 |


Нарезание зубьев червячных колес
|
|
|
|
Зубья червячных колес обрабатывают на зубофрезерных станках методом обката с использованием специального инструмента – червячной фрезы, а в индивидуальном и опытном производстве при отсутствии фрез – резцом-летучкой.
Инструмент для нарезания червячных колес является специальным, отличающимся от инструмента для нарезания зубчатых колес, так как для первых стандартизован осевой модуль, а для вторых – нормальный. Инструмент, а также методы обработки зубьев червячных колес должны обеспечивать сопряженное зацепление колеса и червяка в передаче. В связи с этим в общем случае делительный диаметр и число витков червячной фрезы должны соответствовать параметрам червяка, сопрягаемого с колесом, а профиль ее режущих кромок в заданном сечении – профилю червяка в том же сечении. И только в модифицированных передачах эти и некоторые другие параметры инструмента могут отличаться от соответствующих параметров сопрягаемого с колесом червяка.
Существуют следующие методы обработки зубьев червячных колес (рис. 13):
- радиальный, когда подача фрезы направлена в сторону оси колеса (рис. 13,а);
- тангенциальный, когда подача фрезы направлена вдоль ее оси (рис. 13,б);
- комбинированный (диагональный), когда направление подачи фрезы складывается из направлений радиальной и тангенциальной подач;
- смешанный (последовательный), когда подача инструмента осуществляется в заданной последовательности: сначала радиальная, а затем осевая.
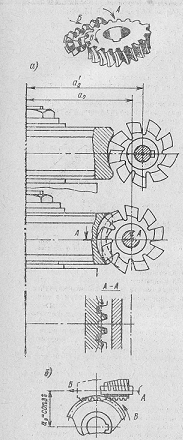
Рис. 13. Нарезание червячного колеса способами: а - радиальной подачи;
Б - тангенциальной подачи
А-вращение фрезы (главное движение); Б - подача фрезы; В - вращение заготовки, согласованное с вращением фрезы (движение обката); межосевое расстояние:  - в начале обработки,
- в начале обработки,  - в конце обработки
- в конце обработки
|
|
|
Радиальный метод нарезания зубьев колеса ввиду его наибольшей производительности по сравнению с другими методами и более простой конструкции фрезы получил широкое распространение. При таком способе нарезания станочное межосевое расстояние , т.е. расстояние между осями фрезы и обрабатываемого колеса в момент прекращения радиальной подачи (рис.13,а), должно соответствовать величине, определяемой в общем случае по следующей формуле
 [1]
[1]
 -диаметр делительного цилиндра фрезы.
-диаметр делительного цилиндра фрезы.
При этом методе нарезания удовлетворительное качество рабочих поверхностей зубьев колеса обеспечивается при угле подъема  и числе
и числе
зубьев колеса  . При
. При  получается подрезание зубьев, нарушается сопряженность зацепления и уменьшается несущая способность червячной передачи.
получается подрезание зубьев, нарушается сопряженность зацепления и уменьшается несущая способность червячной передачи.
При повышенных требованиях к точности червячной передачи и при возможности улучшить ее сопряженность путем последующего шевингования или технологической приработки зубьев червячных колес необходимо производить тангенциальным методом, при котором применяют фрезы с заходной (конической) и калибрующей (цилиндрической) частями. Станочное межосевое расстояние, рассчитанное по формуле [1], устанавливается до начала обработки. Во время фрезерования обрабатываемая деталь получает дополнительное вращение от дифференциала станка, для того чтобы компенсировать подачу червячной фрезы.
При тангенциальном методе нарезания поле каждого оборота червячной фрезы ее режущие кромки имеют заданное тангенциальной подачей смещение в осевом направлении по отношению к боковым профилям нарезаемых зубьев, что повышает число резцов, а следовательно, позволяет получить профиль зубьев колеса, более близкий к теоретическому.
Путь, который должна пройти фреза в тангенциальном направлении, обеспечивает врезание ее заборной части в тело колеса и выход последнего калибрующего зуба из тела колеса. Направление тангенциальной подачи необходимо устанавливать против вращения обрабатываемого колеса (встречное фрезерование), чтобы усилие резания было направлено к столу станка с целью исключить размыкание кинематической цепи подачи стола и уменьшить огранку на рабочих поверхностях зуба колеса.
|
|
|
Если требуется изготовить небольшие партии червячных колес и не удается подобрать стандартные фрезы, то зубья червячных колес можно нарезать фасонным резцом-летучкой, закрепленным в оправке на тангенциальном суппорте зубофрезерного станка (рис. 14).
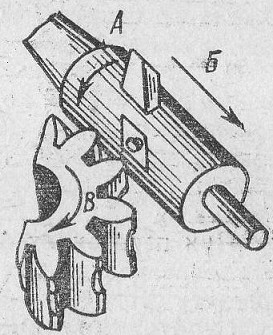
Рис. 14. Нарезание червячного колеса фасонным резцом, установленным на оправке (резцом-летучкой)
На современных зубофрезерных станках отечественных и иностранных, кроме того, можно осуществлять нарезание как комбинированным, так и смешанным методом.
