 |


Характеристика нагревательных установок
|
|
|
|
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К курсовому проекту
По ОТП ОМД
Технология электроконтактного нагрева заготовок
Содержание
Цели и задачи курсового проекта
Введение
1. Характеристика нагревательных установок
2. Характеристика материала заготовок
3. Потери энергии
4. Особенности расчёта и проектирования
5. Основные технико-экономические показатели электроконтактного способа нагрева
Заключение
Список использованной литературы
Введение
Физическая сущность электроконтактного способа нагрева заключается в том, что масса металла (деталь, заготовка или жидкая масса) нагревается за счет тепловой энергии электрического тока, протекающего по нему и преодолевающего электрическое сопротивление, оказываемое этим металлом, вследствие чего в последнем выделяется тепловая энергия, которая количественно определяется по закону Джоуля-Ленца.
Говоря о тепловой энергии, выделяемой в нагреваемом металле по указанному закону, следует иметь в виду, что в магнитных металлах происходит выделение некоторого количества тепловой энергии еще и за счет гистерезиса. Но так как это количество энергии незначительно по сравнению с тепловой энергией электрического тока, то им обычно пренебрегают.
Термин, «электроконтактный нагрев» является условным, так как он полностью не отражает ни физической, ни технологической сущности явления. Электроконтактным он назван потому, что к нагреваемому телу (детали, заготовке или массе) электрический пи подводится с помощью токоподводящих зажимных контактов. На рисунке 1, а приведена принципиальная электрическая схема, иллюстрирующая в самом общем виде принцип электроконтактного способа нагрева. Как видно из этой схемы, непременными элементами всякого электроконтактного устройства являются: токоподводящие контакты, с помощью которых ток подводится к нагреваемой заготовке; источник тока; токоподводящие провода или шины, соединяющие полюса источника тока с зажимными токоподводящими контактами, и зажимное устройство.
|
|
|
Существуют различные устройства и электрические схемы элктроконтактного способа нагрева, отличающиеся друг от друга конструктивным исполнением механической и электрической частей и технологическим назначением, все они могут быть сведены к принципиальным схемам, показанным на рисунке 1.
Для нагрева заготовки может быть использован постоянный и переменный электрический ток. Применение же постоянного тока при электроконтактном нагреве металлов практически затруднительно и экономически невыгодно из-за отсутствия источников (генераторов) большой силы тока и низкого напряжения, которые необходимы для нагрева металлических заготовок или деталей с малым электрическим сопротивлением, как это имеет место при
электроконтактном нагреве. Целесообразнее применение переменного тока, так как его способность к трансформации позволяет довольно просто получать требуемые напряжения на нагреваемых металлических телах (от долей до многих десятков вольт при токах от нескольких сот до многих десятков тысяч ампер). С этой целью существующие в настоящее время электроконтактные нагревательные установки снабжаются силовыми понизительными трансформаторами (рисунок 1, б).

Схема, показанная на рисунке 1, б, отличается от схемы на рисунке 1, а наличием силового трансформатора.
При использовании переменного тока приходится считаться с явлением скинн-эффекта, вызывающим неравномерность распределения температуры по поперечному сечению тел сравнительно больших линейных размеров, а также появление индуктивного электрического сопротивления. Следует отметить, что, несмотря на указанные недостатки, электроконтактный способ имеет целый ряд преимуществ перед другими способами нагрева. Электроконтактный способ нагрева характеризуется равномерным выделением тепловой энергии в требуемом количестве за единицу времени непосредственно в каждом элементарном объеме нагреваемого тела, если не считать незначительной и технологически допустимой неравномерности распределения ее по сечению (вследствие скинн-эффекта), а также довольно высокой производительностью нагревательных установок, при высоком к. п. д.
|
|
|
При рассмотрении приведенных схем электроконтактных установок следует иметь в виду, что подвод тока к нагреваемым заготовкам обычно осуществляется с двух сторон для разгрузки контактов и улучшения распределения температуры по длине нагреваемой зоны; ток может подводиться и с одной стороны в каждом месте контактирования.
С точки зрения принципа нагрева количество точек (или мест) контактирования, т. е. точек подвода тока к нагреваемой заготовке, не имеет существенного значения, однако на практике это очень важно, так как токовая нагрузка токоподводящего контакта является одним из основных физических факторов, от которого зависят не только технологические, но и технико-экономические показатели всякой электроконтактной нагревательной установки.
