если величины зазоров превосходят допускаемые, кольца подлежат безусловной замене. Обычно верхние кольца, работающие в наиболее тяжелых условиях, изнашиваются быстрее. Об этом можно судить по рис. 66, где показана потеря массы кольцами в зависимости от их расположения. На рисунке римские цифры указывают номер колец; / и 2 — кривые износа колец цилиндров № 1 и 9.
Вернемся к замерам зазоров в замке кольца. Выше было сказано о том, что зазор замеряют в кольце, когда оно вставлено в наиболее изношенную часть втулки.
|
|
|
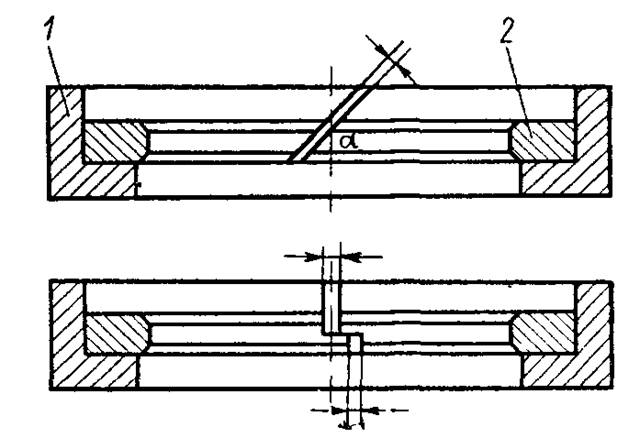
Рис. 67. Замер теплового зазора в поршневом кольце
Но заводы-строители снабжают свои дизели кольцом-калибром (рис. 67), внутренний диаметр которого равен номинальному диаметру втулки, и многие судовые механики определяют зазор в замке кольца 2, устанавливая его в этот калибр /. Такой прием нельзя считать правильным, если дтулка давно потеряла номинальные размеры. При замере зазора в кольце получают заведомо меньший зазор против того, что будет получен при замере зазора во втулке. Кольцо работает во втулке при ее действительном диаметре, следовательно, и зазор замка нужно замерять во втулке, так как это будет действительным зазором, с которым работает кольцо.
Такое разноречивое представление о методике замера зазора в замке кольца существует потому, что в инструкциях заводов-строителей об этом или ничего не говорится, или рекомендуется кольцо-калибр, а в Правилах судовых дизелей рекомендуется замерять зазор в замке при установке кольца в наименее изношенной части втулки.
Также нет единого мнения и о предельно допустимых зазорах в замках колец. Согласно Правилам, для втулок диаметром 700—750 мм предельно допустимый зазор не должен превышать 8 мм, а монтажный зазор должен быть не менее 4.5 мм. Эти нормы, надо сказать, очень жесткие, ближе всего совпадают с нормами, устанавливаемыми фирмой МАН. Так, для дизеля K9Z70/120A5 с диаметром 700 мм монтажный зазор в замках колец установлен в 4, а предельно допустимый 10 мм.
Но совершенно не увязываются с Правилами допуски, применяемые фирмой «Зульцер». Для примера возьмем дизель SD72. Фирма устанавливает монтажный зазор 6, а предельно допустимый —31 мм для колец с простым замком (косым или прямым), и 24 мм — для колец с герметическим замком.
Поэтому следует прежде всего руководствоваться нормами, устанавливаемыми заводами-строителями, и только если такие нормы отсутствуют — Правилами.
Следующий контролируемый параметр — зазор между горизонтальными плоскостями кольца и канавки. Согласно Правилам для втулки диаметром 700—750 мм предельно допустимым установлен зазор 0,3 мм. Если допуски, применяемые фирмой МАН, довольно близки к допускам Правил, но с несколько более широким диапазоном, то фирма «Зульцер» допускает предельный зазор между кольцом и канавкой для трех верхних колец — до 0,8 мм и для остальных — до 0,7 мм, т. е. более чем в два раза.
Минимальные зазоры для трех верхних колец с простым замком установлены 0,28 мм, а с герметическим — в 0,13 мм. По Инструкции фирмы «Зульцер» на место трех нижних колец следует ставить кольца с герметическим замком Таким образом, предписываемый для нижних колец зазор связан и с конструкцией, и с положением колец И в этом случае следует руководствоваться нормами, установленными фирмой.
Автору, долго работавшему с дизелями Зульцер 9SD72, не встретилось случая, чтобы допускаемый фирмой зазор между кольцом и канавкой достиг хотя бы 0,6 мм. У этих дизелей, отработавших с постройки более 20 000 ч, указанные зазоры для верхних колец были 0,42—0,48 мм, а для двух нижних колец 0,1— 0,18 мм.
