 |


Описание технологического процесса участка
|
|
|
|
Проектирование электроснабжения участка с двумя кузнечными индукционными нагревателями и одним ИНМ
Чувашский Государственный Университет имени И.Н.Ульянова
Электротехнический факультет
Кафедра АЭТУС
КУРСОВОЙ ПРОЕКТ
ПРОЕКТИРОВАНИЕ ЭЛЕКТРОСНАБЖЕНИЯ УЧАСТКА С ДВУМЯ КИН И ОДНИМ ИНМ
Выполнил: студент
группы МП-13-07
Григорьев А.В.
Проверил: преподаватель
Миронова А.Н.
Чебоксары - 2007 г.
АННОТАЦИЯ
Пояснительная записка состоит из 34 страниц, включает в себя 15 рисунков, 8 таблиц.
Ключевые слова: НАГРЕВАТЕЛЬ, ИНДУКТОР, ШИНА, ПРИВОД, ЗАГОТОВКА.
В данном курсовом проекте было спроектировано электроснабжение участка цеха включающего в себя 2 кузнечных индукционных нагревателя (КИН) и один индукционный нагреватель (ИНМ). Был составлен индивидуальный и групповой график нагрузки участка. Разработана схема электроснабжения участка, выбрано силовое оборудование ЭТУ. Рассчитаны токи короткого замыкания на шинах печной подстанции. Разработана схема управления, защиты и сигнализации. Подобраны контрольно-измерительные приборы.
ОГЛАВЛЕНИЕ
Введение
1. Техническая характеристика
2. Описание технологического процесса участка
3. Планировка цеха
4. Описание ЭТУ как приемника электроэнергии
5. Графики нагрузки участка
6. Выбор комплектной трансформаторной подстанции
7. Расчет токов короткого замыкания
8. Выбор силового оборудования ЭТУ
9. Расчет параметров срабатывания релейной защиты
10. Разработка силовой схемы питания установки
11. Схема управления, защиты и сигнализации
Заключение
Список используемой литературы
ВВЕДЕНИЕ
Индукционный нагрев металлов в настоящее время получил широкое распространение во многих областях промышленности. Причиной такого успеха индукционного нагрева являются те достоинства, которые присущи этому виду нагрева. Они в основном определяются тем, что при индукционном нагреве теплота выделяется непосредственно в нагреваемом теле, благодаря чему использование тепла оказывается более совершенным и обеспечивается значительно большая скорость нагрева.
|
|
|
Устройство для индукционного нагрева металлов в самом общем виде представляет собой обмотку, питаемую переменным током. В переменном магнитном поле, создаваемом этой обмоткой, называемой индуктором, помещается нагреваемое металлическое тело. Переменный магнитный поток возбуждает в металлическом теле переменную э.д.с. и вихревые токи, которые и нагревают тело. Таким образом, теплота, выделяющаяся в теле, зависит, помимо других факторов, от удельного сопротивления нагреваемого металла. Так как в непроводниках ток проводимости не возникает, то в них тепло не выделяется; это позволяет при индукционном нагреве выделять энергию исключительно в нагреваемом металле.
В настоящее время индукционный нагрев применяется почти во всех областях нагрева металлов: в печах для плавки металлов, в установках для нагрева под горячую обработку (ковку и штамповку), для термической обработки металлов (закалки и отпуска) и в ряде других областей.
Многообразие установок индукционного нагрева можно классифицировать по принципу действия и по основным конструктивным признакам (табл.1).