При большой скорости нагрева и токе во вторичной цепи двусторонний подвод тока к каждому месту нагреваемой заготовки часто является решающим условием нормальной работы нагревательной установки. Об этом обстоятельстве не следует забывать, хотя оно и не имеет непосредственного отношения к физической сущности способа, а также к теоретическим зависимостям, существующим между отдельными физическими факторами, характеристиками и технико-экономическими показателями электронагре- вательного оборудования для электроконтактного способа нагрева.
Характеристика нагревательных установок
Основные теоретические закономерности электроконтактного способа нагрева в самом общем виде известны из физики и теоретических основ электротехники. Однако при разработке и эксплуатации электроконтактных нагревательных устройств необходимо глубокое знание основных теоретических положений и математических зависимостей, на которых базируется этот способ и которые используются при разработке конструкций нагревательных устройств и технологических операций, осуществляемых на них.
|
|
|
Мощность электроконтактной нагревательной установки определяется из условия равенства тепловой энергии, необходимой для нагрева данной массы металла до заданной температуры, тепловой энергии электрического тока, а также энергии магнитного поля, обусловленной индуктивным сопротивлением элементов силовой цепи установки и самой нагреваемой заготовки.
Полная мощность всякого электроконтактного устройства может быть выражена формулой (1)

Где С - теплоемкость в дж/(кг•град);
G2 - масса нагреваемого металла в кг; t2 - конечная температура нагрева данной массы металла в oС; t1 — начальная температура металла oС;
ή0 — коэффициент, учитывающий общие потери энергии и носящий название общего к. п. д. электронагревательной установки или устройства;
τ— время нагрева в сек;
cos ф1 — коэффициент мощности.
О порядке и особенностях определения каждой составляющей, входящей в формулу (1), и о зависимости их от различных факторов будет сказано ниже. Следует иметь в виду, что из всех членов формулы (1) от конструкции нагревательной установки не зависят: теплоемкость С, масса нагреваемого металла G2 и температуры t1 и tx2; другие члены зависят от конструкции отдельных деталей, узлов и установки в целом, от геометрических параметров, физических свойств нагреваемой детали, а также от технологических требований, предъявляемых к процессу нагрева и к качеству нагреваемого металла.
Полная мощность установки, определяемая по формуле (1), является средней за период нагрева, так как теплоемкость С, к. п. д. ή0 и коэффициент мощности cos ф1 изменяются в зависимости от температуры; это обусловливается нестабильностью теплоемкости и удельного электрического сопротивления материала нагреваемой детали.
|
|
|
Как правило, с этим сталкиваются в начале нагрева, когда стальная деталь холодная, а мощность, потребляемая электроконтактной установкой, при прочих равных условиях, значительно меньше, чем в конце и когда деталь нагреется до температуры выше 800—900° С (если влияние скинн-эффекта несущественно). Но это справедливо только для магнитных материалов.
Разница значений между начальной и конечной мощностями зависит от марки материала, поперечных размеров нагреваемой детали и скорости нагрева.
При рассмотрении и использовании формулы (1) указанное обстоятельство следует учитывать при разработке конструкций и электрических схем нагревательных установок. При этом необходимо стремиться к тому, чтобы разница между начальной и конечной мощностями была бы минимальной, так как колебания значений последних в процессе нагрева оказывают отрицательное воздействие на работу энергетического оборудования и другого оборудования цеха и токоподводящих контактов.
Насколько существенно может изменяться мощность, потребляемая из сети электроконтактной установкой в процессе нагрева, в зависимости от поперечного размера нагреваемой детали или заготовки и времени нагрева, видно из рисунка 2.
Для заготовок диаметром 60 мм мощность в процессе нагрева изменяется в 1,3—1,4 раза, увеличиваясь к концу нагрева, а для заготовок диаметром 48 мм мощность изменяется сравнительно незначительно. Это объясняется более заметным влиянием скинн-эффекта, сказывающимся на соотношении активного и реактивного сопротивлений нагреваемых заготовок в начальный и коночный периоды нагрева в зависимости от поперечных размеров сечений. Для заготовок диаметром 60 мм это соотношение изменяется с ростом температуры более резко, чем для заготовок меньшего диаметра.
