 |


Размерный анализ сборочной цепи
|
|
|
|
На рисунке 3 показан фрагмент пневмо-гидравлического усилителя.
Для создания необходимого давления в полостях Л и К необходимо выдержать зазор между поршнем и цилиндром с точностью АΔ= 0,072-0,18 мм.
Таким образом, величина АΔ и будет исходным звеном сборочной размерной цепи.
[ТАΔ] = 0,126 мм;
 мм;
мм;
Назначаем целесообразные допуски:
Ш 

Ш20  -А3
-А3
Назначаем эксцентриситеты по 6-ой степени точности:
ТА2 = 0,008;
ТА4 = 0,008;
ТА5 = 0,012.
Определяем ωАΔ по формуле:
ωАΔ = 
ωАΔ = 0,027+0,066+0,008+0,008+0,012+0,027=0,148 мм.
Так как полученная погрешность больше положенной (0,148>0,126), рассчитаем погрешность замыкающего звена по формуле:

tΔ = 3, т.к. допускается 0,27% брака;
λ1 = λ3 = λ6 = 0,408;
λ2 = λ4 = λ5 = 0,356, тогда:
ωАΔ = 3 . √0,4082 . 0,0272 + 0,4082. 0,0272 + 0,4082. 0,0662 + 0,3562. 0,0082 + 0,3562. 0,0082 +
+0,3562. 0,0122 = 0,095 мм.
Рассчитаем координаты середины поля рассеяния замыкающего звена по формуле:
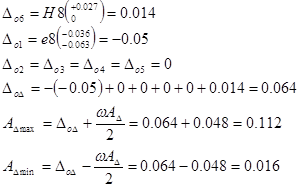
Т.к. АΔmin меньше чем допустимое значение меняем посадку.
Ш 

Значения АΔmax и AΔmin входят в допустимый интервал. В результате при сборке обеспечивается точность исходного звена.
Разработка технологического процесса изготовления плиты нижней
Служебное назначение детали
Плита нижняя представляет собой базовую деталь, на которую устанавливают другие детали и сборочные единицы, точность относительного положения которых должна обеспечиваться как в статике, так и в процессе работы пневмо-гидравлического усилителя под нагрузкой. В соответствии с этим плита нижняя должна иметь требуемую точность и обладать необходимой жесткостью.
Конструктивное исполнение плиты нижней, ее материал и необходимые параметры точности определяем исходя из служебного назначения детали, требований к работе механизма и условиях его эксплуатации. При этом учитываем также технологические факторы, связанные с возможностью получения требуемой конфигурации заготовки, возможностями обработки резанием и удобства сборки, которую начинают с базовой корпусной детали.
|
|
|
Зашифруем поверхности и размеры.
Анализ технологичности конструкции детали
Анализ технологичности конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса.
Конструкция детали позволяет одновременно обрабатывать несколько поверхностей. Например, сверление инструментальной головкой трех отверстий с одной стороны и шести отверстий с другой стороны. Это позволяет снизить время обработки детали и применять высокопроизводительные режимы обработки.
Для повышения технологичности используем стандартные, унифицированные элементы: фаски, отверстия под болты. Конструкция детали не имеет труднодоступных мест для обработки. Размеры и форма поверхностей позволяют вести обработку стандартным режущим инструментом.
Одним из критериев технологичности детали является совмещение технологической и измерительной баз. Такие базовые поверхности должны обладать достаточно высокой точностью и низкой шероховатостью.
Поверхности различного назначения разделены по точности и шероховатости. Точность и шероховатость обрабатываемых поверхностей соответствуют стандартам.
В целом обработку плиты нижней можно вести на оборудовании нормальной точности. Конструкция детали позволяет использовать стандартные измерительные инструменты для контроля.
Жесткость детали достаточна и не ограничивает режимы резания.
Из всех вышеперечисленных критериев можно сделать вывод, что деталь достаточно технологична и не требует внесения изменений.
|
|
|
|
|
|
