 |


Данные для расчета припуска. Приложение 1.
|
|
|
|
Сталь горячекатаная, обычная точность проката
| Диаметр (толщина),мм | Rz, мкм | Т, мкм | ρ, мкм на 1 мм длины | Допуск δ, мкм |
| 5 – 9, шаг 1 мм 10 – 25, шаг 1мм 26 – 48, шаг 1мм 50 – 58, шаг 2мм 60 – 75, шаг 5мм 80 – 95, шаг 5мм 100-115,шаг 5мм 120-130,шаг 5мм 140-150, шаг 10мм 160-200,шаг 10мм |
Резка проката (по торцевым поверхностям)
1.Дисковыми пилами
| Диаметр (толщина),мм | Rz, мкм | Т, мкм | ρ, мкм (суммарное) | δ, мкм |
| До 18 мм | ||||
| 18 – 30 мм | ||||
| 30 – 50 мм | ||||
| 50 – 80 мм | ||||
| 80-120 мм | ||||
| 120-180мм |
2.Дисковыми фрезами на фрезерных станках.
| Диаметр (толщина),мм | Rz, мкм | Т, мкм | ρ, мкм | δ, мкм |
| До 10 мм | - | |||
| 10 – 18 мм | - | |||
| 18 – 30мм | - | |||
| 30 – 50 мм | - | |||
| 50 – 80 мм | - |
3.Отрезными резцами на токарных станках.
| Диаметр, мм | Rz, мкм | Т, мкм | ρ, мкм | δ, мкм |
| 6 – 10 мм | - | |||
| 10 – 18 мм | - | |||
| 18 – 30 мм | - | |||
| 30 – 50 мм | - | |||
| 50 – 80 мм | - | |||
| 80 – 120 мм | - |
Обтачивание (черновое/чистовое)
| Элементы конструкции | Размер, мм | Rz,мкм | Т, мкм | ρ, мкм (суммарное) | δ, мкм |
| Длина диаметр | До 30 До 18 | 50/ 15 | 50/ 25 | 5/ 0 | 220/ 100 |
| Длина Диаметр | 30-50 до 18 18-30 | 50/ 15 50/ 15 | 50/ 25 50/ 25 | 5/ 0 8/ 0 | 240/ 120 250/ 140 |
| Длина диаметр | 50-80 до18 18-30 30-50 | 50/ 15 50/ 15 50/ 15 | 50/ 25 50/ 25 50/ 25 | 8/ 0 12/ 0 15/ 0 | 280/ 140 280/ 140 340/ 170 |
| Длина диаметр | 80-120 18-30 30-50 50-80 | 50/ 15 50/ 15 50/ 15 | 50/ 25 50/ 25 50/ 25 | 18/ 0 22/ 0 22/ 0 | 280/ 140 340/ 170 400/ 120 |
| Длина диаметр | 120-180 18-30 30-50 50-80 80-120 | 50/ 15 50/ 15 50/ 15 50/ 15 | 50/ 25 50/ 25 50/ 25 50/ 25 | 18/ 0 28/ 0 36/ 0 40/ 0 | 280/ 140 340/ 170 400/ 120 460/ 140 |
| Длина диаметр | 180-260 18-30 30-50 50-80 80-120 120-180 | 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 | 50/ 25 50/ 25 50/ 25 50/ 25 50/ 25 | 16/ 0 24/ 0 38/ 0 45/ 0 50/ 0 | 280/ 140 340/ 170 400/ 120 460/ 140 530/ 160 |
| Длина диаметр | 260-360 18-30 30-50 50-80 80-120 120-180 | 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 | 50/ 25 50/ 25 50/ 25 50/ 25 50/ 25 | 20/ 0 28/ 0 35/ 0 40/ 0 50/ 0 | 280/ 140 340/ 170 400/ 120 460/ 140 530/ 160 |
Примечание: данные в числителе – для черновой обработки;
|
|
|
данные в знаменателе – для чистовой обработки.