При нагреве продолжительностью 125 сек отношение начальной и конечной мощностей составляет 1,2, при нагреве продолжительностью 80 сек оно достигает 1,3—1,4.
Еще большая разница между начальной и конечной мощностями наблюдается при использовании заготовок, которые обладают большей магнитной проницаемостью, а электрические вторичные цепи и трансформатор имеют малое индуктивное сопротивление,

Рисунок 2.1 - График
т. е. в тех случаях, когда нагрузка имеет преимущественно активное сопротивление, а влияние скинн-эффекта сказывается более резко.
Электрический ток в нагреваемой детали. Для нагрева конкретной детали до требуемой температуры необходимо по ней пропустить электрический ток определенной величины в продолжение заданного промежутка времени, т. е. необходимо нагреть деталь с вполне определенной скоростью.
|
|
|
Величина потребного тока может быть найдена из выражения:
 (2)
(2)
где r2 — активное электрическое сопротивление нагреваемой заготовки в ом;
I3 — электрический ток в а;
ήт — тепловой к. п. д.
Величину тока в зависимости от геометрических параметров нагреваемой детали и физических факторов можно выразить формулой:
 (3)
(3)
где /2 — электрический ток в нагреваемой детали в а;
S 2 — площадь поперечного сечения детали в см'2;
ς 2 — удельное электрическое сопротивление в ом-см;
ζ, — плотность материала нагреваемой детали в г/см3.
Величина тока, полученная по формуле (3), является средней, поскольку значения теплоемкости, удельного электрического сопротивления и теплового к. п. д. усредненные, так как практически для каждого данного момента определить их не возможно из-за сложной зависимости этих величин от температуры и времени, отсчитываемых от момента включения тока.
Выражение под корнем в формуле (3) не зависит от геометрических параметров нагреваемой детали. Следовательно, потребный электрический ток не зависит от длины заготовок. На первый взгляд это кажется не совсем понятным, но все становится ясным, если представить себе, что мощность, потребная для нагрева данной детали, зависит не только от тока, но и от напряжения, которое пропорционально длине детали, а энергия, выделяемая в элементарном объеме тела, зависит от плотности тока и удельного электрического сопротивления.
При одних и тех же поперечных размерах заготовок потребный электрический ток тем больше, чем больше скорость нагрева (меньше время, τ), и, наоборот, он обратно пропорционален корню квадратному из времени нагрева и удельного электрического сопротивления материала заготовки. При этом следует иметь в виду, что при выводе формулы (3) влиянием явления скинн-эффекта пренебрегают; в холодном же состоянии заготовки скинн-эффект имеет вполне определенное значение и потому в большинстве случаев его необходимо учитывать. При горячем режиме под которым понимается период нагрева заготовок до температуры выше точки Кюри, по формуле (3) можно с достаточной точностью определить потребный ток. В данном случае речь идет о токе, потребном для нагрева данной массы металла до заданной температуры; значение его является величиной усредненной, так как такие переменные факторы, как теплоемкость и удельное сопротивление, являются усредненными величинами.
Если в формулу (3) подставить истинные значения этих переменных, соответствующие какому-то моменту времени от начала нагрева (включения тока), то можно будет получить ток, сответствующий данному моменту времени.
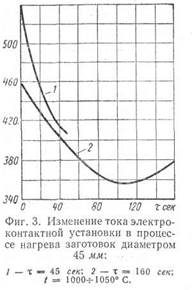
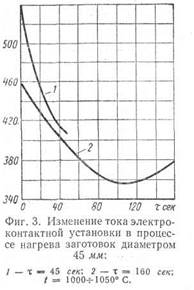
Изменение тока в первичной цепи в процессе нагрева заготовок одинакового диаметра с различным временем нагрева на однопозиционной электроконтактной установке видно из рисунка 2.2.
Из рисунка 2.2 следует, во-первых, что ток и мощность довольно существенно изменяются в процессе нагрева; причем в начале нагрева ток имеет наибольшее значение, а к концу нагрева меньшее; во-вторых, чем меньше продолжительность нагрева, т. е. чем больше скорость, тем больше разница между указанными значениями токов; в-третьих, чем меньше поперечное сечение нагреваемой заготовки, тем больше между токами эта разница при прочиходинаковых условиях. Это объясняется различной степенью влияния скинн-эффекта.