Размер колец по высоте не лимитируется ни Правилами, ни инструкциями фирм. Однако не составляет большого труда при обмере колец замерить их по высоте. Это позволяет установить, что же изнашивается при увеличении зазора между кольцом и канавкой: кольцо или стенки канавки. Длительное наблюдение за дизелями 9SD72 позволило установить, что изнашиваются в основном кольца, так как при номинальной высоте кольца 17 мм после 20 000 ч работы дизелей у верхних колец высота уменьшилась до 16,8—16,85 мм. Износ нижних колец за это время не превышал 0,05 мм.
И, наконец, последний из контролируемых параметров — толщина кольца. Как сказано выше, Правилами этот параметр не лимитируется. Его устанавливают только фирмы-строители дизелей. Толщина колец дизеля SD72 — 22 мм. Фирма «Зульцер» допускает износ колец по толщине до 18 мм для колец с простым замком и до 19,3 мм для колец с герметическим замком. При износе втулки, близком к предельному, уменьшение толщины простого кольца допускается до 20,5 мм.
В отличие от зазора между кольцом и канавкой, предельных
величин которого кольца дизеля SD72 почти никогда не достигают, по толщине они изнашиваются до предела довольно часто. Это происходит почти всегда одновременно с предельным увеличением зазора в замке кольца.
Одним из важных параметров является фаска на кромках поршневых колец. При работе поршневых колец и втулки наблюдаются два вида износа: пластический и хрупкий. Наиболее опасный износ — пластический, характеризуется тем, что на нижней кромке кольца появляются заусенцы, а на поверхности втулки и даже поршня — задиры, искажающие кристаллическую структуру поверхности. При появлении задиров износ начинает резко прогрессировать.
Пластический износ наблюдается у мягких втулок и колец. Особенно склонны к образованию заусенцев кольца, в структуре которых содержится феррит и крупные пластинки графита. Испытания показали, что своевременное закругление кромок поршневых колец уменьшает износ втулки на 46%, а верхних колец--на 34%.
Таким образом, наблюдения за фасками колец и восстановление их геометрической формы при осмотрах совершенно необходимы. Формы и размеры фасок на кольцах, как правило, указаны в инструкциях по эксплуатации, представляемых фирмами.
Для более тщательного анализа характера износа колец необходимо сохранить порядок их установки (как они стояли на поршне). Для этого надо иметь металлические бирки с порядковыми номерами, снабженные кольцами, и надевать их на поршневые кольца при снятии с поршня. Постоянной маркировки делать нельзя, так как кольца иногда приходится менять местами в целях увеличения срока их службы. Более изношенные верхние кольца ставят на место нижних, а нижние — на место верхних. Надо сказать, что это мероприятие мало эффективно, так как за короткий срок и те и другие кольца ослабнут и вероятность прорыва газов между кольцами и втулкой значительно возрастет.
Новые кольца проверяют следующим образом. Обмеряют их по высоте. Высота колец должна быть ±0,05% номинальной, указанной в чертеже и в инструкции. Вставляют кольца во втулку, в наименее изношенную ее часть, и замеряют зазор в замке, который должен быть не меньше указанного в инструкции.
Некоторые фирмы, в частности, «Зульцер», снабжают свои дизели кольцом-калибром, внутренний диаметр которого расточен с таким расчетом, что если в него вставить новое кольцо в холодном состоянии, имеющее минимальный зазор в замке, то зазор станет равным нулю. Если новое кольцо имеет зазор меньше минимального, вставить его в кольцо-калибр не удастся.
Затем решают, в какую канавку будут устанавливать новое кольцо. На этот счет также нет единого мнения и Правилами место постановки нового кольца не оговаривается. Чаще новое кольцо ставят на место нижнего, а остальные передвигают соответственно кверху. Если комплект колец состоит из двух разновидностей, например три с простым замком и три с герметичным, то новое кольцо с простым замком ставят на место третьего, а новое кольцо с герметичным замком — на место шестого.
Когда вопрос о канавке, в которой будет установлено новое кольцо, решен, его обкатывают снаружи по канавке, наблюдая за тем, чтобы оно проходило по канавке свободно.
Если на судне есть шабровочная плита соответствующих размеров, то проверяют на ней щупом, не покороблено ли кольцо. Нормальное кольцо должно лежать на плите всей плоскостью, и, если между плоскостью и плитой окажется просвет более 0,08 мм для больших колец или 0,05 мм для колец диаметром до 200 мм, кольцо следует шабрить до уменьшения зазора в пределах допустимого
Правила предусматривают проверку возможного зазора между втулкой и кольцом. Для этого вставляют новое кольцо во втулку и подсвечивают его снизу. Если по свету зазор обнаруживается, замеряют его щупом: щуп толщиной 0,03 мм может проходить не более чем на 1/3 длины окружности кольца при условии плотного прилегания кольца на остальных 2/3 окружности.
