 |


Трансформатора не трудно оборудовать на предприятии небольшую
|
|
|
|
Токарного станка при
Нарезании рванной резьбы
применяют кварцевый
песок, а при дробеструйной - мелкую дробь.
 Места, не подлежащие металлизации,
Места, не подлежащие металлизации,
изолируют тонким картоном, отработанной шкуркой и изоляционной лентой.
Отверстия и пазы закрепляют деревянными или резиновыми пробками.
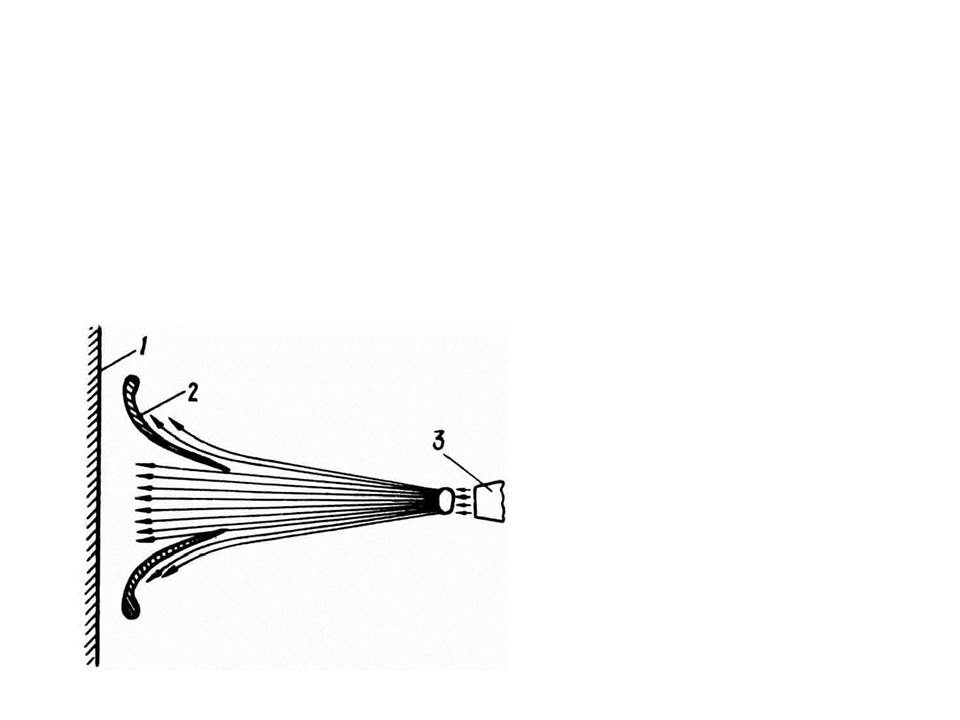
Рис. Устройство для
Улавливания периферийных
частиц при напылении:
1 - деталь; 2 - экран; 3 - сопло
 После подготовки поверхности приступают к напылению покрытий.
После подготовки поверхности приступают к напылению покрытий.
Во избежание окисления поверхность
детали следует металлизовать сразу по
окончании ее подготовки - разрыв во
времени между подготовкой и напылением
покрытий не должен превышать двух часов.