Рисунок 2.2
|
|
|
|
|
|

|
|

Но наиболее резкое влияние на ток и мощность оказывает зависимость удельного электрического сопротивления от температуры (для заготовок малого диаметра), возрастающей в процессе нагрева от температуры окружающего воздуха до температуры, установленной в соответствии с технологическими требованиями.
Разница между начальным и конечным значениями тока зависит также от конструкции электрической вторичной цепи установки и отдельных ее элементов, а также от конструкции трансформатора. Поэтому характер зависимости тока от времени нагрева для различных установок в принципе сохраняется (ток падает с течением времени), но количественные соотношения между начальными и конечными значениями его могут изменяться значительно.
Напряжение на нагреваемой заготовке. Для нагрева конкретной заготовки с заданной скоростью к ней должно быть подведено определенное напряжение, зависимость которого от различных геометрических параметров заготовки и других физических факторов выражается формулой
 (4)
(4)
где сг — постоянный коэффициент, равный 0,032;
l2—: длина нагреваемой детали между токоподводящими контактами в см.
Из формулы (4) следует, что напряжение на нагреваемой заготовке пропорционально длине и не зависит от ее поперечного сечения, кроме того, оно возрастает к концу нагрева (подтверждается данными из практики).
Из формулы видно, что характер зависимости напряжения на нагреваемой заготовке от времени нагрева тот же, что и для силы тока, т. е. величина напряжения обратно пропорциональна корню квадратному из продолжительности нагрева, отсюда следует обратно пропорциональная зависимость между потребной мощностью и временем нагрева.
На рисунке 2.3 приведена графическая зависимость напряжения на нагреваемой заготовке от времени нагрева.
Из рисунка 2.3 видно, насколько быстро возрастает напряжение при τ = 70-80 сек и ниже; это подтверждается и формулой (4), в которую, кроме времени нагрева τ, входит тепловой к. п. д. ήt, находящийся в сравнительно сложной зависимости от τ.

Рисунок 2.3 - График Рисунок 1.5 - График
Прямая пропорциональность между напряжением на нагреваемой заготовке и длиной последней является важным свойством злектроконтактного способа нагрева; оно свидетельствует о возможности увеличения производительности электроконтактного нагревательного устройства за счет увеличения длины нагреваемой заготовки и повышения напряжения без увеличения тока [это подтверждается также формулой (3)].
Следует различать напряжение на заготовке в данный момент времени и напряжение, потребное для нагрева заготовки до требуемой температуры. В то время как первое определяется значениями С, q и ήt, соответствующими данному моменту времени, второе определяется средними их значениями за период нагрева.
Влияние геометрических параметров нагреваемой заготовки на напряжение в процессе нагрева показано на рисунке 2.4; на кривых нанесены экспериментальные данные испытания однопозиционной установки для обособленного нагрева, выполненной по схеме, приведенной на рисунке 1, б.
Из формулы (4) и кривых на рисунке 2.4 видно, что, во-первых, напряжение на заготовке к концу нагрева возрастает; во-вторых, оно тем больше возрастает по сравнению с начальным, чем больше сопротивление нагреваемой детали. При этом необходимо учитывать, что так как напряжение зависит от тока, а последний в электроконтактной установке определяется полным сопротивлением (импедансом) всей электрической цепи и напряжением на выводах вторичной обмотки трансформатора, то изменение напряжения на детали в действительных условиях, которым соответствуют кривые рисунок 2.4, меньше, чем это следует из теоретической формулы (4), не учитывающей этого обстоятельства.
Так как колебания напряжения на детали на зажимах силового трансформатора, нежелательны, то с этой точки зрения может показаться, что при конструировании электроконтактных установок целесообразно увеличивать реактивное сопротивление цепи. Однако это не так, потому что последнее обусловливает наличие реактивной мощности со всеми связанными с ней более нежелательными последствиями, чем изменение напряжения.
Скорость нагрева металлов при любом способе имеет существенное значение, так как оно определяет производительность нагревательного оборудования и от него в значительной степени зависят не только электротехнические данные, но и конструкция оборудования.
Выделение тепловой энергии при электроконтактном нагреве почти по всей площади поперечного сечения нагреваемой детали позволяет получать большие скорости нагрева. Но, как и при любом другом технологическом процессе, скорость, с которой осуществляется электроконтактный нагрев, по различным причинам имеет определенные пределы.
