 |


Как прокладываются сети внутри помещения
|
|
|
|
Электропроводки являются распространенным видом сетей внутри зданий и сооружений. Этот вид сетей широко применяется для питания осветительных устройств, для цепей вторичной коммутации, защиты и управления, для питания установок небольшой мощности.
Электропроводками принято называть сети постоянного и переменного тока напряжением до 1 кВ, выполняемые изолированными проводами, а также небронированными кабелями мелких (до 16 мм2) сечений с резиновой и пластмассовой изоляцией. Они могут прокладываться внутри зданий и сооружений, а также по наружным их стенам, по территории возле зданий.
Установочные провода напряжением до 1 кВ имеют в своей маркировке (табл. 3.3) букву П, стоящую на первом месте для проводов с медными жилами и на втором - для проводов с алюминиевыми жилами (А). Например, марка ПР означает: провод с медными жилами в оплетке из хлопчатобумажной ткани; АПР - то же, но с алюминиевыми жилами. АПВ - провод с алюминиевыми жилами с поливинилхлоридной изоляцией; ПРГН - провод с медными жилами с резиновой изоляцией, гибкий, в негорючей оболочке.
В соответствии с рекомендациями по экономии меди следует применять провода и кабели с алюминиевыми жилами. Провода с медными жилами разрешается применять для вторичных цепей, для силовых и осветительных установок во взрывоопасных помещениях, а также для силовых цепей всех кранов при сечении жилы до 6 мм2.
Все электропроводки внутри зданий разделяются на открытые и скрытые.
Открытая электропроводка, т.е. проложенная по поверхностям стен и потолков, по конструкциям сооружений и т.п., имеет много конструктивных исполнений. В зависимости от условий окружающей среды, требований технической эстетики, марки и сечений применяемых проводников и т.п. способы выполнения электропроводки могут в значительной мере отличаться друг от друга. Из большого числа различных способов открытой электропроводки для промышленных предприятий основными являются прокладка в специальных лотках, коробах и различных трубах, а также на тросах. Значительно реже применяется открытая электропроводка внутри помещений на роликах и изоляторах.
|
|
|
Скрытая электропроводка, т.е. проложенная в конструктивных элементах зданий, стенах и потолках, полах и перекрытиях, фундаментах оборудования и т.п., выполняется в различных трубах (резиновых, резинобитумных, бумажно-металлических, бумажных, пластмассовых), специальных каналах, образованных в толще бетона.
Беструбные проводки располагают в элементах строительных конструкций в каналах или бороздах и непосредственно по несгораемым поверхностям, под штукатуркой. Выполняются они специальными плоскими проводами ППВС, АППВС, АПН. Проводки в стальных и резиново-битумных трубках делают только в производственных помещениях, проводки же в бумажных, бумажно-металлических и резиновых трубках, а также беструбные прокладки для осветительных сетей — в жилых, общественных и административных зданиях.
Ко всем видам исполнения электропроводок предъявляются определенные требования, обеспечивающие надежную эксплуатацию и безопасность.
Для обеспечения надежной работы электроустановок необходимо выполнять прокладку проводников таким образом, чтобы повреждение в цепях одного агрегата не вызвало остановки других, работающих независимо. Поэтому в одной трубе или коробе, одном замкнутом канале строительной конструкции или одном лотке запрещается прокладывать цепи разных технологических агрегатов, не связанных единым технологическим процессом. Из этих же соображений запрещается совместная прокладка взаиморезервирующих цепей, цепей аварийного и рабочего освещения.
|
|
|
Большое значение для обеспечения надежной работы электроустановок имеет устойчивость работы электропроводок в отношении нераспространения огня при повреждениях. Для открытых электропроводок без стальных труб желательно применять провода и кабели только с такими внешними оболочками, которые не поддерживают горение после удаления источника воспламенения. В этом случае, если в электропроводке возникло повреждение, и она загорелась, после действия защиты и отключения поврежденного участка пожар проводки не будет распространяться, и размеры аварии будут ограничены. К числу не распространяющих горение относятся оболочки и изоляция из полихлорвинила и найрита.
