 |


Классификация производственных процессов
|
|
|
|
Федеральное агентство по образованию
Дальневосточный государственный технический университет
(ДВПИ имени В.В. Куйбышева)
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
И МЕНЕДЖМЕНТ
Учебное пособие для вузов
Рекомендовано Дальневосточным региональным
учебно-методическим центром в качестве учебного пособия для студентов экономических и технологических специальностей: 080502 «Экономика и управление на предприятии (машиностроение), 150202 «Оборудование и технология сварочного производства» вузов региона.
ВЛАДИВОСТОК
Винокур М.Е. Организация производства и менеджмент: Учеб. пособие для вузов
Владивосток: Изд-во ДВГТУ, 2008.-130с.
Учебное пособие составлено в соответствии с программой курса «Организация производства и менеджмент». Содержит основные понятия и формулы по важнейшим темам курса, контрольные вопросы, задания с рекомендуемыми методиками для их выполнения.
Форма изложения материала, и контрольных заданий максимально приближены к реальным условиям.
Предназначено для студентов специальности 080502 «Экономика и управление предприятием», 150202 «Оборудование и технология сварочного производства»
Рецензенты:
Учебное пособие печатается с оригинал-макета, подготовленного автором
Оглавление
| Введение | ||
| 1. Организация производства 1.1. Организация производственного процесса | ||
| 1.2. Типы производства и их характеристика | ||
| 1.3. Организация обслуживания производства | ||
| 1.4. Организация контроля качества и сертификация продукции | ||
| 1.5. Организация процесса производства сварных конструкций Контрольные вопросы | ||
| 2. Инновационная деятельность | ||
| 2.1. Этапы инновационной деятельности 2.2.Организация научно-исследовательских и опытно-конструкторских работ 2.3. Организационно-технологическая подготовка производства 2.4. Методы оценки инвестиционных проектов Контрольные вопросы 3. Планирование, учет и анализ 3.1. Основы планирования на производстве 3.2. Бизнес-план предприятия 3.3. Стратегическое планирование 3.4. Оперативно-производственное планирование 3.5. Учет и отчетность 3.6.Анализ производственно-хозяйственной деятельности Контрольные вопросы 4. Основы управления производством 4.1. Методологические основы менеджмента 4.2. Процесс принятия управленческого решения 4.3. Социально-психологические аспекты менеджмента 4.4. Научная организация труда Контрольные вопросы | ||
| Приложение 1.Техническое нормирование труда в сварочном производстве 2. Расчет технологической себестоимости сварочных работ Литература |
Введение
|
|
|
В развитии машиностроения большое значение имеет сварочное производство как один из ведущих технологических процессов в изготовлении сварных конструкций. Технические и экономические преимущества сварки превратили ее в высокопроизводительный процесс, позволяющий при относительно ограниченных материальных и трудовых затратах достигать высоких технико-экономических показателей. Развитие техники и технологии сварочного производства неразрывно связано с состоянием системы менеджмента на предприятии.
Предприятие в рыночной экономике для достижения намеченных целей использует факторы производства (технику, технологии, трудовые ресурсы, капитал), разрабатывает бизнес-планы, осуществляет управление - менеджмент, проводит маркетинговые исследования, организационно-технические мероприятия, рассчитывает экономическую эффективность от внедрения инноваций. От того, насколько эффективно осуществляется менеджмент и организация производства, зависит конкурентоспособность самого предприятия, а в конечном итоге благосостояние общества в целом.
|
|
|
Для решения этих задач требуется соответствующая подготовка специалистов сварочного производства – непосредственного организатора производственного процесса.
Учебное пособие «Организация производства и менеджмент» подготовлено в соответствии с учебной программой курсов «Экономика машиностроительного производства» и «Организация производства и менеджмент» в целях закрепления теоретического материала и получения практических навыков в обосновании принимаемых решений по различным вопросам производственно-хозяйственной деятельности предприятия.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Организация производственного процесса
Производственный процесс — это совокупность взаимосвязанных основных, вспомогательных, обслуживающих и естественных процессов, направленных на превращение сырья и материалов в готовую продукцию в заданном количестве, необходимого качества и ассортимента в установленные сроки.
Всякий производственный процесс можно рассматривать с двух сторон: изменения, которые претерпевают в производстве предметы труда (технологический процесс); действия работников по изменению предметов труда (трудовой процесс). Производственные процессы классифицируют по различным признакам, табл. 1.1.
Таблица 1.1
Классификация производственных процессов
| Признак | Вид производственный процессов |
| Роль в изготовлении продукции | Основные (сборка, механообработка и т.д.) Вспомогательные (изготовление инструментов, запанных частей, ремонт и т.д.) Обслуживающие (транспортировка, складирование и т.д.) Естественные (остывание поковки, естественная сушка и т.д.) |
| Стадия изготовления | Заготовительная (литье, кузнечный процессы и т.д.) Обрабатывающая (механообработка и т.д.) Выпускающая (сборочное производство) |
| Степень непрерывности | Прерывные (машиностроение и т.д.) Непрерывные (плавка стали и т.д.) |
| Степень технической оснащенности | Ручные (ручная сборка и т.д.) Механизированные (механообработка с участием людей и т.д.) Автоматизированные (механообработка и сборка без участия людей) |
| Особенности оборудования | Аппаратурное (печи, ванны, автоклавы и т.д.) Дискретные (на отдельных станках с участием рабочих) |
|
|
|
Основные процессы превращают основные материалы в готовую продукцию. Вспомогательные процессы изготавливают продукцию и производят услуги для основного производства. Обслуживающие процессы обеспечивают бесперебойную работу всех подразделений предприятия.
