 |


Расчёт количества конвейеров
|
|
|
|
Реферат
В данном курсовом проекте рассмотрена модернизация привода литейного конвейера и подшипников натяжной станции, а именно:
- замена устаревших редукторов, которые сняты с производства - новыми, более технологичными;
- и замена подшипников скольжения натяжной станции подшипниками качения.
В первом разделе произведён анализ технологической линии разливки алюминия и расчёт количества литейных конвейеров по заданной производительности участка для определения степени важности предложенных модернизаций.
Во втором разделе выполнен литературный анализ конструктивных разработок подобных агрегатов, с целью выяснения существующих способов решения подобных проблем на других литейных агрегатах. Также подробно рассмотрена конструкция литейного конвейера ЛК-3.
В третьем разделе произведены расчёты: мощности привода, подшипников натяжной станции, шпонок, выбор муфты.
Расчёты выполнены с использованием программ: Компас Shaft 5 plus, Компас Shaft 2D V6, MathCad 2000 Professional;
Чертежи и спецификации выполнены с использованием программ: Компас 3D 5.11, Компас 3D V6, Компас 3D V7.
Чертежи - 3 листов формата А1
Пояснительная записка - 40 листов формата А4
Перечень листов графических документов
| Наименование | Обозначение | Формат | Кол-во листов |
| План участка разливки алюминия | КП1. | А1х2 | 1 |
| Литейный конвейер | КП1. | А2х3 | 1 |
| Приводная станция | КП1. | А2х3 | 1 |
ВВЕДЕНИЕ
Богословский алюминиевый завод был построен в годы Великой Отечественной Войны на базе демонтированного оборудования Волховского, Тихвинского и Днепровского заводов.
В мае 1943 года были получены первые тридцать тонн гидрата окиси алюминия. 17 апреля 1944 года был выдан первый глинозем. 9 мая 1945 года завод дал первый алюминий. Позже были внедрены установки полунепрерывного литья для производства крупногабаритных и крупнотоннажных слитков.
|
|
|
За все последующие годы на заводе не было ни одной крупной реконструкции, поэтому оборудование является устаревшим как морально, так и физически. Это обстоятельство неблагоприятно сказывается на условиях труда на предприятии, здоровье работников завода, а также на окружающую среду. Крайне необходимо осваивать новые, совершенные технологические процессы, модернизировать оборудование или заменять его более новым, а также строить природоохранные сооружения высокого технического уровня.
Большое внимание необходимо уделить кадрам. Специалисты и рабочие предприятий цветной металлургии должны владеть экономическими знаниями для успешного решения задач, стоящих перед данной отраслью. Инженеры и техники в своей работе должны учитывать экономические и социальные последствия применяемых решений, увязывая их с общегосударственными интересами.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Описание технологического процесса.
Алюминий-сырец, полученный при электролизе расплава солей в электролизном цехе поступает в литейное отделение по узкоколейному рельсовому пути на тележках в литейных ковшах ёмкостью Q»1.5-1.8 т. (рис.1.2)
Здесь ковши взвешивают на весах и, при помощи электромостового крана Q=5т (рис.1.3), этим алюминием заполняют миксера: для производства сплавов и протекторов; и печи: для получения алюминия-сырца в слитках различного типа.
При необходимости разливки металла сразу из ковша, ковш ставят в чашу гидроопрокидывателя и разливают на литейном конвейере
Для получения чушек применяется литейный конвейер ЛК-3
Литейный конвейер ЛК-3
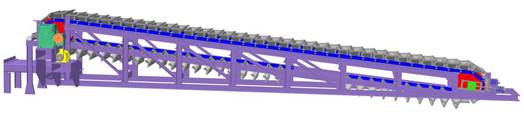
Рис.1.6
Для пакетирования полученных чушек и охлаждения применяют чушкоукладчик ЧАП-4 и систему водяного тумана соответственно.
|
|
|
Далее, готовые штабеля чушек автопогрузчиками и мостовыми кранами отправляются на склад готовой продукции, откуда авто- или железнодорожным транспортом алюминий поставляется на перерабатывающие заводы (рис1.7).
1.2. Описание механического оборудования.
Технологическая цепочка разливки алюминия в чушки включает в себя следующие агрегаты:
1. Литейный ковш (рис1.9)
2. Миксер (рис.1.10)
2.1 Печь вторичного подогрева (рис. 1.11)
3. Литейный конвейер (рис1.8)
4. Чушкоукладчик ЧАП-4 (рис.1.12)
Далее готовые пакеты чушек отгружаются потребителям автопогрузчиками и электромостовыми кранами.
Литейный конвейер ЛК-3

Рис.1.8
Литейный ковш представляет из себя ёмкость»1,8м3, формы усечённого конуса.
|
Печь вторичного подогрева (рис. 1.11) предназначена для усреднения химического состава сплава, полученного в миксере перед его разливкой в слитки. Подогрев и загрузка - разгрузка печи производится аналогично миксеру.

|
|
|
|
|
1.3. Определение и расчёт характеристик машины по заданной производительности участка.
Плановая производительность участка за час
Qчас=Qсут/24, (1.1)
где Qсут- плановая производительность участка за сутки, Qсут=498,6 т/сут
Qчас=498,6/24=20,775 т/ч
Плановая производительность конвейера за час
QКПЛ=Qчас*КЧ, (1.2)
Где КЧ- Объёмная доля чушкового алюминия от плановой производительности участка
(остальной алюминий перерабатывается на МПНЛЗ), КЧ=0,2
QКПЛ=20,775*0,2=4,155 т/ч
Расчёт количества конвейеров
 шт (1.3)
шт (1.3)
где QК - базовая производительность конвейера за час, QК=3,87 т/ч
Ки - коэффициент использования оборудования, Ки=0,86
 шт.
шт.
Принимаю п=2 конвейера.
Чтобы проверить степень загруженности оборудования рассчитаем коэффициент запаса
ПЗ=(QK*n)/QКПЛ,, (1.4)
ПЗ=1,863
Коэффициент запаса - большой, следовательно все ремонты можно проводить безболезнено для технологии. Кроме того мы получили 53% - ный запас производственных мощностей, который позволит увеличить выпуск продукции. [1]
КОНСТРУКТОРСКАЯ ЧАСТЬ
|
|
|
