 |


Описание технологической схемы
|
|
|
|
Введение
Основная часть выпускаемой лакокрасочной промышленностью продукции — это пигментированные лакокрасочные материалы. Они широко используются в таких отраслях промышленности, как машиностроение, радиоэлектроника, авиация и судостроение, промышленное и жилищное строительство, космическая-техника и производство товаров народного потребления и др Интенсивное развитие народного хозяйства вызывает необходимость увеличения объема производства пигментированных лакокрасочных материалов с улучшенными качественными показателями. Для решения этой проблемы необходимо знание теории и практики пигментирования лакокрасочных материалов.
В зависимости от того, для какого слоя лакокрасочного покрытия предназначены пигментированные материалы, их делят на эмали и краски (в том числе водоэмульсионные и порошковые), грунтовки, шпатлевки и т. п.
Эксплуатационные характеристики покрытий зависят от состава образующих их пигментированных лакокрасочных материалов. Поэтому последние различают и по назначению покрытий. Например, выпускают материалы для атмосферо-, водо-, химически стойких, специальных и других покрытий.
В соответствии с ГОСТ 9825—73 каждой марке пигментированного лакокрасочного материала присваивается буквенный и цифровой индекс. Буквенный индекс указывает на тип основного олигомера (полимера) в составе материала. Цифровой индекс более сложен. Первая цифра указывает иа назначение материала. Для эмалей и красок — это условия эксплуатации покрытий. Например, атмосферостойкие—1, водостойкие — 4, термостойкие — 8 и т. п. Для грунтовок первым в цифровом индексе стоит 0, для шпатлевок — 00. Остальные цифры в индексе обозначают номер рецептуры.
|
|
|
Например, глифталевая грунтовка, изготовленная по рецептуре № 20;. имеет индекс ГФ-020; эпоксидная атмосферостойкая эмаль, изготовленная по рецептуре № 40, имеет индекс ЭП-140; кремний органическая термостойкая эмаль, изготовленная по рецептуре № 11, имеет индекс КО-811 и т. д.
Все пигментированные лакокрасочные материалы делят на две группы: традиционные жидкие и порошковые.
Ниже будут рассмотрены их основные свойства, теоретические основы и технология получения.
Описание технологической схемы
Пигментированные лакокрасочные материалы представляют собой сложные многокомпонентные композиционные системы. В их состав входят: олигомеры (полимеры), пигменты и наполнители, растворители и разбавители, а также различные добавки специального назначения (сиккативы, пластификаторы,. ПАВ и др.). Свойства пигментированных лакокрасочных материалов и покрытий на их основе определяются главным образом свойствами олигомеров (полимеров) и пигментов, а также характером их физико-химического взаимодействия. Другие компоненты также могут оказывать существенное влияние на реологические свойства материалов, процессы их отверждения (образования покрытия) и эксплуатационные характеристики покрытия.
Пигментированные лакокрасочные материалы принято классифицировать по типу основного олигомера (полимера), входящего в его состав. Например, широко распространены глифталевые (ГФ), пентафталевые (ПФ), эпоксидные (ЭП), полиуретановые (УР), кремиийорганические (КО) и другие материалы.
Пигментированные материалы изготавливают на основании, как однофазных, так и двухфазных жидких пленкообразующих систем. К первым относятся растворы олигомеров в органических растворителях, олифы, и растворы природных соединений. Ко вторым водные и органодисперсии полимеров. Ниже в качестве примеров мы рассмотрим производство эмалей, и возможно водоэмульсионных красок.
|
|
|
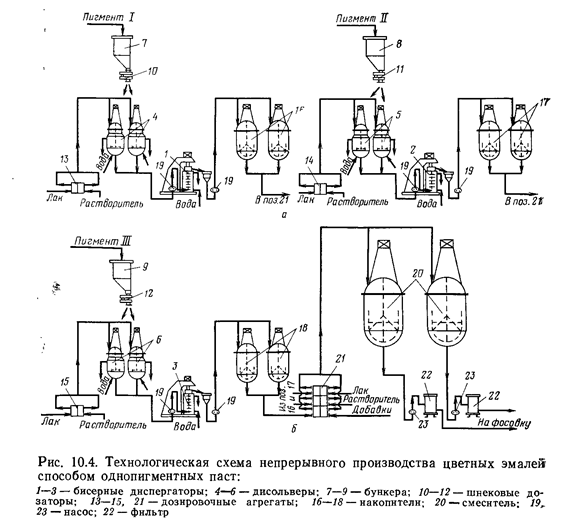
Каждый пигмент диспергируют в лаке в отдельности на бисерных дис-пергаторах /— 3. На схеме их показано три, но ниогда требуется больше — ло числу пигментов, входящих в рецептуру. Приготовление пигментных паст производят на попеременно работающих быстроходных смесителях (дисоль-верах) — 4, 5 и 6. Такая работа дисольверов обеспечивает непрерывную работу бисерной мельницы. В дисольверы пигменты подают нз бункеров 7, 8 и 9 шнековыми дозаторами 10—12. Растворитель и лак поступают в дисольверы через дозировочные агрегаты 13, 14 и 15. Готовую пасту собирают в накопителях 16 — 18. Подача пасты в бисерные диспергаторы и в накопители осуществляется насосами 19. Составление эмали производят в смесителях 20. Отдельные компоненты эмали дозируют н подают в смеситель дозировочным агрегатом 21. Стандартизацию эмали проводят также в смесителях. Готовую эмаль очищают на фильтрах 22, через которые она прокачивается насосами 23, и направляют на фасовочный агрегат.