Важным общим требованием к конструкции электропроводок является обеспечение возможности смены проводов в условиях эксплуатации. Срок службы изоляции проводов и кабелей ограничен. Под воздействием тепла и света, кислорода воздуха и влаги, а также различных газов, попадающих в атмосферу, изоляция и оболочки проводов и кабелей теряют со временем свои механические и электрические свойства. Замена проводов и кабелей в сети не должна быть связана с необходимостью разрушения строительных элементов зданий и сооружений.
В зависимости от условий окружающей среды и качества изоляционных материалов провода приходится менять приблизительно каждые 10... 15 лет эксплуатации. В отдельных неблагоприятных условиях такие замены приходится производить значительно чаще.
В помещениях и наружных установках с химически активной средой все элементы электропроводок должны быть стойкими по отношению к среде либо должны быть защищены от ее воздействия.
В производственных помещениях спуски незащищенных проводов к выключателям, аппаратам, щиткам и т. п. должны быть защищены от механических воздействий до высоты не менее 1,5 м от уровня пола.
Преимуществом скрытых проводок перед открытыми является их защищенность от повреждений и внешних воздействий, красивый внешний вид, большой срок службы и простота монтажа; а недостатком — затруднение при ремонте и выполнении дополнительных ответвлений, необходимом в процессе эксплуатации.
|
|
|
16 Как производятся ответвления от проводов и соединение проводов?
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке. 2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения. 2.1.23. Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта. 2.1.24. В местах соединения и ответвления провода и кабели не должны испытывать механических усилий тяжения. 2.1.25. Места соединения и ответвления жил проводов и кабелей, а также соединительные и ответвительные сжимы и т. п. должны иметь изоляцию, равноценную изоляции жил целых мест этих проводов и кабелей. 2.1.26. Соединение и ответвление проводов и кабелей, за исключением проводов, проложенных на изолирующих опорах, должны выполняться в соединительных и ответвительных коробках, в изоляционных корпусах соединительных и ответвительных сжимов, в специальных нишах строительных конструкций, внутри корпусов электроустановочных изделий, аппаратов и машин. При прокладке на изолирующих опорах соединение или ответвление проводов следует выполнять непосредственно у изолятора, клицы или на них, а также на ролике.
2.1.27. Конструкция соединительных и ответвительных коробок и сжимов должна соответствовать способам прокладки и условиям окружающей среды.
2.1.28. Соединительные и ответвительные коробки и изоляционные корпуса соединительных и ответвительных сжимов должны быть, как правило, изготовлены из несгораемых или трудносгораемых материалов.
2.1.29. Металлические элементы электропроводок (конструкции, короба, лотки, трубы, рукава, коробки, скобы и т. п.) должны быть защищены от коррозии в соответствии с условиями окружающей среды.
16. Ответвление и соединение проводов
|
|
|
Оконцевание и соединение жил проводов и кабелей являются ответственными технологическими операциями, в результате которых обеспечивается надежный электрический контакт и механическая прочность. От качества их выполнения в значительной степени зависит надежность работы электроустановок.
Оконцевание и соединение жил алюминиевых изолированных проводов и кабелей производят опрессовкой, сваркой, пайкой или болтовыми и винтовыми сжимами; медных жил — опрессовкой, пайкой или сжимами. Область применения различных способов оконцевания и соединения алюминиевых и медных жил проводов и кабелей определена нормами, правилами и инструкциями.
Опрессовка.
Опрессовку выполняют ручными клещами, механическим, пиротехническим или гидравлическим прессом. Различают два способа опрессовки: местного вдавливания и сплошного (многогранного) обжатия.
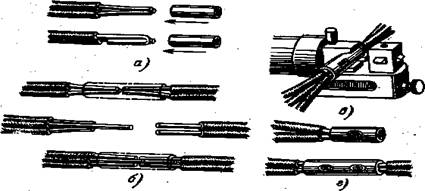
Рис. 4.1. Опрессовка алюминиевых проводов в гильзах ГАО. а — подготовка проводов для односторонней опрессовки; б — то же для двусторонней опресровки; в —опрессовка соединения с помощью клещей ГКМ; г — вид соединений после опрессовки.
