 |


(3) Глубина загибания. См. приведенные далее фотографии. Фотография 2. Увеличенный вид секции фальцевания. Фотография 4. Увеличенный вид шаблонов
|
|
|
|
(3) Глубина загибания
Откорректировать положение блока в направлении технологического процесса таким образом, чтобы глубина загибания на обоих углах была одинаковой.
|
|
|
|
|
|

Рисунок 3 Размеры загибания
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
 | |||||||||||||||||

| 3. Настройка блока по размеру фальца |
В настоящем разделе приведено описание выполнения необходимых настроек в соответствии с размером фальца (шириной материала фальца).
(1) Замена шаблонов и обжимных пластин
См. приведенные далее фотографии.
Фотография 2. Увеличенный вид секции фальцевания
Фотография 4. Увеличенный вид шаблонов
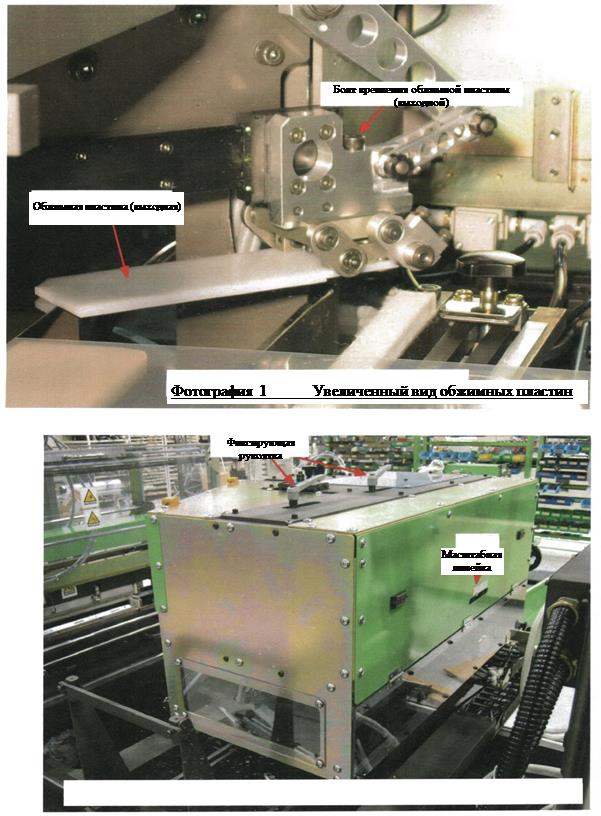
Фотография 5. Увеличенный вид обжимных пластин
Перед тем, как приступить к операции, проверить отсутствие материала фальца рядом с блоком фальцевания.
В зависимости от размера фальца, предусмотрены три типа (входных и выходных) шаблонов и (входных и выходных) удерживающих пластин. Всегда использовать шаблоны и удерживающие пластины соответствующего размера. При установке обжимных пластин, правильно определить входные и выходные пластины.
|
|
|
(2) Настройка положения шаблонов и удерживающих пластин
См. приведенную далее фотографию.
Фотография 6. Фиксирующая рукоятка и масштабная линейка для установки шаблона/удерживающей пластины в заданное положение
Ослабить фиксирующие рукоятки (2 точки) в верхней части блока. Выставить масштабную линейку на выходной боковой стороне блока по соответствующему размеру фальца (ширине материала фальца), повернув рукоятку настройки положения. После настройки, проверить, что фиксирующие рукоятки ( 2 точки) затянуты.
При настройке положения шаблонов/удерживающих пластин, ход обжимной пластины будет автоматически настраиваться до значения, соответствующего размеру фальца. (Положение датчика дальнего конца хода обжимной пластины меняется в соответствии с положением шаблонов/удерживающих пластин, обеспечивая оптимальный ход. )
< ВНИМАНИЕ>
При настройке положения шаблонов/удерживающих пластин, не допускать отклонений от соответствующего диапазона, заданного для шаблонов и обжимных пластин на шаге (1). (Если установить шаблоны и обжимные пластины в положение для шаблонов и обжимных пластин меньшего размера, эти пластины будут сталкиваться друг с другом. )
| |||||||||
| |||||||||
|
| ||||||||

Фотография 4 Увеличенный вид шаблонов
 |

(3) Проверка положения установки шаблона и высоты обжимной пластины
См. приведенные далее фотографии.
Фотография 5 Увеличенный вид обжимных пластин
|
|
|
Фотография 7 Электрический шкаф
Проверить зазор между шаблонами и удерживающими пластинами. Проверить также, соприкасаются ли обжимные пластины с удерживающими пластинами.
Выполнить шаги, приведенные ниже.
[1] Проверить, остановлена ли сама машина для изготовления пакетов.
[2] Повернуть селекторный переключатель на электрическом шкафу в положение ON (ВКЛ. ). При установке этого переключателя в положение ON (ВКЛ. ), в течение 3 секунд раздается звуковой сигнала машины для изготовления пакетов, и удерживающие пластины перемещаются в соответствующее положения для загибания. После проверки того, что удерживающие пластины переместились в правильное положение, Повернуть селекторный переключатель на электрическом шкафу в положение OFF (ВЫКЛ. ). В целях личной безопасности, не приближать лицо и руки к удерживающим пластинам во время их перемещения. Электрический шкаф расположен на продольных двойных натяжных роликах на стороне оператора после блока фальцевания.
[3] Проверить зазоры между шаблонами и удерживающими пластинами. Зазор должен составлять приблизительно 0. 5 мм, и между входной и выходной сторонами не должно быть значительной разницы. При необходимости, откорректировать положение шаблонов, ослабив их крепежные болты. (Их положение можно изменять, однако, лишь немного. )
[4] Передвинуть обжимные пластины к переднему концу. (Обжимные пластины можно перемещать, поскольку сервомотор, приводящий в действие обжимные пластины, выключен. ) На этом этапе, проверить, что нижние поверхности обжимных пластин контактируют с удерживающими пластинами. Если они не контактируют, проверить обжимные пластины на наличие деформации.
[5] Машина для изготовления пакетов находится в состоянии аварийной остановки в результате выполнения операции на шаге [2]. Вновь запустить машину для изготовления пакетов, чтобы привести ее в готовность к работе. Затем, блок фальцевания возвращается в свое исходное положение. Дополнительные сведения об этой операции см. в " Описании экрана монитора машины для изготовления пакетов".
|
|
|