Такими причинами являются: 1) допустимый температурный перепад между центральной и периферийной зонами поперечного сечения нагреваемой детали; 2) допустимая неравномерность нагрева детали по длине — перегрев или недогрев ее вблизи контактов или под контактами; 3) скорость протекания фазовых превращений и образование наиболее желательной для последующей обработки металла давлением структуры кристаллической решетки и размеров зерна или микроструктуры.
Неравномерное распределение температуры по поперечному сечению нагреваемой детали объясняется наличием явления скинн-эффекта, хотя и слабо выраженного при температурах выше точки Кюри и при нагреваемых заготовках с поперечными размерами больше 40—50 мм, но оказывающего некоторое влияние на неравномерное распределение температуры по сечению. При температурах нагреваемых заготовок ниже точки Кюри явление скинн-эффекта выражено довольно резко в остальных заготовках даже малого диаметра, так как в этом случае глубина проникновения тока, т. е. толщина поверхностного слоя, в котором выделяется тепловая энергия, во много раз меньше, чем при температурах выше точки Кюри.
Степень неравномерности нагрева зависит не только от температуры, но и от химического состава, электромагнитных свойств детали и от ее поперечных размеров; для деталей одного и того же типоразмера она зависит только от температуры и интенсивности или скорости нагрева.
Обработка металлов давлением осуществляется при температурах, значительно более высоких, чем температура точки Кюри (760—780° С), когда сталь теряет свои магнитные свойства, вследствие чего глубина проникновения тока значительно возрастает, а степень неравномерности нагрева (распределения температуры по сечению) существенно снижается. Температурный перепад между центральной и периферийной зонами поперечного сечения нагреваемой заготовки сказывается на времени нагрева в том, что при неравномерном распределении температуры по сечению в толще металла возникают термические напряжения, служащие причиной появления трещин при обработке заготовки давлением и остывании или местных перенапряжений, которые, в свою очередь, могут явиться причиной последующего брака или преждевременного выхода из строя детали.
Как известно, появление опасных термических напряжений зависит не только от величины температурного перепада (разницы температур в поперечных сечениях двух соседних зон), но и от температурного градиента в переходной области между этими зонами.
Основательных и сколько-нибудь надежных исследований в этом направлении применительно к электроконтактнсму нагреву пока еще не проведено (были только сделаны грубые замеры температуры периферийной и центральной зон заготовок диаметром 60—70 мм), и опубликованных в литературе работ по этому вопросу то же нет.
Обычно принято считать, что температурный перепад между центральной и периферийной зонами не должен превышать 100° С (такой перепад принимается при индукционном нагреве). Так как технологические операции, следующие за нагревом, не зависят от способа нагрева, то указанный температурный перепад можно принять и для электроконтактного нагрева.
В результате исследований, проведенных в НИИТВЧ получена зависимость скорости индукционного нагрева от диаметра нагреваемых заготовок и различных частот при сохранении температурного перепада, равного 100° С, между центральной зоной и поверхностью.
Пользуясь этими экспериментальными кривыми, можно выразить время нагрева в функции отношения диаметра заготовок к глубине проникновения; можно предположить, что при одинаковом значении этого отношения время нагрева будет примерно одно и то же для заготовок с различными поперечными сечениями.

Рисунок 2.5 - График
Обычно принимается, что эта зависимость сохраняется для всех случаев, когда глубина проникновения тока при температурах выше точки Кюри больше радиуса цилиндрической заготовки или больше половины поперечного сечения прямоугольной детали или заготовки, независимо от частоты. В этом случае время нагрева заготовок можно определить из формулы:
τ = d22(5)
Так как глубина проникновения тока или толщина поверхностной зоны, по которой течет ток в стальной заготовке при температуре выше точки Кюри, составляет 70— 75 мм (для всех конструкционных, поделочных и для большинства специальных легированных сталей), то указанная зависимость (5) остается справедливой для всех заготовок диаметром 10—125 мм, которые могут быть подвергнуты нагреву электроконтактным способом. Время нагрева, определяемое из выражения (5), будет минимально допустимым для заготовок соответствующего диаметра при сохранении в них перепада температур между поверхностной и центральной зонами не более 100° С и температуре нагрева до 1100—1200° С. На рисунке 6 приведена зависимость времени электроконтактного нагрева от диаметра заготовок. Кривая 1 соответствует условию, определяемому формулой (5), кривая 2 отражает данные, рекомендуемые работниками Горьковского автозавода на основе первоначального опыта эксплуатации электроконтактных установок.