Таблица.1
| Установки индукционного нагрева проводящих материалов | Установки высокочастотного нагрева диэлектриков | ||||||||
| плазменные для технологических целей | плавильные печи | под пластическую деформацию в кузнечно-прессовом и прокатном производстве | для термообработки, пайки, наплавки и технологич. обогрева | для сварки | волновыми полями сверхвысокой частоты (СВЧ)
| в поле рабочего конден-сатора | |||
| канальные с магнито-проводами | тигельные | ||||||||
Развитие индукционного нагрева идет по пути совершенствования его технологии и автоматизации, в том числе и на основе достижений современной вычислительной техники. Расширяется применение высоких температур, как при традиционных способах нагрева, так и при индукционном плазменном нагреве. В связи с ростом мощности установок и расширением их использования в промышленности особое значение приобрело совершенствование основной аппаратуры и источников питания, направленное на улучшение энергетических показателей и надежности установок для нагрева проводящих материалов и диэлектриков.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Таблица 2. Техническая характеристика КИН-500/1,0
| Показатели | КИН-500/1,0 |
| Мощность по средней частоте, кВт | 500 |
| Мощность конденсаторной батареи, квар | 9600 |
| Частота тока, Гц | 1000 |
| Длина индуктора, мм | 2000 |
| Производительность, т/ч | 1,0 |
| Расход охлаждающей воды, м3/ч | 8,0 |
Таблица 3. Техническая характеристика ИНМ-50П-15/50НБ
| Показатели | ИНМ-50П-15/50НБ |
| Мощность, кВт | 500 |
| Число фаз | 2 |
| Мощность конденсаторной батареи, квар | 1800 |
| Частота тока, Гц | 50 |
| Производительность, т/ч | 1,8 |
| Расход охлаждающей воды, м3/ч | 5,0 |
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА УЧАСТКА
В методических нагревателях мерные заготовки с постоянной скоростью или через интервалы (с равным темпом) перемещаются через индуктор. В индукторе одновременно находятся несколько заготовок, нагретых от 20°С на входе до 1250°С на выходе. Длина индуктора, число заготовок и скорость перемещения их рассматриваются таким образом, чтобы заготовки на выходе достигали ковочной температуры и заданного перепада по сечению.
Желательно, чтобы в индукторе находилось не менее трех заготовок, так как электрический режим работы в момент загрузки холодной заготовки и выгрузки нагретой в этом случае практически остается без изменения.
В индукторе периодического действия нагревается только одна заготовка (или часть ее) в течение времени tH, достаточного для прогрева ее до ковочной температуры и до заданной степени равномерности (перепада). Если по условиям производительности требуется темп выдачи t0 меньше необходимого времени нагрева tH, нужно иметь два или несколько нагревателей (индукторов), в которых одновременно нагревается. Несколько заготовок. Число их будет равно n = tH /t0. Загрузка заготовок в индукторы должна быть сдвинута по времени на t0.
|
|
|
Кузнечные индукционные нагреватели методического действия. Нагреватели серии КИН-К с кулисным приводом толкателя предназначены для нагрева мерных заготовок по всей длине из стали, цветных металлов и их сплавов цилиндрического и квадратного сечения в широком диапазоне типоразмеров.
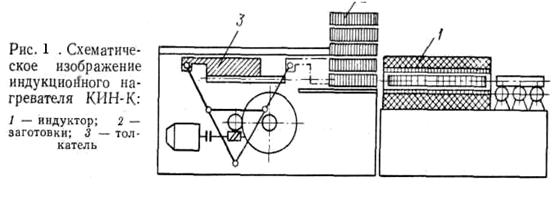
На рис.1 показан принцип работы нагревателя серии ИНМ с толкателем. Перемещение заготовок в этом нагревателе осуществляется толкателем с кривошипным механизмом, который, в свою очередь, приводится от электродвигателя постоянного тока.
Толкатель непрерывно совершает возвратно-поступательное движение, заталкивает холодную заготовку, поступившую из загрузочного лотка на линию толкания, и перемещает одновременно все заготовки в индукторе, выбрасывая с другого его конца нагретую. Число ходов толкания в минуту, а следовательно, и темп выдачи нагретых заготовок регулируется в пределах 3—20 с оборотами приводного двигателя серии ПМУ. При этом электродвигатель остается постоянно включенным. Темп толкания свыше 20 с регулируется реле времени. Привод толкателя в этом случае работает с остановками электродвигателя.
Загрузка заготовок на лоток ручная. Одновременно загружается 10—20 заготовок. Дальнейшее движение их с лотка до выдачи происходит автоматически. Конструкция не предусматривает механизированную загрузку вибробункерами, кассетами или другими средствами. На выходе из индуктора имеется разгрузочное устройство, состоящее из редуктора и вращающегося ролика. Нагретая заготовка при выталкивании попадает передним концом на ролик и быстро удаляется из индуктора. Индуктор легкосъемный и быстро может быть заменен на другой. Однако длина его для каждого типа нагревателя сохраняется постоянной.
|
|
|
Индукционные нагреватели серии ИНМ-Ш (с шаговым механизмом) показаны на рис.2.







