 |


Прессовый метод сборки колесных пар
|
|
|
|
2.5.2.1 Сборку колесных пар прессовым методом производят на специальном гидравлическом прессе, оборудованном регистрирующим устройством для записи диаграммы запрессовки и двумя манометрами.
Допускается применение как механического, так и электронного регистрирующего устройства.
Для механического регистрирующего устройства погрешность хода диаграммы — не более 2,5 %, толщина линии записи — не более 0,6 мм, ширина диаграммной ленты — не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а 1,0 мм диаграммы по высоте должен соответствовать усилию не более 25 кН (2,5 тс).
Манометр, предназначенный для контроля усилия, должен иметь на шкале контрольную черту, показывающую максимально допустимое усилие для пресса.
2.5.2.2 Один раз в год и во всех случаях неисправности манометры и регистрирующие устройства должны подвергаться поверке в соответствии с установленным порядком.
2.5.2.3 Манометры должны быть опломбированы, регистрирующее устройство заперто и опломбировано.
Если конструкция регистрирующего устройства требует установки и снятия диаграммного бланка при каждой запрессовке, такое регистрирующее устройство не пломбируется, но кожух его должен иметь блокировку, исключающую работу пресса при открытом кожухе регистрирующего устройства.
2.5.2.4 У каждого пресса должна быть вывешена таблица перевода показаний манометра на усилие плунжера и таблица допускаемых запрессовочных усилий для колесных пар различных типов.
2.5.2.5 При установке колесных пар на пресс необходимо обеспечить совпадение геометрических осей прессуемых составных частей с геометрической осью плунжера пресса.
2.5.2.6 Вспомогательные приспособления (скобы упорные кольца, стаканы, шайбы), применяемые при прессовых работах, должны находиться в исправном состоянии, их конструкция и размеры — соответствовать типам колесных пар. Поверхность упорных стаканов, соприкасающаяся с плунжером пресса, должна быть сферической.
|
|
|
2.5.2.7 Перед напрессовкой составные части колесных пар подбирают по размерам. Посадочные поверхности ступиц центров (колес) и подступичные части оси очищают и смазывают натуральной олифой по ГОСТ 7931 или термообработанным растительным маслом (льняным по ГОСТ 5791, конопляным по ГОСТ 8989 или подсолнечным по ГОСТ 1129).
Допускается применение чистого свиного жира.
2.5.2.8 Запрессовку осей в центры (колеса) и напрессовку зубчатых колес (ступиц зубчатых колес) проводят с усилиями, указанными в таблице 12. Скорость движения плунжера гидравлического пресса при запрессовке не должна превышать 3 мм/с.
При обработке заходных частей ступицы и оси, использовании альтернативных смазок по пункту 2.5.2.7 или при изменении механических свойств материала колесного центра, необходимо обеспечить усилия, указанные в таблице 12, путем подбора диапазона рабочего натяга.
Таблица 12 Конечные усилия запрессовки при сборке колёсной пары
прессовым методом
| Деталь колесной пары | Конечное усилие запрессовки на каждые 100 мм диаметра посадочной поверхности, кН (тс) | ||
| Колесо составное (колесо цельное) | Колесный центр | Ось | |
| Ось локомотива | 44l – 636 (45–65) | 392 –588 (40–60) | - |
| Ось МВПС: | |||
| Моторного вагона* | 392 – 568 (40–58) | 343 – 491 (35–50) | |
| Прицепного вагона | 382 – 568 (39–58) | 294 – 421 (30–43) | |
| Зубчатое колесо (ступица зубчатого колеса) | - | 147 – 245** (15–25) | 196 – 294 (20-30) |
| * Для моторных колесных пар дизель-поездов Д1 до № 376 усилие запрессовки 850 — 1200 кН (85 — 120) тс. ** При их запрессовке на удлиненную ступицу колесного центра |
2.5.2.9 Диаметры посадочных поверхностей оси и отверстия в ступицах центров (колес) при подборе по натягу измеряют в трех сечениях по длине посадки и по двум взаимно перпендикулярным направлениям.
|
|
|
2.5.2.10 В процессе запрессовки проверяют положение составных частей колесной пары относительно середины оси, а после окончания запрессовки –относительно галтелей предподступичных частей или середины оси.
Разница расстояний от торцов галтелей предподступичных частей или середины оси до внутренних граней бандажей допускается не более 2 мм.
2.5.2.11 Напрессовка зубчатых колес на удлиненные ступицы центров проводится при помощи упорных муфт, которые должны обеспечивать возможность выхода торца ступицы центра относительно торца ступицы зубчатого колеса в соответствии с требованиями ремонтного чертежа.
2.5.2.12 По форме нормальная диаграмма запрессовки должна иметь плавную нарастающую, несколько выпуклую вверх кривую на всей длине с начала до конца запрессовки в соответствии с рисунком 1.
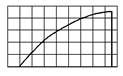
Рисунок 1 - Нормальная форма диаграммы запрессовки оси
Длина диаграммы запрессовки (далее — диаграмма) должна быть не менее 85 % ее теоретической длины. Теоретическая длина диаграммы прессового соединения оси и колеса (центра) колесной пары, мм, может быть определена по формуле:
L = (L 1 + H) i,
где L 1 — длина контакта ступицы колесного центра с осью, мм;
Н — дополнительное продвижение ступицы (если предусмотрено чертежом) после момента полного соприкосновения с осью ее контактирующей поверхности, мм;
i — передаточное число привода индикатора (масштаб диаграммы по длине).
Не допускается скачкообразное повышение усилия запрессовки без продвижения оси.
2.5.2.13 В зависимости от конструктивных особенностей колесных пар допускаются следующие отклонения от нормальной формы запрессовочной диаграммы:
а) в начальной точке диаграммы (зона перехода конической части в цилиндрическую) скачкообразное повышение до 49 кН (5 тс) с последующим горизонтальным участком до 5 % теоретической длины диаграммы в соответствии с рисунком 2;
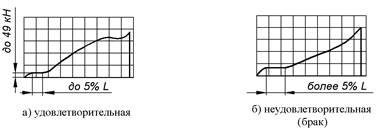
Рисунок 2 - Диаграммы запрессовки со скачкообразным повышением давления в начале запрессовки и последующим горизонтальным участком, а также скачкообразным давлением в конце запрессовки
|
|
|
б) наличие площадок или впадин на диаграмме в местах расположения выточек масляных канавок на ступицах, при этом количество площадок и впадин должно соответствовать числу выточек в соответствии с рисунком 3;