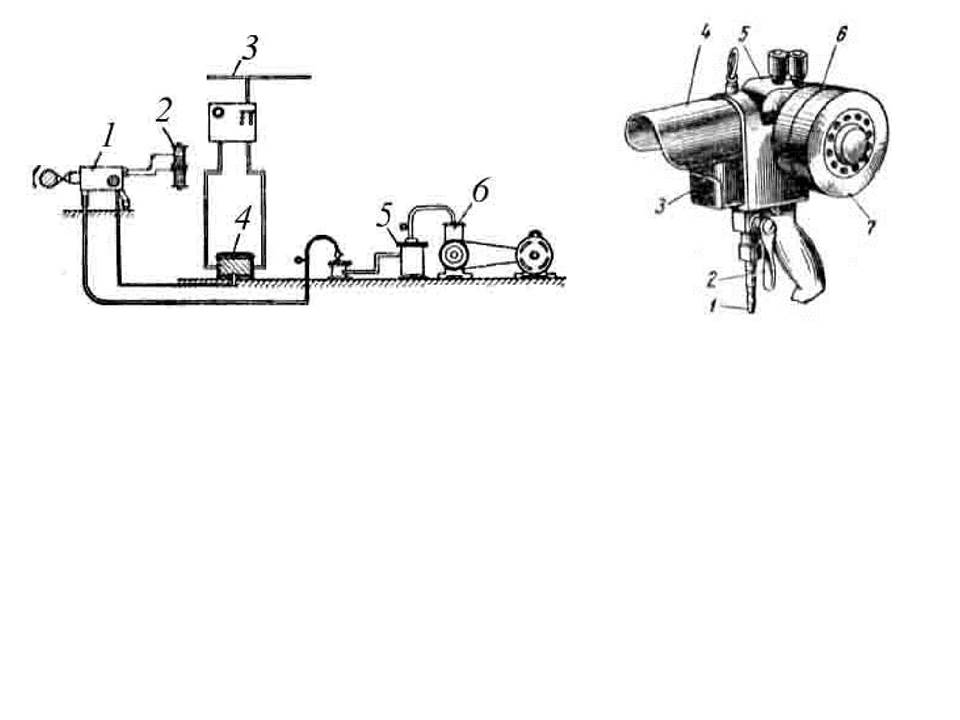
 Газопламенная металлизация осуществляется, например, при помощи
Газопламенная металлизация осуществляется, например, при помощи
ацетилено-кислородного пламени и газовой струи. Различные металлы
наносятся на поверхности деталей путем их расплавления в пламени газовой смеси с последующим нанесением струей сжатого воздуха на поверхность изделия.
Рис. Устройство газопламенного металлизатора
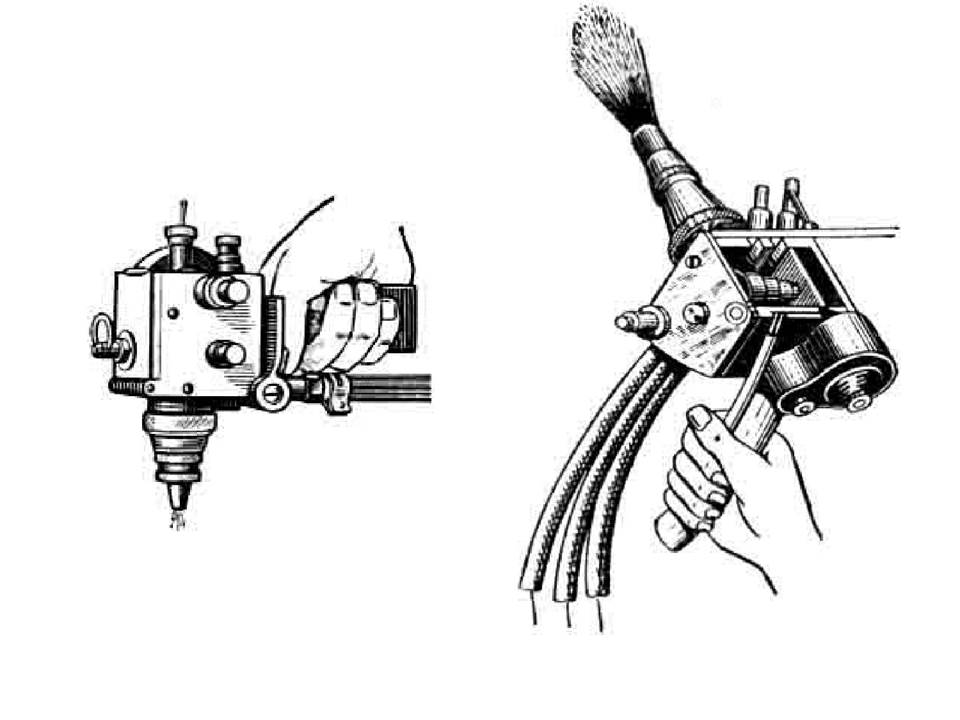 Рис. Общий вид газового металлизатора
Рис. Общий вид газового металлизатора
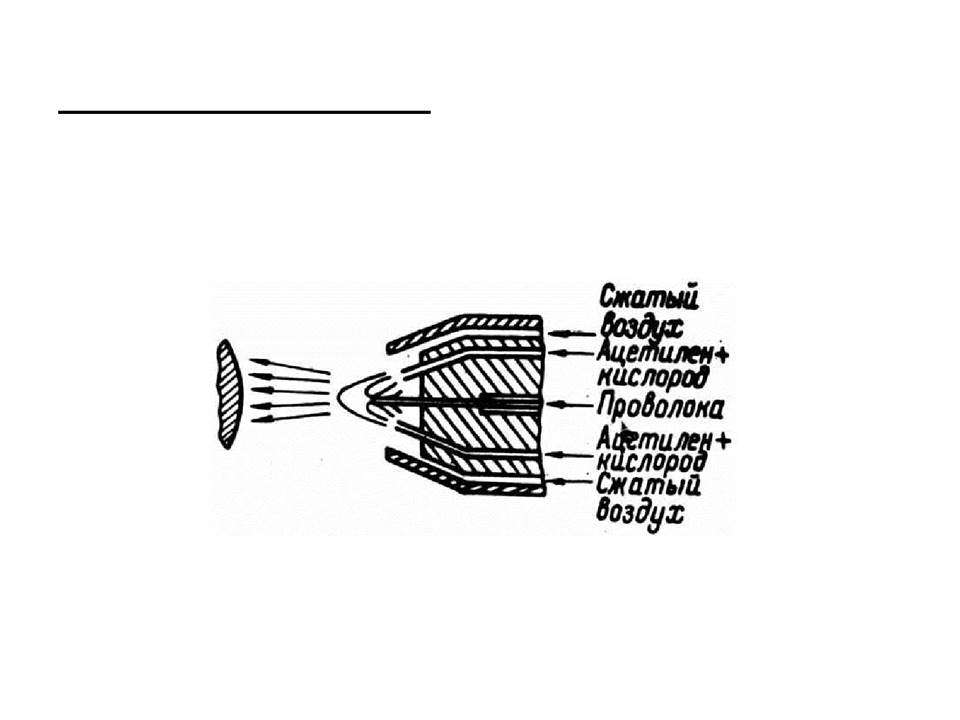
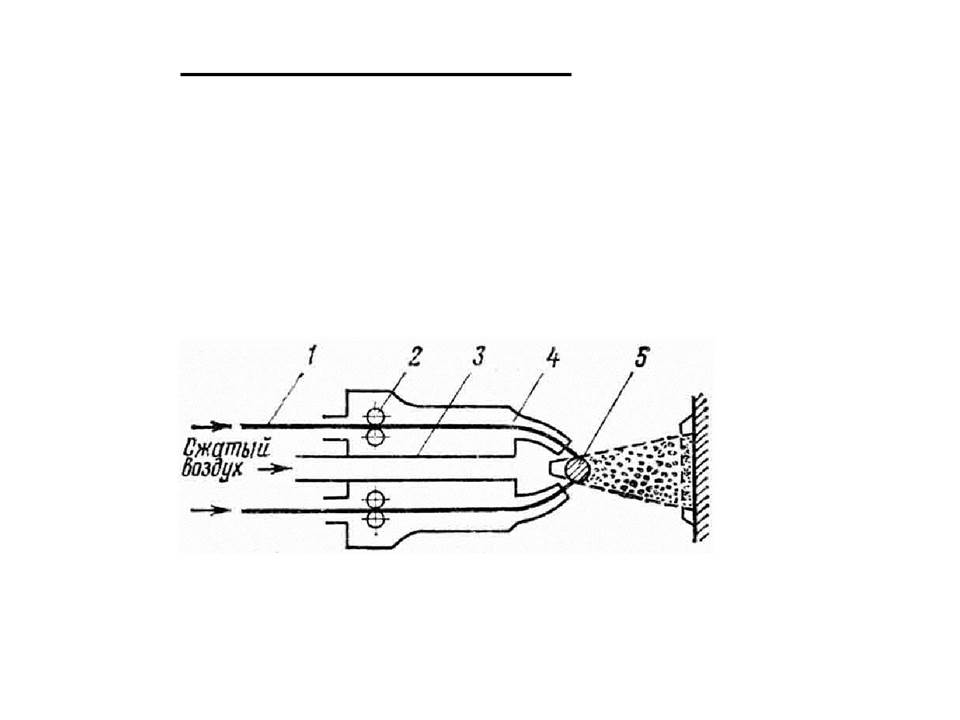
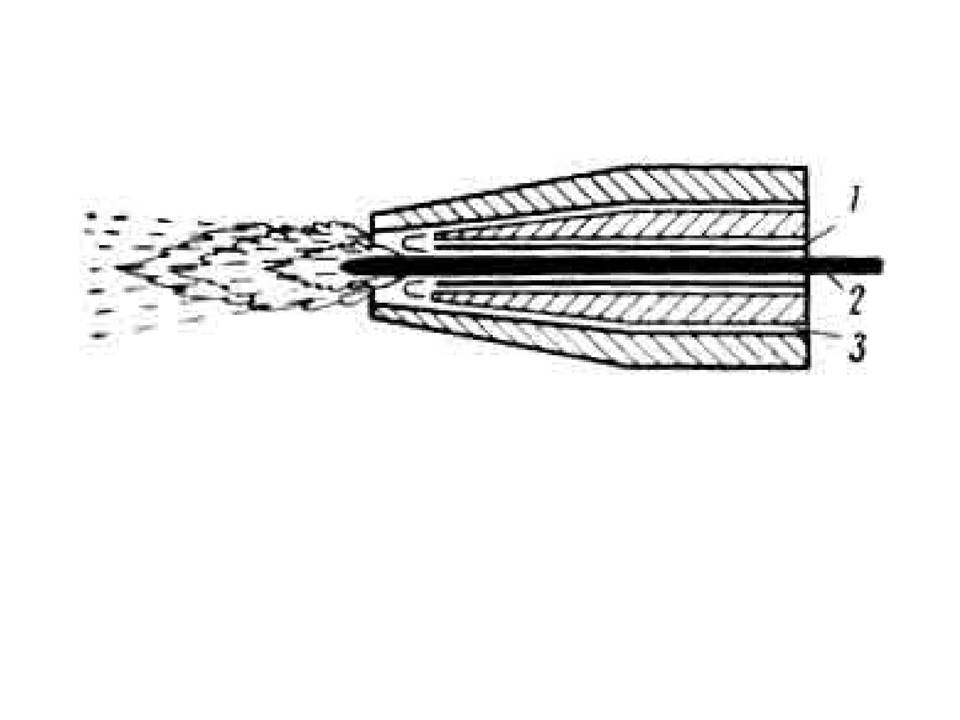 Рис. Принципиальная схема
Рис. Принципиальная схема
Проволочной газопламенной