При сопоставлении кривых, показанных на рисунке 2.5, можно сделать следующие выводы:
1.Время нагрева, соответствующее зависимости, выраженной формулой (5), значительно меньше полученного по формуле (6).
Последнее соответствует температурному перепаду между центральной и поверхностной зонами поперечного сечения заготовки, равному менее 100° С, что подтверждается экспериментальными данными, отражающими изменение температуры центральной и поверхностной зон в процессе нагрева заготовки диаметром 70 мм с различной интенсивностью.
2.При определении времени электроконтактного нагрева, если его не ограничивает недопустимая неравномерность нагрева по длине, следует пользоваться кривой 1 на рисунке 2.5, соответствующей максимальной производительности нагревательной установки и допустимой степени равномерности распределения температуры по сечению заготовки.
Однако следует иметь в виду, что температурный перепад между указанными зонами изменяется в процессе нагрева. В начальный период нагрева температурный перепад больше допустимого, к концу же нагрева он становится меньше допустимого.
Перегрев, а часто и недогрев заготовок вблизи или под контактами недопустим технологически; перегрев вызывает оплавление заготовок или контактов и приварку их т. е, в конечном счете приводит к браку заготовок или выводу из строя контактов. Недогрев же вообще недопустим при нагреве заготовок под штамповку. Поэтому наиболее ответственной и еще полностью неразрешенной задачей является подводка тока к нагреваемым деталям при электроконтактном способе нагрева.

Рисунок 2.6-Зависимость температурного перепада между поверхностной и центральной зонами заготовки диаметром 70 мм от времени нагрева
Причина этих трудностей заключается в сложности физических явлений, происходящих в точках контактирования токоподводящего контакта с поверхностью нагреваемой детали. В месте соприкосновения имеется так называемое контактное сопротивление, величина которого зависит от многих и разнообразных по своей природе факторов. В переходном слое выделяется сравнительно большая тепловая энергия, отводимая от места контактирования за счет теплопроводности в ближайшие слои металла детали и контакта. В результате эти слои детали нагреваются быстрее всей остальной массы, так как в них помимо тепловой энергии электрического тока, выделяемой непосредственно в каждом элементарном объеме, прибавляется еще и указанная дополнительная энергия.
Так как активное сопротивление металла зависит от температуры и возрастает с ростом последней и так как тепловая энергия электрического тока пропорциональна сопротивлению, то слои и зоны заготовки, расположенные вблизи мест контактирования и доведенные с начала нагрева до больших по сравнению с остальной частью нагреваемой зоны заготовки температур, будут интенсивно нагреваться. Это приведет к перегреву их в процессе нагрева.
С другой стороны, элементарные участки нагреваемой детали, находящиеся под контактами, через которые протекает не весь ток, а только часть его и от которых тепло отводится контактом, будут иметь пониженную температуру по сравнению с температурой остальной части детали.
тепень неравномерности нагрева зависит от еще большего числа факторов, чем величина переходного сопротивления, являющегося основной, но не единственной причиной, оказывающей влияние на неравномерность распределения температуры по длине нагреваемой детали. Сложность заключается еще и в том, что и холодном состоянии, т. е. в начале нагрева, переходное контактное сопротивление и электрический ток особенно велики, а потому в месте контактирования выделяется в этот момент относительно большая тепловая энергия, вызывающая с самого начала интенсивный рост температуры в зонах поперечного сечения детали, прилегающих к токоподводящему контакту со стороны нагреваемой зоны этой детали.
В самом общем виде функциональную зависимость температурного перепада между перегретой зоной у контакта и остальной частью нагреваемой детали можно представить выражением:
∆t1,2 = φ (rп, I2,ψв,d2, ψm, t2),(6)
где rп = φ (ркSк ψф) — сопротивление переходного контакта;
/2 — сила тока, протекающего во вторичной цепи;
ψв — функция, учитывающая интенсивность охлаждения контакта;
ψm — функция, учитывающая свойства материала и состояние
поверхности детали и контакта;
tз — температура нагрева перегреваемой зоны детали;
рк — давление на контакт;
SK — площадь контактирования;
ψф — функция, учитывающая форму контакта.