Целесообразность такой проверки сомнительна, так как во время работы кольца оно плотно прижимается к стенкам втулки давлением газов в заколечном пространстве, и сила упругости кольца относительно этого давления очень невелика. Однако проделать указанную операцию нетрудно, только браковать кольцо по этому параметру не следует.
|
|
|
|
|
|
|
|
|
|
|
|
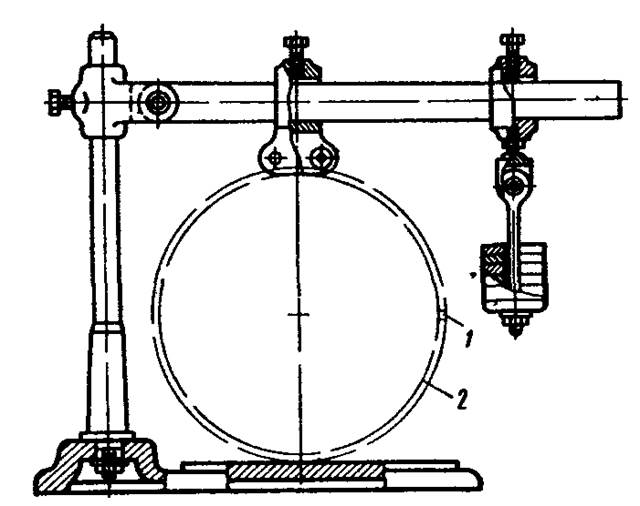
Рис 68 Приспособление для проверки упругости поршневых колец
Что касается предписаний проверять перед постановкой упругость поршневых колец, то проверять ее в судовых условиях нечем. СРЗ располагают для этой цели специальными приспособлениями, одно из которых показано на рис. 68 (1 — замок; 2 — кольцо).
В судовых условиях единственным способом такой проверки является следующий. Замеряют зазор в замке, находящемся в свободном состоянии, сжимают кольцо так, чтобы концы его сошлись, отпускают его и снова замеряют зазор. Если зазор значительно уменьшился, кольцо к работе не пригодно.
При посадке колец большого диаметра на головку поршня не следует применять случайных средств в виде стальных полосок, шпагата и т. д. Такие средства грозят травмами, а также могут способствовать пластической деформации кольца. Для постановки колец существуют различные приспособления, одно из которых показано на рис 69, а.

Рис. 69 Разжимные приспособления для поршневых колец
Приспособление состоит из винта 2 с правой и левой резьбами, маховичка 5 и двух кулачков 3, каждый из которых шарнирно укреплен на гайке 4. Для установки и снятия поршневое кольцо закрепляют в кулачках болтами L При вращении маховичка 5 кулачки раздвигаются и разжимают кольцо до требуемого диаметра. Масса приспособления 1,5 кг.
Однако значительно удобнее приспособление (рис. 69,6), которым снабжает свои дизели фирма «Зульцер». Здесь кулачки не крепятся к кольцу, а упираются в торцы замка. Одна губка приспособления неподвижна, а другая двигается по винту с обычной резьбой, который вращают при помощи рукоятки. Масса приспособления менее 1 кг. Оно применяется для колец диаметром 700 мм и более. Основным преимуществом этого приспособления является то, что не нужно прижимать чугунное кольцо стальными болтами.
Вместе с компрессионными кольцами осматривают и обмеряют также и маслосъемные кольца: зазор в замках и высоту рабочей поверхности. Если высота рабочей поверхности кольца увеличилась более чем в два раза против установленной, кольцо запиливают вручную или обрабатывают наждачным кругом до восстановления первоначальной высоты.

Рис 70 Сечение маслосъемного кольца дизеля Зульцер SD72
На рис. 70 показано сечение маслосъемного кольца, его рабочая поверхность 1 и поверхность 2, подлежащая спиливанию Для дизеля SD72 фирма устанавливает нормальную высоту рабочей части маслосъемного кольца 2 мм и предельно допустимую высоту 4 мм.
