 |


Методы обработки профиля витков червяка
|
|
|
|
Несмотря на разнообразие теоретических профилей рабочих поверхностей червяков, все линейчатые червяки обладают почти одинаковой нагрузочной способностью. Предпочтение следует отдавать тому виду, который в данных производственных условиях наиболее технологичен и позволяет получать передачи со стабильными параметрами требуемой степени точности.
Нелинейчатые поверхности червяков получают при обработке их инструментом конической или тороидальной формы: в первом случае - цилиндрические, образованные конусом (ZK), а во втором - цилиндрические, образованные тором (ZT).
Передачи вида ZK можно получить (рис. 4):
ZK1- при фрезеровании червяков дисковыми фрезами, например на червячно-фрезреных станках или при шлифовании их дисковыми коническими кругами;
ZK2 – при фрезеровании червяков коническими пальцевыми фрезами или шлифовании их так называемым пальцевым кругом (конической формы);
ZK3 – при шлифовании червяков чашечным кругом с конической образующей.
Наибольшее распространение из них нашли червяки вида ZK1, для которых требуется наиболее технологичный инструмент, обладающий достаточно высокой стойкостью. Передачи с червяками ZK2 практически почти не применяют из-за малой производительности и низкой стойкости инструмента.

Рис. 4. Червяк, образованный конусом: а – вариант ZK 2; б – вариант ZK 3
Передачи с червяками, образованные тором, иногда называемые в литературе выпукло – вогнутыми, могут иметь две разновидности (рис. 5).

Рис. 5. Нелинейчатый червяк: а - вариант ZT 1; б – вариант ZT 2
Особенность передачи ZT1 заключается в том, что угол скрещивания осей инструмента и червяка при его шлифовании равен углу подъема винтовой линии на делительном цилиндре червяка. Они имеют некоторые недостатки; основной из них обусловлен тем, что вследствие изменения диаметра круга после переточек меняется межосевое расстояние при обработке, а это может привести к изменению поверхностей витков червяка.
|
|
|
Передачи ZT2 лишены вышеуказанного недостатка, их основная особенность связана с тем, что линия контакта поверхностей червяка и инструмента является плоской, а не пространственной кривой и что геометрия винтовой поверхности их не зависит от диаметра дискового инструмента.
Нагрузочная способность и долговечность передачи определяются не только типом червяка, но и твердостью его рабочих поверхностей. Червяки делятся на нетермообрабатываемые, обрабатываемые в заготовке (улучшаемые) с твердостью  и термообрабатываемые до твердостей, превышающих
и термообрабатываемые до твердостей, превышающих  .
.
Нетермообрабатываемые или улучшаемые в заготовке червяки в индивидуальном производстве изготовляют на универсальных токарных станках, а при серийном и массовом производстве – вихревым методом или методом пластической деформации. При этом червяки, выполненные накатыванием без нагрева (холодное накатывание), имеют шероховатость поверхностей  и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (
и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки ( ), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость
), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость  и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением
и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением  до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
|
|
|
При крупносерийном производстве червячных передач, особенно передач силовых редукторов, применяют только термообрабатываемые червяки с твердостью рабочих поверхностей витков, превышающей  , а во многих случаях и
, а во многих случаях и  . Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
. Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
В индивидуальном производстве наиболее технологичны червяки вида ZA, обработка которых на токарно-винторезных станках практически ничем не отличается от обработки трапецеидальных резьб. Угол подъема винтовой линии червяка не должен превышать  . При больших углах подъема
. При больших углах подъема  невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).
невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).

Рис. 6. Схема установки резца при нарезании червяка
При  целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
Применяют также червяки вида ZI; каждая сторона витка такого червяка теоретически может быть образована резцом, режущие кромки которого установлены выше оси червяка на расстоянии  при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
Теоретическая схема установки резцов для нарезания эвольвентных червяков приведена на рис. 7.
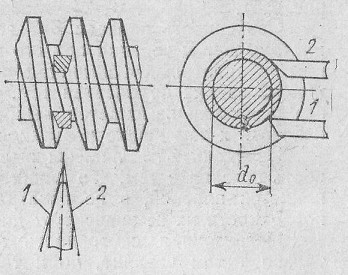
Рис. 7. Теоретические схемы установки
|
|
|