распылительной головки:
1 - газовая смесь; 2 - проволока; 3 - сжатый
воздух
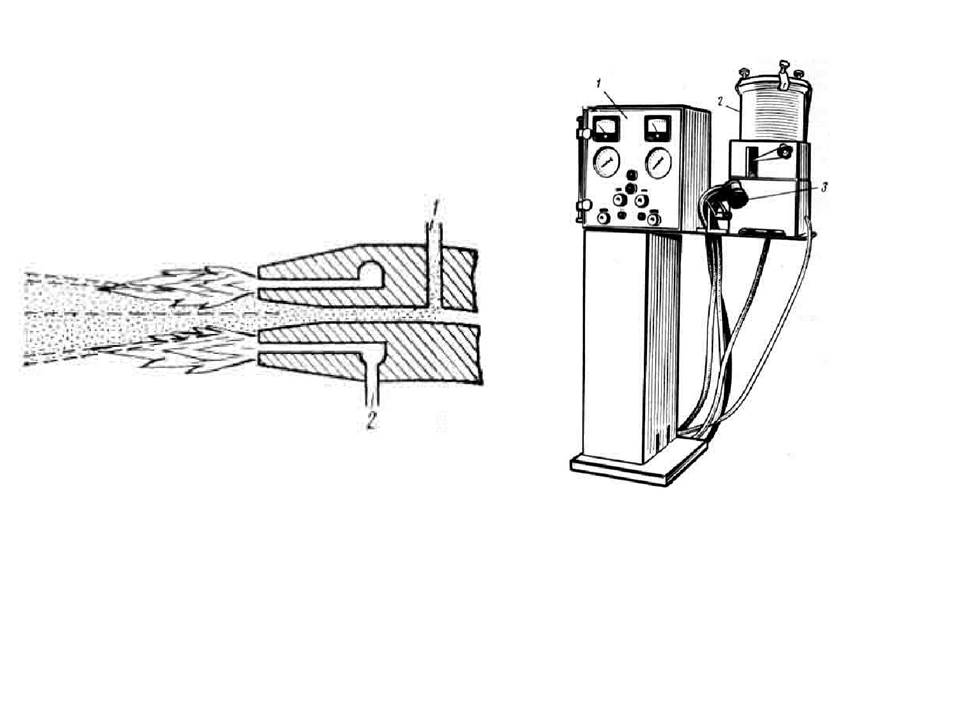 Рис. Схема газопламенной
Рис. Схема газопламенной
Распылительной головки для
Нанесения покрытий из
порошка:
1 - напыляемый порошок; 2 -
газовая смесь
Рис. Внешний вид установки
УМП-5-68 для напыления порошковых материалов:
1 - пульт управления; 2 - порошковый дозатор; 3 -
плазменная горелка
 Метод электродуговой металлизации.
Метод электродуговой металлизации.
При этом методе две электрически изолированные друг от друга металлические проволоки диаметром 1,2¼2,5 мм перемещаютя
|
|
|
механизмом подачи по направляющим со скоростью 0,6¼1,5 м/ мин. При выходе из наконечников проволоки сближаются и под действием тока их