Рисунок 3 - Диаграммы запрессовки с наличием площадок и впадин в местах расположения выточек масляных канавок на ступице
в) вогнутость диаграммы с непрерывным нарастанием давления при условии, что вся кривая, кроме оговоренных в предыдущем абзаце площадок и впадин, помещается выше прямой, соединяющей начало кривой с точкой, указывающей на данной диаграмме минимально допустимое давление для данного типа оси в соответствии с рисунком 4;

Рисунок 4 - Диаграммы запрессовки с вогнутостью
и непрерывным повышением давления
г) горизонтальная прямая на диаграмме в конце запрессовки на длине, не превышающей 15 % теоретической длины диаграммы, или падение усилия не более 5 % наивысшего усилия запрессовки на длине, не превышающей 10 % теоретической длины диаграммы (рисунки 5 и 6);

Рисунок 5 - Диаграммы запрессовки с горизонтальной прямой
в конце запрессовки

Рисунок 6 - Диаграммы с падением давления в конце запрессовки
д) скачкообразное повышение усилия в конце диаграммы, если конструкцией колесной пары или технологией сборки предусмотрена напрессовка до упора в какой-либо элемент (рисунок 2);
е) колебание усилия в конце запрессовки с амплитудой не более 3 % наивысшего усилия запрессовки на длине, не превышающей 15 % теоретической длины диаграммы при напрессовке колес с удлиненной ступицей (рисунок 7).

Рисунок 7 - Диаграммы с колебанием усилия в конце запрессовки
2.5.2.14 При определении предельных усилий (максимального и минимального) по диаграмме доверительная граница погрешности измерения не должна быть более 20 кН (2 тс). Повышение усилия в виде скачка в конце диаграммы при определении предельных усилий в расчет не принимается.
Если конечное значение усилия запрессовки меньше или больше предельного значения, указанного в таблице 12 на величину до 10 %, в присутствии инспектора-приемщика на заводе или приемщика локомотивов в депо проводят проверку прессовой посадки путем трехкратного приложения контрольной осевой нагрузки с выдержкой не менее 5 с. Для проверки уменьшенного конечного усилия запрессовки, но не более чем на 10 % от минимального значения, контрольная осевая нагрузка должна быть равной 1,2 от фактического усилия запрессовки. Для проверки увеличенного конечного усилия, но не более чем на 10 % от максимального значения, контрольная осевая нагрузка должна соответствовать наибольшему усилию запрессовки по таблице 12. Диаграмма контрольных испытаний прикладывается к соответствующей диаграмме запрессовки.
|
|
|
Для упрощения проверки годности диаграмм запрессовки допускается использовать накладной шаблон, изготовленный в соответствии с ТУ 15-12-99.
2.5.2.15 В случае, если при напрессовке колёсного центра (колеса) на ось будет получена неудовлетворительная диаграмма или усилие не будет соответствовать указанному в таблице 12, а также длина диаграммы будет менее 85 % теоретической, колесная пара подлежит забраковке и распрессовке.
2.5.2.16 При напрессовке колёсного центра (колеса) на ось после наплавки внутренней поверхности отверстия ступицы нижний предел усилия для всех типов колесных центров должен быть выше на (98 ± 0,5) кН.
2.5.2.17 На бланке диаграммы, кроме кривой изменения давления, записывают следующие данные:
- порядковый номер диаграммы в текущем году;
- дата запрессовки;
- тип колесной пары;
- номер оси;
- тип и номер колесного центра, зубчатого колеса;
- правый, левый колесный центр;
- диаметр подступичной части оси и отверстия ступицы колёсного центра (колеса) с точностью до 0,01 мм;
- значение натяга и конечное усилие запрессовки в кН (тс);
- с бандажом или без него;
- ступица наплавлена или нет;
- длина цилиндрической части посадочной поверхности ступицы (длина контакта ступицы с осью).
На диаграмме принятой запрессовки делается надпись: «принята»; на непринятой — «брак» с указанием причин брака.
На диаграмме забракованной запрессовки должны быть те же данные, что и на принятой.
2.5.2.18 Диаграммы принятых запрессовок, контрольных проверок на сдвиг после приемки колесных пар хранятся в недоступном для неуполномоченных лиц месте, защищенном от разрушающих воздействий в течение 10 лет. Забракованные диаграммы запрессовки – в течение 1 года.
|
|
|