Основными операциями технологического процесса производства эмалей являются: смешение пигментов (наполнителей) с раствором олигомера (полимера), т.е. приготовление пигментной пасты; диспергирование пигментной пасты; составление эмали; очистка и фасовка эмали.
Приготовление пигментной пасты обычно проводится в специальных смесителях, выбор конструкции которых зависит от аппаратурного оформления операции диспергирования. Так, если диспергирование ведут на валковых краскотерочных машинах, то для приготовления пасты используют смесители-с z-образными или планетарными мешалками. В том случае, когда диспергирование проводят в бисерных диспергаторах, пасты готовят в быстроходных смесителях с дискозубчатымн мешалками (дисольверах). В случае же использования в качестве диспергаторов шаровых мельниц для приготовления* пасты нет необходимости использовать специальный смеситель: ее готовят непосредственно в шаровой мельнице.
При приготовлении пигментных паст используют полностью количество-пигментов и наполнителей, рассчитанное по рецептуре. Пленкообразующие вещества расходуются лишь частично.
После диспергирования к пигментной пасте добавляют оставшееся количество пленкообразователя и специальные добавки (сиккативы, пластификаторы и т. п.). Эта операция по существу и является процессом составления эмали. Затем эмаль стандартизируют (на производстве это называют «постановкой на тип») по вязкости и цвету добавлением растворителей и колеровочных паст.
|
|
|
Для того чтобы лакокрасочное покрытие имело красивый внешний вид эмаль не должна содержать даже единичных пигментных агрегатов, а также посторонних загрязнений (пыли, волосков, волокон и т. п.). Попадание этих веществ в покрытие приводит к снижению его защитных свойств, поэтому эмаль обязательно подвергается тщательной очистке на фильтрах или центрифугах.
Несмотря на то, что любой технологический процесс производства эмалей включает одни и те же основные операции, вести его можно различными способами.
По одному из них диспергированию в растворе полимера (лака) подвергается вся смесь пигментов, предусмотренная по рецептуре; при этом получается пигментная паста, соответствующая по цвету приготавливаемой эмали (способ цветных паст). По другому способу каждый пигмент (или смесь пигментов одного цвета) отдельно диспергируют в лаке, в результате чего получают разноцветные одиопигментные (или одноколерные) пасты, которые смешивают при составлении эмали (способ одиопигментных паст). По третьему способу вначале также получают однопигментные (или одноколерные) пасты, после чего их разбавляют (лаком, растворителем) до вязкости, близкой к вязкости готовой эмали, и только после этого смешивают в соотношениях, зависящих от цвета приготавливаемой эмали. Разбавленные одиопигментные (одноколерные) пасты обычно называют однопигментными полуфабрикатными эмалями. Этот способ используют редко, так как для его проведения требуется много вспомогательного оборудования.
В последнее время получил распространение еще один способ производства эмалей — на основе белых базовых эмалей. По этому способу вначале получают одноколериую белую эмаль (так называемую «базовую») и затем на ее основе готовят цветные эмали добавлением к ней колеровочных паст (концентрированных или разбавленных).
|
|
|
Производство эмалей способами однопигментиых паст и белых базовых эмалей обеспечивают более тонкую колеровку готового продукта по сравнению со способом, в котором предусмотрено диспергирование смесн всех пигментов в лаке. При применении этих методов повышаются производительность труда и коэффициент использования оборудования, а также облегчаются автоматизация процесса и переход от выпуска эмали одного цвета к другому. В наибольшей степени все эти преимущества проявляются при массовом производстве эмалей.
Выбор способа производства эмали в каждом конкретном случае должен производиться с учетом масштабов производства, ассортимента готовой продукций и требований к ее качеству.
|
|
|