концы оплавляются. Температура электрической дуги может достигать
6000¼7000ОС. Струя сжатого воздуха подавлением 0,4¼0,6 МПа
распыляет проволоку на мельчайшие частицы и наносит их на поверхность детали.
Рис. Принципиальная схема электродугового мтеллизатора: 1 - распыляемая проволока; 2 - ролики, подающие проволоку; 3 -
канал для подачи сжатого воздуха; 4 корпус распылителя; 5 -
электрическая дуга
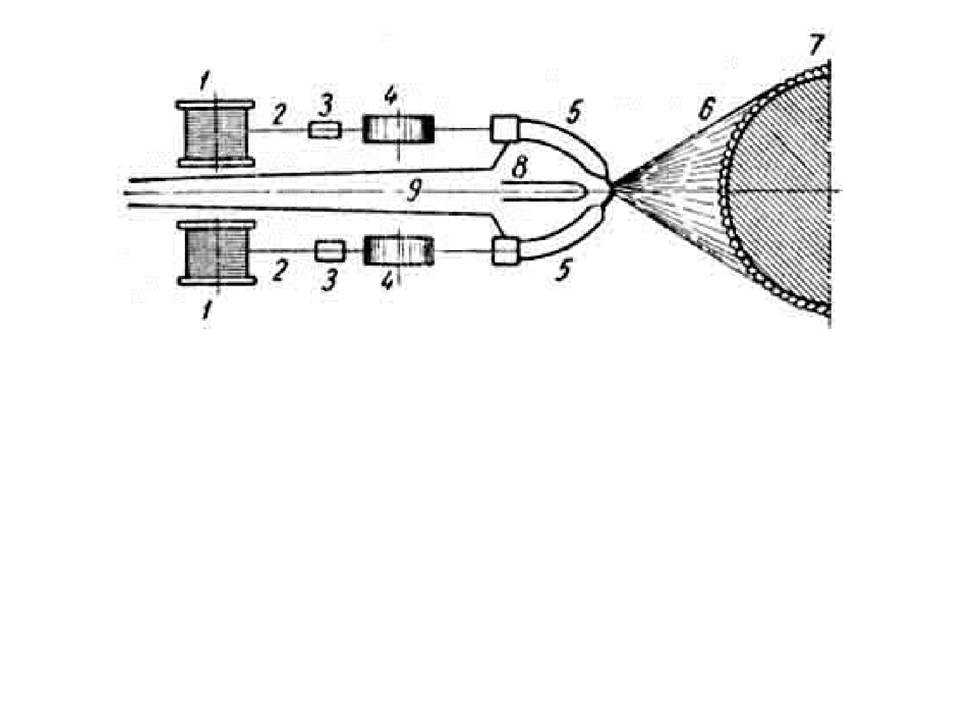 Рис. Схема электрометаллизации:
Рис. Схема электрометаллизации:
1 - катушки с проволокой; 2 - проволока; 3 - направляющие трубки; 4 -
тяговые ролики; 5 - приемные трубки; 6 - мельчайшие частицы
расплавленной проволоки; 7 - поверхность напыляемой детали; 8 -
сопло; 9 - электрические провода