Наиболее сложны в организации предприятия использующие процессы, при которых из множества исходного сырья и материалов получают один или немного видов продукции. Именно здесь необходимость согласования работы частичных процессов достигает максимума.
Обилие частичных производственных процессов на любом предприятии требует согласования их работы в пространстве и во времени. При большом разнообразии форм сочетания частичных процессов их координация опирается на общие принципы:
Специализация - это разделение труда между цехами и рабочими местами с последующей их кооперацией (объединением).
Пропорциональность означает равную пропускную способность разных рабочих мест одного процесса и, следовательно, отсутствие избыточного технического оснащения и расхода капитала.
Непрерывность означает максимальное сокращение перерывов в движении предметов труда и работе оборудования.
Параллельность определяет степень одновременности выполнения различных операций. Она зависит от совмещения обработки предметов труда и выражается в сочетании операций: последовательные, последовательно-параллельные и параллельные.
Прямоточность означает кратчайший путь прохождения предметов труда между операциями без петлеобразных и возвратных движений.
Ритмичность характеризует равномерность выполнения операций и выпуска продукции.
Техническая оснащенность предполагает последовательную механизацию и автоматизацию производственных процессов с устранением ручного, монотонного, тяжелого и вредного труда.
|
|
|
Гибкость заключается в быстрой переналадке оборудования в условиях часто меняющейся номенклатуры продукции. Обеспечивается внедрением гибких производственных систем, сочетающих в себе быстроту переналадки универсального оборудования с производительностью специального оборудования.
Эти принципы реализуются в разной степени на предприятиях и зависят от широты номенклатуры продукции, регулярности и стабильности объема выпускаемой продукции, типа применяемого оборудования, квалификации кадров и длительности производственного цикла.
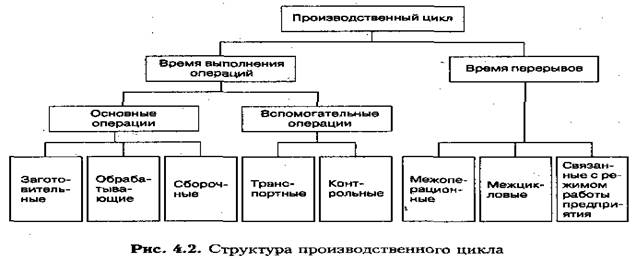
Важным понятием для характеристики производства является производственный цикл изготовления продукции.
Производственный цикл - это время, необходимое для изготовления изделия (партии изделий), т.е. период времени от запуска в производство исходных материалов и полуфабрикатов до получения готовой продукции. Структура производственного цикла представлена на рис.1.1.
|
Продолжительность производственного цикла зависит от особенностей движения предметов труда от одной операции к другой. Существуют три вида движений передачи изделий с операции на операцию.
Последовательное движение от операции к операции одноименных изделий состоит в том, что обработка на каждой операции начинается лишь тогда, когда вся партия изделий проходит обработку на предыдущей операции.
При параллельном движении передача изделий на последующую операцию осуществляется поштучно или транспортной партией, не дожидаясь, когда вся партия будет обработана на предыдущей операции.
При параллельно-последовательном движении, изделия передаются с операции на операцию поштучно (или партионно), как при параллельном движении, но начинается обработка на последующей операции в момент времени, после которого всю партию можно обработать на предыдущей операции без перерывов, чего нет в параллельном движении, но есть в последовательном.
Самый короткий производственный цикл получается при параллельном движении изделий по операциям, самый длинный - при последовательном, а промежуточное значение - имеет место при параллельно-последовательном.
Чем короче производственный цикл, тем быстрее оборачиваются оборотные средства, тем меньше объем незавершенного производства, тем меньше для приобретения оборотных средств нужно выделять денежных ресурсов, тем выше производственная мощность, тем больше прибыль и рентабельность при прочих равных условиях. Именно этими обстоятельствами обусловлены следующие методы рациональной организации производственного процесса, расположенные в порядке убывания эффективности:
|
|
|
§ поточный метод предполагает такую организацию производства, при которой движение предметов труда осуществляется по ходу технологического процесса с непрерывным и последовательным движением от одной операции к другой. Организационной базой поточного метода является поточная линия, представляющая собой последовательное расположение рабочих мест, связанных между собой специальными видами межоперационного транспорта (конвейер, рольганги, склизы и т.п.). Поточные линии распространены в машиностроении и приборостроении. В судостроении имеет место ритмично-серийная организация работ стапельного цеха при значительной партии судов определенного проекта. Важнейшим элементом поточной линии является такт ее работы, т.е. среднее время, за которое с поточной линии сходит готовое изделие;
§ партионный метод. Обрабатываемые предметы после каждой операции находятся в ожидании всех остальных предметов, входящих в партию. Это удлиняет производственный цикл, увеличивает размер незавершенного производства, площадей для хранения полуфабрикатов. В результате возрастает потребность в оборотных средствах, снижается производственная мощность, а вместе с ней и производительность труда, растет себестоимость продукции, падает прибыль и рентабельность.
Его применение оправдано высокой номенклатурой изделий, относительно небольшими объемами производства и ростом многообразия продукции. Область применения - судостроение, машиностроение, строительство и другие отрасли, где требуется достаточно частая сменяемость номенклатуры и ассортимента продукции;
§ единичный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими повторяющимися партиями. Он используется при изготовлении сложного уникального оборудования, специальной оснастки, в опытном производстве, и ремонтных работах. Он наименее экономически эффективен, но это плата за удовлетворение высокого многообразия рыночных потребностей в продукции.
|
|
|