При местном вдавливании следят за тем, чтобы лунки были расположены соосно спрессовываемой жиле и друг другу. Разработана конструкция гидропресса с автоматическим контролем глубины вдавливания или обжатия.
Опрессовку выполняют в определенной технологической последовательности (рис. 4.1): выбирают гильзу, инструменты и механизмы, зачищают концы жил и внутреннюю поверхность гильзы до металлического блеска и сразу же смазывают их кварцевазелиновой пастой; вставляют жилы в гильзу и производят опрессовку, как показано на рис. 4.1.г, изолируют место опрессовки изоляционной лентой. При одностороннем вводе жил в гильзу (рис. 4.1, а) и диаметрах гильз 7 и 9 мм вместо изоляционной ленты применяют полиэтиленовые колпачки.

Рис. 4.2. Оконцевание алюминиевых жил опрессовкой.
 а — зачистка внутренней поверхности наконечника; б — смазка внутри наконечника кварцевазелиновой пастой; в —зачистка жил; г — смазка жил кварцевазелиновой пастой; д — опрессовка; е — вид посла опрессовки.
а — зачистка внутренней поверхности наконечника; б — смазка внутри наконечника кварцевазелиновой пастой; в —зачистка жил; г — смазка жил кварцевазелиновой пастой; д — опрессовка; е — вид посла опрессовки.
концевой наконечник
Сварка.
Сварку применяют для оконцевания и соединения алюминиевых жил проводов и кабелей всех сечений и для соединения алюминиевых жил с медными при сечении жил не более 10 мм2. Различают три способа сварки: электросварка контактным разогревом, термитная и газовая сварка. При оконцевании и соединении алюминиевых жил сваркой применяют флюс ВАМИ. Флюс предназначен для удаления пленки окиси с поверхности алюминиевых жил.
|
|
|
Оконцевания и соединения, выполненные сваркой, во избежание коррозии покрывают толстым слоем влагостойкого лака, а затем изолируют лентой, покрывая лаком каждый ее слой. Лаки подбирают в зависимости от материала изоляции жил провода или кабеля.
Алюминиевые жилы.
Электросварку соединений можно выполнять с помощью сварочного аппарата. Соединение и ответвление однопроволочных жил 2,5—10 мм2 производят также электросваркой или термитной сваркой. Термитную сварку выполняют с помощью патронов ПАТО (сварка по торцам).
Оконцевание жил выполняют аргонно-дуговой сваркой вольфрамовым электродом, электросваркой угольным электродом, пропано-кисло-родной, а также термитной сваркой. Для оконцевания жил применяют специальные наконечники. Наконечники для термитной сварки имеют цилиндрический стержень для сварки встык с жилой, а наконечники для газовой и электросварки — цилиндрические втулки — гильзы, при этом сварку выполняют по торцевым кромкам этих втулок и торцам введенных в них жил.
Термитную сварку с помощью специальных патронов применяют в тех случаях, когда по каким-либо причинам не может быть выполнена электросварка, аргонно-дуговая или пропано-кислородная сварка. Соединение и ответвление жил выполняют термитной сваркой.
В последнее время соединение алюминиевых жил кабелей 800—1500 мм2 стали выполнять также пропано-кислородной Оконцевание, соединение и ответвление медных жил проводов и кабелей электросваркой, термитной или газовой сваркой не выполняют.
Пайка
Пайку применяют, когда отсутствует возможность применения сварки и опрессовки, когда необходимо выполнить ответвления медных жил 16—185 мм2.
Алюминиевые жилы. Наибольшее распространение получили припои марок А и ЦО-12. При отсутствии эти припои заменяют ЦА-15.
Пайку производят с помощью пропан-бутановой горелки или бензиновой паяльной лампы; пайку однопроволочных жил 2,5—10 мм2 можно выполнять также с помощью паяльника.