(дальше – аналогично)
Подрезание торцевой поверхности (черновое/чистовое).
| Диаметр, мм | Rz,мкм | Т, мкм | ρ, мкм | δ, мкм |
| До 18 | 60/ 30 | 50/ 25 | 300/ 100 | |
| 18-30 | 60/ 30 | 50/ 25 | 400/ 100 | |
| 30-50 | 60/ 30 | 50/ 25 | 500/ 150 | |
| 50-80 | 60/ 30 | 50/ 25 | 500/ 150 | |
| 80-120 | 60/ 30 | 50/ 25 | 500/ 150 | |
| 120-180 | 60/ 30 | 50/ 25 | 600/ 200 |
Растачивание (черновое/чистовое)
| Элементы конструкции | Размер, мм | Rz,мкм | Т, мкм | ρ, мкм (суммарное) | δ, мкм |
| Длина диаметр | До 30 До 18 18-30 30-50 50-80 80-120 120-180 180-260 260-360 | 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 | 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 | 25/ 0 25/ 0 30/ 0 35/ 0 40/ 0 50/ 0 60/ 0 80/ 0 | 250/ 100 300/ 100 350/ 110 380/ 125 460/ 140 530/ 160 600/ 185 680/ 215 |
| Длина Диаметр | 30-50 до 18 18-30 30-50 50-80 80-120 120-180 180-260 260-360 | 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 | 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 | 30/ 0 35/ 0 40/ 0 50/ 0 60/ 0 70/ 0 80/ 0 90/ 0 | 250/ 100 300/ 100 350/ 110 380/ 125 460/ 140 530/ 160 600/ 185 680/ 215 |
| Длина диаметр | 50-80 до18 18-30 30-50 50-80 80-120 120-180 180-260 260-360 | 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 50/ 15 | 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 30/ 25 | 35/ 0 40/ 0 50/ 0 60/ 0 70/ 0 80/ 0 90/ 0 120/ 0 | 250/ 100 300/ 100 350/ 110 380/ 125 460/ 140 530/ 160 600/ 185 680/ 215 |
Фрезерование (черновое /чистовое)
| Элементы конструкции | Размер, мм | Rz,мкм | Т, мкм | ρ, мкм (суммарное) | δ, мкм |
| Общая длина детали Поперечный размер | До 120 До 18 18-30 30-50 50-80 | 35/ 10 35/ 10 35/ 10 35/ 10 | 65/ 20 65/ 20 65/ 20 65/ 20 | 15/ 0 20/ 0 25/ 0 30/ 0 | 220/ 110 280/ 140 340/ 170 400/ 200 |
| Общая длина детали Поперечный размер | 120-180 до 18 18-30 30-50 50-80 | 35/ 10 35/ 10 35/ 10 35/ 10 | 65/ 20 65/ 20 65/ 20 65/ 20 | 15/ 0 20/ 0 25/ 0 30/ 0 | 220/ 110 280/ 140 340/ 170 400/ 200 |
| Общая длина детали Поперечный размер | 180-260 до 18 18-30 30-50 50-80 | 35/ 10 35/ 10 35/ 10 35/ 10 | 65/ 20 65/ 20 65/ 20 65/ 20 | 15/ 0 20/ 0 25/ 0 30/ 0 | 220/ 110 280/ 140 340/ 170 400/ 200 |
| Общая длина детали Поперечный размер | 260-500 до 18 18-30 30-50 50-80 | 35/ 10 35/ 10 35/ 10 35/ 10 | 65/ 20 65/ 20 65/ 20 65/ 20 | 15/ 0 20/ 0 25/ 0 30/ 0 | 220/ 110 280/ 140 340/ 170 400/ 200 |
Шлифование на плоскошлифовальных станках (предварительное / чистовое)
|
|
|
| Элементы конструкции | Размер, мм | Rz,мкм | Т, мкм | ρ, мкм | δ, мкм |
| Толщина детали Максимальный размер в плане | До 18 До 80 80- 360 | 8/ 3 8/ 3 | 40/ 20 40/ 20 | 0/ 0 0/ 0 | 35/ 18 40/ 20 |
| Толщина детали Максимальный размер в плане | 18-30 до 80 80-360 | 8/ 3 8/ 3 | 40/ 20 40/ 20 | 0/ 0 0/ 0 | 40/ 20 45/ 21 |
| Толщина детали Максимальный размер в плане | 30-50 80-360 | 8/ 3 | 40/ 20 | 0/ 0 | 50/ 25 |
| Толщина детали Максимальный размер в плане | 50-80 80-360 | 8/ 3 | 40/ 20 | 0/ 0 | 60/ 30 |
