 |


Разработка технологического процесса механической обработки, выбор автоматизируемой операции
|
|
|
|
ПРАКТИЧЕСКАЯ РАБОТА
по дисциплине: «Автоматизация машиностроения»
«Разработка робототехнического комплекса механической обработки детали Крышка»
Выполнил: Кунцевич А.Ю.
Проверил: Бойченко О.В.
Тольятти 2010
Содержание
Введение
. Обоснование выбора заготовки
. Разработка технологического процесса механической обработки, выбор автоматизируемой операции
. Разработка теоретических схем базирования и крепления заготовки в захватном устройстве
. Выбор промышленного робота для использования в РТК механической обработки
. Расчёт захватного устройства и разработка конструкции его размещения на руке промышленного робота
Заключение
Список используемой литературы
Введение
В процессе существования человечество постоянно испытывает потребности в продукции новых видов, сокращении затрат труда, при производстве этой же продукции. Чтобы удовлетворить эти потребности, нужно использовать новые, более совершенные и рациональные технологические процессы и машины, которые необходимы для их создания. Следовательно, стимулом к созданию новой машины всегда является новый технологический процесс, возможность которого зависит от уровня научного и технического развития человеческого общества.
Создать машину достаточно сложно. Замысел к созданию, выражается в виде формулировки служебного назначения машины, являющегося исходным документом в проектировании машины. Для изготовления спроектированной машины разрабатывают технологический процесс и на его основе создают производственный процесс, в результате которого получается машина, нужная для выполнения технологического процесса изготовления продукции и удовлетворения возникшей потребности.
|
|
|
Машина полезна лишь в том случае, если она обладает надлежащим качеством, т.е. способностью удовлетворить потребности необходимые для ее создания.
Создавая машину, человек решает две задачи: сделать машину качественной и обеспечить экономию труда в получении производимой с ее помощью продукцией; затратить меньшее количество труда в процессе создания и обеспечения качества самой машины.
Производственный процесс изготовления машин является системой связи свойств материалов, размерных, информационных, временных и экономических. Технология машиностроения исследует эти связи с целью решения задач обеспечения в процессе производства, требуемого качества машины, наименьшей себестоимости и повышения производительности труда.
Производительность процесса обработки зависит от режимов резания (скорости, глубины, подачи) а, следовательно, от материала режущей части инструмента, его конструкции, геометрических параметров, лезвий инструмента и т.д. В дипломном проекте для расчета режимов резания применяется аналитический метод.
Современное производство предъявляет повышенные требования к технологической оснастке: точность базирования изделий, жесткость, обеспечивающая полное использование мощности оборудования на черновых операциях и высокую точность обработки на чистовых операциях, высокая гибкость, сокращающая время на наладку и замену оснастки, универсальность, позволяющая обрабатывать изделия определенного типа размеров с минимальным временем на переналадку, надежность и взаимозаменяемость.
Обоснование выбора заготовки
Учитывая конфигурацию детали, ее назначение, размеры, марку материала СЧ15, для условий массового производства принимаем заготовку, полученную литьем в песчано-глинястые формы нормальной точности.
|
|
|
Разработка технологического процесса механической обработки, выбор автоматизируемой операции
Учитывая принятый вид заготовки, определённый как литьем в песчано-глинястые формы нормальной точности, для условий массового производства составим технологический маршрут обработки крышки.
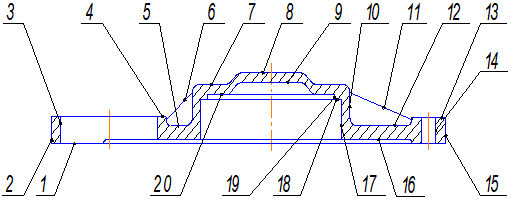
Рисунок 1 - Систематизация поверхностей
Анализ чертежа показывает, что наиболее высокие требования по точности и качеству предъявляются к сквозному отверстию, а также шести резьбовым отверстиям. Также высокий класс шероховатости предъявляется в центральному отверстию крышки, также от него задано большинство отклонений форм расположения поверхностей.
