Эффективность ускоренного охлаждения стержней видна из опытов, проведенных со смесью, содержавшей кварцевый песок, 5% жидкого стекла и 1 % NaOH[10].
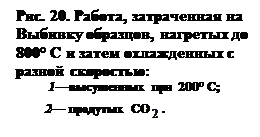
Опыты (рис. 20) показали, что путем увеличения скорости охлаждения образцов,
предварительно нагретых до температуры образования второго максимума (800° С), можно примерно в 3 раза сократить величину А. Аналогичные результаты были получены при увеличении скорости охлаждения стержней, залитых металлом.
Здесь также трудоемкость выбивки стержней из отливок при применении методов ускоренного охлаждения сократилась примерно в 3 раза (рис. 21). Это подтверждает представления о когезионном типе разрушения смесей и влиянии на прочность стержней напряжений, возникающих в пленках при их охлаждении.
Влияние количества жидкого стекла
Из расчетов прочности смесей, известно, что при данном наполнителе и данном связующем материале в случае когезионного типа разрушения прочность смеси
Рис. 22. Работа, затраченная на
выбивку стержней, высушенных при 200°C из стальных отливок:
1 — смесь с 8% жидкого стекла;
2— то же с 6%; 3 — то же с 4%.
будет непосредственно зависеть от количества введенного в нее связующего материала. Следовательно, чем больше жидкого стекла будет введено в смесь, тем труднее окажется выбивка стержней из отливок(рис.22).
Поэтому одним из действенных средств облегчения выбивки является максимальное (допустимое по другим технологическим показателям) снижение количества жидкого стекла в смеси.
Влияние модуля жидкого стекла
Изменение модуля стекла в пределах от 2.0 до 3.0 при незначительном изменении содержания Na O в пределах 11,8—12.1 до 14,2—14,6% (ГОСТ 8264—56) мало влияет на условия выбивки стержней[11].
Существенное повышение модуля до 3,5 благоприятно сказывается на улучшении выбивки, но одновременно заметно ухудшаются технологические свойства смесей — пластичность, длительность сохранения физико-механических свойств, что значительно затрудняет использование смесей в производстве[6]. Поэтому более целесообразной является работа на жидком стекле низкого модуля (в пределах, предусмотренных ГОСТ 8264—56) с одновременным принятием мер для облегчения выбивки стержней в соответствии с приведенными выше положениями.
Одним из недостатков жидкостекольных НСС, тормозящих их более широкое применение в литейных цехах, является плохая выбиваемость из отливок. Причина последней – образование при 600-800ºC легкоплавких силикатов, которые при охлаждении приводят к спеканию смеси и резкому повышению её прочности.
Для улучшения выбиваемости в смеси рекомендуют вводить различные добавки, однако надёжных критериев выбора этих добавок практически нет. Органические добавки чаще всего рекомендуют для улучшения выбиваемости смесей из чугунных отливок, а неорганических из стальных.
Для улучшения выбиваемости жидкостекольных НСС пытались вводить в них те же вещества, что и для улучшения выбиваемости обычных пластичных жидкостекольных смесей (уголь, графит, кокс, мазут, опилки, глину, мел, пульвербакелит и др.). Однако практика показала, что многие из этих веществ снижают текучесть, устойчивость пены и прочность НСС, а также ухудшают другие свойства НСС.
Таблица 4
Составы формовочных смесей, применяемых для исследования выбиваемости
В связи с этим изучена прочность смесей после нагревания и охлаждения[7]. Их состав приведён в табл. 4. Исследования показали, что при заливке чугуном технологических проб максимальная температура прогрева НСС в центре образца, т. е. на глубине 25 мм равна 800°C, а при заливке сталью – 1200°C. Поэтому добавки, снижающие прочность НСС после нагрева до 800°C, считались эффективными для чугунного литья, а после прогрева до 1200°C – для стального.
Выбиваемость НСС и пластичной самотвердеющей смеси (см. табл. 4), вследствие наличия в них шлака, значительно лучше, чем обычной жидкостекольной. Несколько лучшая выбиваемость НСС по сравнению с пластичными самотвердеющими смесями обусловлена большей пористостью НСС. Однако выбиваемость ее, особенно при нагреве свыше 700°C, хуже, чем у песчано-глинистых смесей.
Рис.23. Влияние температуры прогрева на прочность при сжатии различных смесей:







 O в пределах 11,8—12.1 до 14,2—14,6% (ГОСТ 8264—56) мало влияет на условия выбивки стержней[11].
O в пределах 11,8—12.1 до 14,2—14,6% (ГОСТ 8264—56) мало влияет на условия выбивки стержней[11].