Обработка отверстий осевым инструментом
| Метод обработки | Диаметр, мм | Rz,мкм | Т, мкм | ρ, мкм (на 1 мм длины) | δ, мкм |
| Сверление | До 6 3-6 6-10 10-18 18-30 30-50 | 2,4 2,1 1,7 1,3 0,9 0,7 | |||
| Черновое зенкерование | До 6 3-6 6-10 10-18 18-30 30-50 | (суммарное) | |||
| Чистовое зенкерование | До 6 3-6 6-10 10-18 18-30 30-50 | ||||
| Развертывание черновое | До 6 3-6 6-10 10-18 18-30 30-50 | - - - - - - | |||
| Развертывание точное | До 6 3-6 6-10 10-18 18-30 30-50 | - - - - - - |
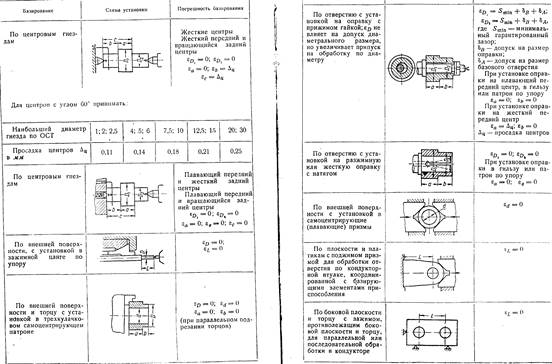
Погрешность базирования (ε б)

Погрешность закрепления в радиальном направлении (ε закр, мкм)
1. Установка в трехкулачковом самоцентрирующем патроне при различных поперечных размерах заготовки в мм.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная |
|
|
|
2. Установка в пневматическом патроне.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная |
3. Установка в зажимной цанге
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- |
| Предварительно Обработанная | |||||
| Чисто обработанная | |||||
Примечание. 1.Установка в жестких центрах погрешности закрепления в радиальном направлении не дает.
2.При установке на оправку учитывать погрешность базирования и принимать погрешность закрепления в зависимости от крепления оправки в патроне, цанге или зажимном приспособлении.
Погрешность закрепления в осевом направлении(ε закр, мкм)
1. Установка в трехкулачковом самоцентрирующем патроне при поперечных размерах заготовки в мм.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная |
2. Установка в пневматическом патроне.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная |
|
|
|
3. Установка в зажимной цанге по упору.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- |
| Предварительно Обработанная | |||||
| Чисто обработанная |
Примечание. 1.Установка в центрах погрешности закрепления не дает, но есть погрешность базирования (см. ранее).
2.При установке на оправку учитывать погрешность базирования и принимать погрешность закрепления в зависимости от крепления оправки в патроне, цанге или зажимном приспособлении.
Погрешность закрепления при установке заготовок на опорные пластины приспособлений. (ε закр, мкм)
1.Установка в зажимное приспособление (тиски, накидные планки, струбцины и т.п.) при поперечном размере заготовки в мм.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная | ||||||||||
| Шлифованная |
2. Установка в зажимное приспособление с пневматическим зажимом.
| Характеристика базовой поверх- ности | 6- | 10- | 18- | 30- | 50- | 80- | 120- | 180- | 260- | 360- |
| Литье под дав- лением | ||||||||||
| Горячекатаная | ||||||||||
| Предварительно Обработанная | ||||||||||
| Чисто обработанная | ||||||||||
| Шлифованная |
3.Установка на магнитной плите погрешности закрепления не имеет.
Примечание. Поперечным размером заготовки принимать наибольший в сечении по нормали к обрабатываемой поверхности.
Приложение 2
|
|
|