 Заготовки, подлежащие нагреву, загружаются в бункер или кассеты, откуда они автоматически подаются на три направляющие, проходящие через индуктор. Средняя из них подвижная и конструктивно сделана так, что заготовки на ней легко удерживаются. Подвижная направляющая приводится в возвратно-поступательное движение электродвигателем посредством червячного редуктора и кулачкового диска. При своем движении она поднимает заготовки с крайних направляющих и перемещает их небольшими шагами через индуктор. Скорость перемещения определяется числом ходов в минуту и длиной перемещения за один шаг. Изменяя число оборотов двигателя, можно менять темп выдачи нагретых заготовок. Такая система позволяет полностью освобождать индуктор от заготовок в конце нагрева и подавать их по одной на время настройки нагревателя или штампов. Кроме того, в этом случае направляющие практически не изнашиваются, а требования к торцам заготовок могут быть менее жесткими, рекомендуются для заготовок больших сечений и сравнительно небольшой длины.
Заготовки, подлежащие нагреву, загружаются в бункер или кассеты, откуда они автоматически подаются на три направляющие, проходящие через индуктор. Средняя из них подвижная и конструктивно сделана так, что заготовки на ней легко удерживаются. Подвижная направляющая приводится в возвратно-поступательное движение электродвигателем посредством червячного редуктора и кулачкового диска. При своем движении она поднимает заготовки с крайних направляющих и перемещает их небольшими шагами через индуктор. Скорость перемещения определяется числом ходов в минуту и длиной перемещения за один шаг. Изменяя число оборотов двигателя, можно менять темп выдачи нагретых заготовок. Такая система позволяет полностью освобождать индуктор от заготовок в конце нагрева и подавать их по одной на время настройки нагревателя или штампов. Кроме того, в этом случае направляющие практически не изнашиваются, а требования к торцам заготовок могут быть менее жесткими, рекомендуются для заготовок больших сечений и сравнительно небольшой длины.
Некоторым недостатком нагревателей является обязательное увеличение воздушного зазора между индуктором и заготовкой, а следовательно, повышенная мощность конденсаторной батареи.
ПЛАНИРОВКА ЦЕХА
Индукционный нагревательные установки промышленной частоты комплектуются: индукционным нагревателем с комплектом сменных индукторов; конденсаторной батареей; механизмами загрузки, выгрузки и транспортировки заготовок через индуктор; маслонапорной установкой и гидравлическими панелями с электромагнитными золотниками; панелями с контакторами и автоматическими выключателями; щитами и пультами управления с коммутационной и контрольно-измерительной аппаратурой.
На уровне пола цеха устанавливают: индукционный нагреватель с загрузочным бункером, механизмами загрузки и выгрузки, шкафы управления, панели с гидроаппаратурой. В подвальном помещении, в непосредственной близости от нагревателя устанавливают конденсаторные батареи, маслонапорную установку, вольтодобавочный трансформатор, контакторный панели, автоматический выключатель и измерительные трансформаторы.
Установки индукционного нагрева с кузнечным нагревателем комплектуются оборудованием выполненным в виде унифицированных блоков: нагревательного блока, трансформаторного шкафа, шкафа управления. В нагревательном блоке находятся индуктор, водораспределитель и сливная воронка; на выходе блока размещены механизм разгрузки и датчик контроля темпа выдачи заготовок. В блоке подачи заготовок размещены механизм загрузки, толкатель, его привод и элементы смазки.
|
|
|

Рис. 3 Планировка участка
1-трансформатор ТМ-1600/10; 2- шкаф ВН; 3-соединительное устройство; 4-шкаф инвертора; 5-шкаф реакторов; 6-выпрямительный шкаф; 7-шкаф управления; 8-трансформаторный шкаф КИН; 9-батарея конденсаторов КИН; 10-нагревательный блок КИН; 11-индукционный нагреватель ИНМ; 12-загрузочный бункер ИНМ; 13-панель с гидроаппаратурой ИНМ; 14-шкаф управления ИНМ; 15-автоматический выключатель ИНМ; 16-контакторный панели; 17-конденсаторные батареи ИНМ; 18-вольтодобавочный трансформатор ИНМ;
|
|
|