Проволока 2 с катушек 1 аппарата подается тяговыми роликами 4 через направляющие трубки 3 в приемные трубки 5. При выходе из приемных
Трубок концы проволоки скрещиваются, замыкая цепь электрического тока, идущего по проводам 9. При этом образуется электрическая дуга,
Плавящая концы проволоки. Расплавленный металл струей сжатого воздуха давлением до 0,6 МПа распыляется через сопло 8 на мелкие частицы 6 и с большой скоростью ударяется о поверхность детали 7.
 а
а
б
Рис. Схема электрометаллизационной установки (а) и общий вид
металлизационной головки ЭМЗА (б):
1 - ниппель; 2 - кран воздушный; 3 - колодка для подключения
токоподводящих проводов; 4 - защитный кран; 5 - крышка роликового механизма; 6 - воздушная турбинка; 7 - регулятор оборотов турбинки
При наличии заводской сети сжатого воздуха и сварочного
трансформатора не трудно оборудовать на предприятии небольшую
мастерскую или отделение для металлизации деталей. На рис., а
приведена схема электрометаллизационной установки такой мастерской. На рис.,б представлен общий вид металлизационной головки ЭМЗА для восстановления небольших деталей и широко применяемой в ремонтной практике.
|
|
|
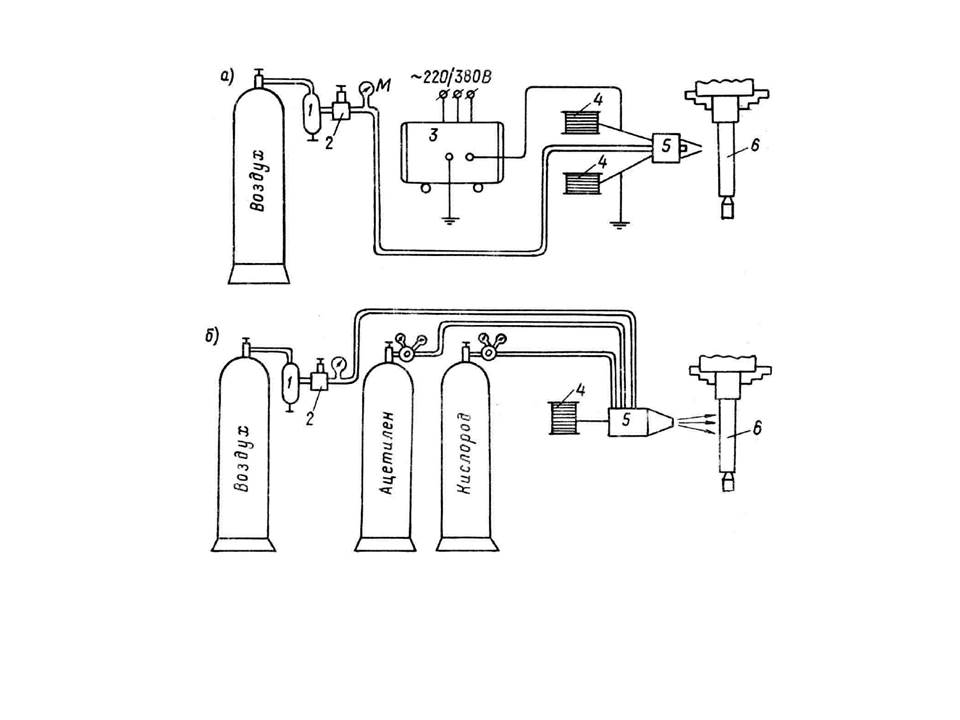 Рис. Посты металлизации:
Рис. Посты металлизации:
а - электродуговой; б - газовой; 1 - влагомаслоотделитель; 2 -
редукционный клапан; 3 - сварочный преобразователь; 4 - катушка с
проволдокой; 5 -= металлизатор; 6 - восстанавливаемая деталь
 Плазменное напыление. Плазмой называют газ, содержащий более 1% молекул в ионизированном
Плазменное напыление. Плазмой называют газ, содержащий более 1% молекул в ионизированном