Конструкция детали проработана на технологичность и обладает высокой жёсткостью, обеспечивает свободный доступ инструмента к обрабатываемым поверхностям, что позволяет использовать много инструментальные наладки и высокопроизводительные режимы резания.
Расположение крепежных и резьбовых отверстий в одной плоскости дает возможность их обработки многошпиндельной головкой, что повышает производительность и точность расположения отверстий.
Для обеспечения точности размеров поверхностей, их относительного расположения и параметра качества поверхностного слоя детали можно обеспечить, используя традиционные методы обработки.
Недостаточно технологичной делает конструкцию детали глухое центральное отверстие, а так же наличие в нем перепада внутреннего диаметра, что затрудняет его обработку.
Учитывая конфигурацию и размеры крышки, а также тип производства составляем технологический маршрут.
При обработке детали данного типа в качестве баз для большинства операций используют отверстия и одну из плоскостей детали. На первой фазе реализация этих баз осуществляется закреплением заготовки за внешнюю выпуклую цилиндрическую поверхность 10 и прилегающую к ней плоскую поверхность 12, являющейся направляющей базой с упором.
Составляем общий маршрут обработки крышки:
1. Растачивание отверстий
. Сверление отверстий 14;
. Фрезерование поверхности 1, затем поверхностей 4 и 13;
. Нарезание резьбы в отверстиях 14;
. Чистовое фрезерование поверхности 1, затем поверхности 4;
|
|
|
. Чистовое растачивание отверстия 3.
Требования к сквозному отверстию по точности и шероховатости можно обеспечить с помощью чистового растачивания.
Технологический маршрут обработки крышки представлен в таблице 1.
Таблица 1 - Технологический маршрут обработки шестерни.
| № операции | Наименование и краткое содержание | Технологические базы | Оборудование |
| 005 Расточная | Растачивать отверстие 17 | 10, 12 | Координатно-расточной 2779В |
| 010 Расточная | Растачивать отверстие 3 | 1, 15 | Координатно-расточной 2779В |
| 015 Сверлильная | Сверлить отверстия 14 | 1, 15 | Вертикально-сверлильный 2Р135Ф2 |
| 020 Фрезерная | Фрезеровать поверхность 1 | 10, 12 | Горизонтально-фрезерный 6Р13РФ3 |
| 025 Фрезерная | Фрезеровать поверхности 4, 13 | 1, 15 | Горизонтально-фрезерный 6Р13РФ3 |
| 030 Сверлильная | Зенкеровать отверстия 14 | 1, 15 | Вертикально-сверлильный 2Р135Ф2 |
| 035 Резьбонарезная | Нарезать резьбу в отверстиях 14 | 1, 15 | Резьбофрезерный 5Б63Г |
| 040 Фрезерная | Фрезеровать поверхность 1 | 10, 12 | Горизонтально-фрезерный 6Р13РФ3 |
| 045 Фрезерная | Фрезеровать поверхность 4 | 1, 15 | Горизонтально-фрезерный 6Р13РФ3 |
| 050 Расточная | Растачивать отверстие 17 | 10, 12 | Координатно-расточной 2779В |
| 055 Расточная | Растачивать отверстие 3 | 1, 15 | Координатно-расточной 2779В |
| 060 Сверлильная | Развертывать отверстие 14 | 1, 15 | Вертикально-сверлильный 2Р135Ф2 |
| 065 Резьбонарезная | Нарезать резьбу в отверстиях 14 | 1, 15 | Резьбофрезерный 5Б63Г |
| 070 Моечная | |||
| 075 Контрольная |
Автоматизируем, за счёт создания РТК, фрезерную черновую операцию 025. Выполняем операционный эскиз для указанной операции, представленный на рисунке 2.

Рисунок 2 - Операционный эскиз на фрезерную операцию
|
|
|