При смешанном радиально-тангенциальном методе предполагается последовательный без остановки переход от нарезания колеса радиальной 18 подачей к нарезанию его тангенциальной подачей после достижения заданного станочного межосевого расстояния.
При фрезеровании зубьев червячного колеса комбинированным метолом радиальная и тангенциальная подачи включаются одновременно, т.е. суммарная подача равна
 -тангенциальная подача, мм/об;
-тангенциальная подача, мм/об;
 - радиальная подача, мм/об;
- радиальная подача, мм/об;
При достижении заданного межосевого расстояния так же, как и при радиальном методе, отключается радиальная подача, и окончательное профилирование зубьев производится лишь при тангенциальном перемещении фрезы.
Для получения теоретически правильного зацепления червяка с червячным колесом необходимо, чтобы червячная фреза и червяк были одинаковыми по форме профиля винтовой поверхности, по диаметру делительной окружности и осевому шагу.
Сборка редукторов
Сборка – одна из ответственных операций технологического процесса изготовления червячных редукторов, в процессе которой решаются вопросы о регулировке взаимного положения червяка и червячного колеса, т.е. такого положения, при котором ось червяка должна располагаться строго в средней плоскости червячного колеса. При этом необходимо обеспечить заданные зазоры в подшипниковых узлах червяка и червячного колеса, а также требуемую степень герметичности.
|
|
|
Операция сборки редуктора состоит из следующих основных переходов:
- узловой сборки, включающей напрессовку подшипников на шейки червячного вала и вала (ступицы) червячного колеса, а также манжет в соответствующие отверстия крышек или стаканов;
-сборки узла червячного вала с корпусом редуктора;
- монтаж узла червячного колеса в корпусе редуктора.
Во втором переходе для редукторов с опорами, имеющими конические роликоподшипники, регулируемые с помощью прокладок, выполняют следующие работы:
-установку в отверстие корпуса редуктора наружной обоймы одного из подшипников червячного вала;
-установку и крепление одной крышки с уплотнительными прокладками к корпусу редуктора;
-монтаж узла червячного вала в отверстие корпуса редуктора до упора;
-установку наружной обоймы другого подшипника;
-установку крышки с манжетой до упора в торец верхней обоймы подшипника;
-замер зазора между торцами крышки и корпуса редуктора;
-снятие крышки;
- подбор прокладок и установку крышки совместно с прокладками;
-крепление крышки к корпусу редуктора.
В крупносерийном производстве для сборки узла червячного вала с корпусом редуктора используют специальные сборочные стапели, в которых предусмотрено автоматическое определение размера прокладок для обеспечения заданного осевого зазора в подшипниках.
В зависимости от конструктивных особенностей редуктора колесо можно монтировать в корпусе различными способами:
-при разъемных корпусах (рис. 15) его закладывают в разъем, после чего устанавливают и закрепляют вторую половину корпуса;
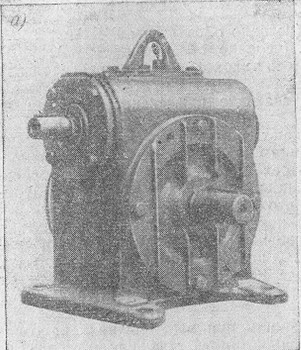

Рис. 15. Редукторы: а – РЧН-80; б – РЧН-120; в – РЧП-420
-при наличии больших стаканов (рис. 16, 17) его заводят сквозь соответствующее отверстие, а затем монтируют сам стакан;
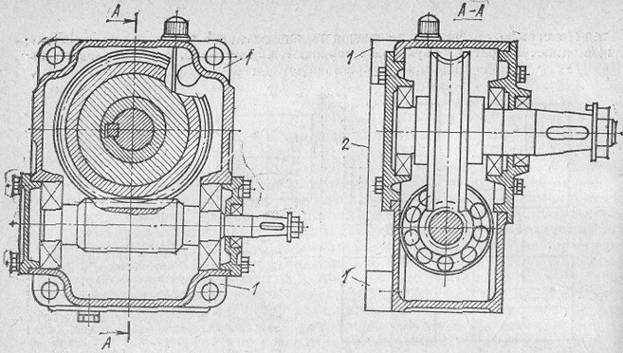
Рис. 16. Редуктор с креплением к исполнительному механизму с помощью лап, расположенных в плоскости, перпендикулярной к оси вращения колеса 1 – лапы; 2 – опорная плоскость
|
|
|
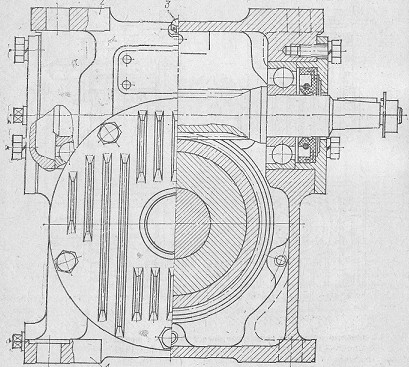
Рис. 17. Редуктор с двумя парами лап, отлитых заодно с корпусом
|
|
|