состоянии. Если электрическую дугу пропускать через
охлаждаемое сопло и одновременно обдувать газом, т о дуга сожмется, то есть произойдет термическое сжатие
столба дуги (термический пинч-эффект), что, в свою очередь, усилит сжимающее действие собственного
магнитного поля дуги. В результате увеличивается
напряженность электрического поля разряда и
соответственно электрическая мощность,
выделяющаяся в единице объема дуги. Это приводит к тому, что температура на оси дуги повышается и может
достичь величин, характерных для образования плазмы, то есть 20 000ОС и более.
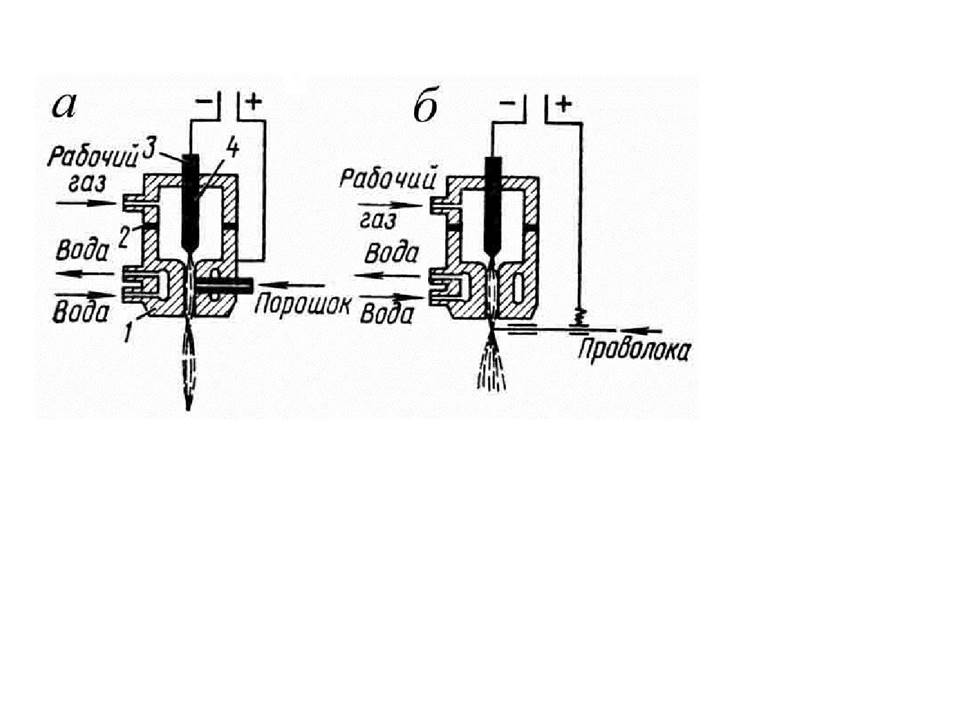 Для
Для
нанесения различных покрытий с
помощью
плазменной
струи
используют
специальные плазменные
Рис.
|
|
|