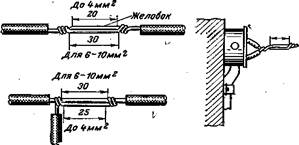
Рис. 4.17. Соединение и ответвление алюминиевых проводов пайкой путем двойной скрутки с желобком
Пайку соединений и ответвлений выполняют путем двойной скрутки с желобком (рис. 4.17). С жил удаляют изоляцию, зачищают до металлического блеска и подготовляют, как указано на рис. 4.17. Нагревают соединение пламенем пропан-бутановой горелки или бензиновой паяльной лампы до начала плавления припоя. Палочкой припоя А, введенной в пламя, потирают желобок с одной стороны. По мере прогрева соединения жилы начинают облуживаться и желобок заполняется припоем. Аналогично облуживают жилы и заполняют припоем желобок с другой стороны. Соединяемые жилы и места скрутки облуживают припоем также с внешних поверхностей. После остывания место соединения изолируют.
Медные жилы. Пайку выполняют мягкими оловянно-свинцовыми припоями. Процесс пайки для припоев всех марок одинаковый. При пайке применяют флюсы из канифоли, стеарина или паяльной мази (паяльного жира). Канифоль применяют в мелко истолченном виде. Для пайки проводов мелких сечений применяют трубки припоя, заполненные канифолью или спиртовым раствором канифоли.
Однопроволочные и многопроволочные жилы 1,5—10 мм2. Соединение и ответвление проводов выполняют пропаянной скруткой. Изоляцию с конца жилы удаляют на длине 15 мм, зачищают жилу наждачной бумагой до металлического блеска, скручивают соединяемые жилы и пропаивают их паяльником или в ванночке с расплавленным припоем
Оконцевание многопроволочных жил 1—2,5 мм2 выполняют в виде кольца с последующей полудой; для этого снимают изоляцию с конца жилы на длине 30—35 мм, зачищают ее до металлического блеска наждачной бумагой, круглогубцами выгибают конец жилы в виде кольца, покрывают его канифолью или раствором канифоли в спирте и погружают на 1—2 с-в расплавленный припой; после остывания изолируют жилу до кольца.
Однопроволочные и многопроволочные жилы 4—240 мм2. Соединения и ответвления жил выполняют в гильзах пайкой способом полива.
Болтовые и винтовые схемы
Болтовые и винтовые соединения несколько дороже соединений опрессовкой, сваркой и пайкой и требуют постоянного контроля и периодического подтягивания в процессе эксплуатации. В то же время их выполнение не требует специального инструмента и аппаратуры.
Соединение алюминиевых и медных проводов с медными проводами. При этом концы проводов зачищают наждачной бумагой до металлического блеска, а алюминиевые провода, кроме того, немедленно смазывают кварцевазелиновой пастой; придают концу провода вид кольца; надевают на винт пружинную шайбу и прямоугольую шайбу с отбортовкой и присоединяют провода к соединительной планке, зажимая их винтами; вкладывают соединение в корпус зажима и закрывают крышкой. Дополнительную изоляцию соединения не делают, так как основание и крышку зажима изготовляют из изолирующего материала. Такие соединения выполняют при сечении проводов до 2,5 мм2.Рис. 4.20. Присоединение алюминиевых жил проводов и кабелей до 10 мм2 к контактным зажимам выводов электрооборудования.а — технология присоединения; б — присоединение к зажиму.
Присоединение алюминиевых жил (до 10 мм2) к контактным выводам электрооборудования. Детали таких соединений приведены на рис.. Для обеспечения надежности и постоянства контакта применяют пружинящие шайбы и шайбы с отбортовкой, предохраняющей от выдавливания алюминиевого провода из-под головки или гайки контактного зажима (шайбы-звездочки). Для присоединения к зажиму снимают с конца жилы изоляцию, зачищают до металлического блеска и смазывают кварцевазелиновой пастой, загибают конец жилы в виде кольца, надевают на конец контактного винта последовательно: пружинящую шайбу, шайбу-звездочку, кольцо провода; зажимают винтом провод на пластине контактного вывода, ввертывая его в нарезанное в пластине отверстие или затягивая гайкой.
|
|
|