Выражение (6) наглядно показывает, насколько сложно выявить и установить, хотя бы приближенно, зависимость степени неравномерности нагрева от различных физических и технологических факторов, геометрических параметров и эксплуатационных условий.
Ниже приведены предельно допустимые скорости нагрева цилиндрических заготовок, установленные при эксплуатации электроконтактных заготовок и полученные при экспериментах.
Диаметр нагреваемой
детали в мм……………10.. 20..30..40..50..60..70
Время нагрева в сек……6..,15..40..60..80..100..120
При таких скоростях не наблюдается перегрева или оплавления нагреваемых заготовок или приварки их к токоподводящим контактам.
Другими словами, перегрева заготовок не наблюдается при перепаде температур, не превышающем 100° С, и при применении призматических медных радиальных зажимных контактов (давление на них 10 000—30 000 н) с осевыми размерами 50—60 мм.
Для сопоставления данных о времени нагрева, представленных выше, с расчетными, полученными по формуле (5), построена кривая 3 (рисунок 2.5). Из рисунка 2.5 видно, что практически применяемое время нагрева значительно больше расчетного.
Увеличение контактного давления, тщательная зачистка поверхности заготовок в местах контактирования, применение специальной формы контактов, устройства для охлаждения способствуют снижению продолжительности нагрева.
Однако все это связано с трудностями конструктивного и эксплуатационного характера, а поэтому в большинстве случаев используют практически применяемое время нагрева:
1. Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм.
2.Положение этой зоны в процессе нагрева меняется — в начале нагрева она занимает место у самого торца (перегрет сам торец), а затем при повышении температуры зона постепенно перемещается в сторону от торца. При температуре 600—800° С температура на конце детали длиной 4—6 мм становится не только ниже температуры рядом расположенной зоны перегрева длиной 20—25 мм, но и ниже всей остальной (средней) части заготовки.
3.Степень неравномерности распределения температуры тем больше, чем больше ток.
Зависимость температурного перепада от тока количественно может быть выражена так: при изменении тока в 1,5 раза температурный перепад между зоной, перегрева и средней частью возрастает примерно в 1,5 раза, т.. е. можно сделать вывод о том, что изменение температурного перепада пропорционально току.
4. Наибольшее значение температурного перепада наблюдается в концевой зоне. Отставание роста температуры на конце заготовки от двух других зон объясняется отводом тепла от торца детали контактом, охлаждаемым водой.
5. Наибольшее значение температурного перепада наблюдается при температуре 700—1000° С.
Еще одним условием, лимитирующим скорость нагрева заготовок или производительность нагревательных устройств, является продолжительность протекания структурных и фазовых превращений. Приведенные выше скорости нагрева соответствующих типоразмеров заготовок значительно меньше тех, которые необходимы для указанных превращений, 'поэтому последнее условие при электроконтактном нагреве во внимание не принимается.
До сих пор речь шла о зависимости температурного перепада между зонами заготовки, расположенными близко от токоподводящего контакта, от различных факторов, но не о ширине зоны. Последняя существенно зависит от физических свойств материала заготовок, от формы поперечного сечения, а главным образом от теплопроводности и соотношения между площадью поперечного сечения и его периметром. Чем больше теплопроводность и указанное соотношение, тем больше ширина зоны перегрева. Это особенно необходимо иметь в виду в тех случаях, когда продолжительность нагрева очень мала, т. е. скорость нагрева большая, а длина нагреваемых заготовок небольшая, а перегрев широких зон заготовок у контактов недопустим. Но такого рода случаи не являются общими, хотя и нередко встречаются на практике. Вообще при контактном нагреве под гибку и штамповку целесообразнее использовать стали с большим коэффициентом теплопроводности, так как в этом случае при относительно большой ширине ион с различными температурами абсолютное значение температурного перепада будет относительно меньшим, при прочих равных условиях.
Эксперименты и практика эксплуатации электроконтактных установок показали, что при времени нагрева, близком к данным, приведенным выше, получается вполне удовлетворительная равномерность нагрева, с точки зрения требований, предъявляемых к равномерности нагрева заготовок подлине при радиальных и торцовых контактах.
|
|
|
