 |


Электронно-лучевая сварка.
|
|
|
|
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
|
|
|
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
|
|
|
- Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Таблица 1.4
Параметры машин для стыковой сварки
| Тип машин | W,(кВА) | U раб,(В) | Сварок в час. | F,(кН) | S,мм2 |
| АСП-10 | 1-3 | 0,5 | |||
| К-135 МСЛ-500-2 МС0-750 | 4-8 3-11 5-15 |
Обозначения столбцов: W - мощность машины, Uраб - рабочее напряжение, производительность, F - усилие сжатия свариваемых деталей, S - площадь свариваемой поверхности.
Температура нагрева и сжимающее давление при стыковой сварке взаимосвязаны. Как следует из рис. 1.28, усилие F значительно уменьшается с ростом температуры нагрева заготовок при сварке.
Шовная контактная сварка.
Разновидность контактной сварки, при которой соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва. При шовной сварке образование непрерывного соединения (шва) происходит последовательным перекрытием точек друг за другом, для получения герметичного шва точки перекрывают друг друга не менее чем на половину их диаметра. На практике применяется шовная сварка:
- непрерывная;
- прерывистая с непрерывным вращением роликов;
- прерывистая с периодическим вращением.
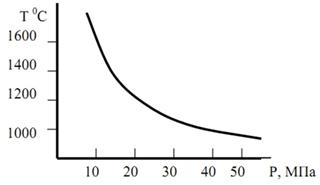
Рис. 1.28. Зависимость температуры стыковой сварки от давления сжатия
Шовная сварка применяется в массовом производстве при изготовлении различных сосудов. Осуществляется на переменном токе силой (2000-5000) А. Диаметр роликов равен (40-350) мм, усилие сжатия свариваемых деталей достигает 0,6 т, скорость сварки составляет (0,53,5) м/мин.
|
|
|