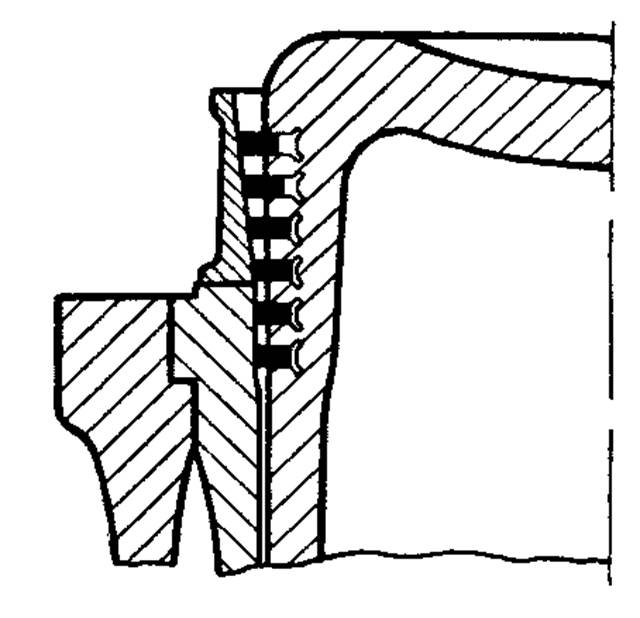
Рис 71. Приспособление для ввода поршня с кольцами в цилиндр
При заводке поршня с кольцами в цидиндр пользуются различными приспособлениями, одно из которых представляет собой неразрезное кольцо, расточенное на конце (рис 71).
Если для главных дизелей нельзя изготовить при помощи судового оборудования поршневые кольца, то для вспомогательных дизелей эта задача не представляет особой трудности, только нужно иметь соответствующую заготовку и сделать несложное приспособление.
Не все способы изготовления поршневых колец можно применить в судовой обстановке. На СРЗ существуют следующие способы.
из заготовок цилиндрической формы —одной проточкой с последующей термофиксацией;
из заготовок цилиндрической формы — двумя проточками с последующей термофиксацией;
то же, без термофиксации;
из индивидуальных заготовок эллиптической формы.
Из перечисленных способов в судовой обстановке может быть применено только изготовление из заготовок цилиндрической формы без термофиксации, так как при этом не требуется оборудования для термообработки. Последовательность изготовления колец таким способом следующая.
1. Установленную на станок заготовку обрабатывают по наружному и внутреннему диаметрам D1 и d1 которые определяют из соотношений:
при вырезке замка размером А = 0,1D диаметры D1=D+О,5A; d1 = 1,01D—2t;
при вырезке замка размером A>0,1D диаметры D1=D + 0,5A; d1=d+0.15A. Здесь D и d — соответственно наружный диаметр кольца, равный диаметру цилиндра, и внутренний диаметр кольца d=D-2t (причем t — радиальная толщина кольца).
2. Из обработанной заготовки нарезают кольца с припуском 0,1 мм по высоте на шабровку.
3. Вырезают замок в кольце размером ~3,7t. После этого кольца поодиночке или все вместе обрабатывают в чистовой размер. При второй проточке применяют различные приспособления: хомуты, цилиндры, планшайбы и т. д. Для судовой обстановки наиболее удобным и простым будет приспособление Я. Я. Вевериса (Рижский СРЗ).

Рис 72 Приспособление для изготовления поршневых колец в судовой обстановке
Приспособление (рис. 72) состоит из диска с хвостовиком, конус которого входит в шпиндель станка, нескольких специальных скоб для крепления колец на диске и хомуте.
На судне даже не обязательно иметь специальный диск, так как изготовление поршневых колец в судовой обстановке— сравнительно редкое явление. Можно использовать для этой цели план-шайбу токарного станка, даже если придется высверлить в ней несколько лишних отверстий.
4. Прижимают кольцо к планшайбе скобами таким образом, чтобы они находились с внешней стороны кольца (рис. 72, а). При установке кольцо сжимают хомутом так, чтобы его разрез был несколько меньше необходимого зазора в замке. Между кольцом и планшайбой ставят прокладки для прохода резца.
5. Растачивают внутренний диаметр кольца до номинального размера.
6. Не снимая крепления, обжимают заготовку хомутом снаружи и ставят крепежные планки изнутри кольца (рис. 72,6).
7. Снимают хомут и обрабатывают наружный диаметр кольца до номинального размера (рис. 72, в).
8. Снимают фаску, переворачивают кольцо, применяя хомут, крепят кольцо и снимают фаску с другой стороны.
9. Проверяют кольцо по цилиндру или по кольцу, имеющему внутренний диаметр, равный диаметру цилиндра, и подгоняют окончательно зазор в замке.
10. Пришабривают кольца по плите, одновременно подгоняя
их в чистовой размер по высоте.
Применяемые допуски в зависимости от размеров кольца даны в Правилах.
|
|
|
